

2. Расчет производственной мощности лесопильного потока.
Например, фактическую производительность фрезерно-профилирующей линии HewSaw можно рассчитать по следующей зависимости
 ,
(4.1)
,
(4.1)
где
 – средняя длина бревен, м;
– средняя длина бревен, м; –
коэффициент использования машинного
времени, который учитывает цикловые
конструктивные потери, принимаем равным
0,9, т. к. в случае если на фрезернопрофилирующей
линии этот коэффициент в силу каких-либо
причин получается меньше, пропадает
необходимость в таких высоких скоростях
подачи;
–
коэффициент использования машинного
времени, который учитывает цикловые
конструктивные потери, принимаем равным
0,9, т. к. в случае если на фрезернопрофилирующей
линии этот коэффициент в силу каких-либо
причин получается меньше, пропадает
необходимость в таких высоких скоростях
подачи;
 – коэффициент скрытых потерь, характеризует
снижение расчетной скорости распиловки
бревен вследствие падения напряжения
на зажимах нагрузки;
– коэффициент скрытых потерь, характеризует
снижение расчетной скорости распиловки
бревен вследствие падения напряжения
на зажимах нагрузки; – коэффициент технического использования
фрезернопрофилирующей линии;
– коэффициент технического использования
фрезернопрофилирующей линии; –
продолжительность смены, мин;
–
продолжительность смены, мин;
 – объем бревна
– объем бревна -го
диаметра заданной длины, м3;
-го
диаметра заданной длины, м3;
 – скорость подачи, м/мин.
– скорость подачи, м/мин.
Скорость подачи бревен зависит от типа используемого оборудования и выбирается по его паспортным данным. Примерная скорость подачи может быть определена по следующей системе формул
 ,
(4.2)
,
(4.2)
где
 и
и – соответственно, наименьший и наибольший
диаметр бревен в обрабатываемой кривой
сырья, мм;
– соответственно, наименьший и наибольший
диаметр бревен в обрабатываемой кривой
сырья, мм; и
и – соответственно, максимальная и
минимальная скорость распиловки
соответствующих диаметров, м/мин;
– соответственно, максимальная и
минимальная скорость распиловки
соответствующих диаметров, м/мин; и
и – коэффициенты аппроксимации.
– коэффициенты аппроксимации.
Полученные коэффициенты аппроксимации в результате решения системы (4.2) подставляем в формулу (4.3)
 ,
(4.3)
,
(4.3)
где
 – диаметр, для которого определяется
скорость подачи, мм;
– диаметр, для которого определяется
скорость подачи, мм; и
и – определяются один раз для выбранного
типа оборудования.
– определяются один раз для выбранного
типа оборудования.
В частности, фирма HewSaw дает диапазон бревен от 100 до 420 мм, а скорости подачи 150 … 50 м/мин.
В этом
случае, решая систему (4.2), находим:
 = 13125;
= 13125; = 18,75 и получаем
= 18,75 и получаем
 .
.
Например,
для диаметра бревна, равного 240 мм,
скорость подачи
 ,
м/мин, определяется как
,
м/мин, определяется как
 м/мин.
м/мин.
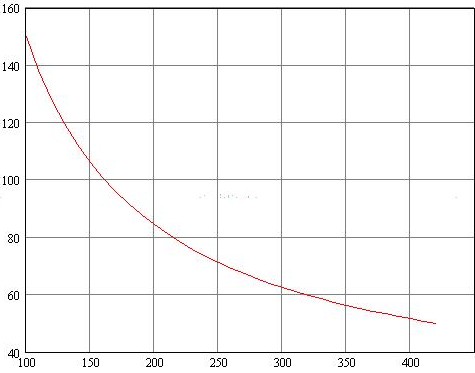
Рис. 4.1 График изменения скорости подачи в зависимости от диаметра
распиливаемого бревна
В данном примере в расчеты подставлены скорости подачи, полученные интерполяцией верхнего и нижнего пределов скоростей на расчетных диаметрах бревен. (График приведен для фрезерно-профилирующей линии HewSaw SL 250) (рис. 4.1).
Объем
бревна
 ,
м³, определяется по формуле
,
м³, определяется по формуле
 ,
(4.4)
,
(4.4)
где
 – длина бревна, м;
– длина бревна, м; – расчетный диаметр бревна, м.
– расчетный диаметр бревна, м.
Эта формула интерпретирует табл. 2 Приложения 1 по ГОСТ 2708-75.
Коэффициент
технического использования линии определяется по формуле
определяется по формуле
 ,
(4.5)
,
(4.5)
где
 – сумма планируемых простоев цеха
(смена инструмента, отдых персонала и
т. д.), мин;
– сумма планируемых простоев цеха
(смена инструмента, отдых персонала и
т. д.), мин; – время смены, мин;
– время смены, мин; – сумма случайных простоев линии
сортировки сырых пиломатериалов, мин;
– сумма случайных простоев линии
сортировки сырых пиломатериалов, мин; – случайные простои фрезерно-профилирующей
линии, мин;
– случайные простои фрезерно-профилирующей
линии, мин; – случайные простои при загрузке
оборудования, мин;
– случайные простои при загрузке
оборудования, мин; – коэффициент наложенных потерь времени
линии сортировки сырых пиломатериалов
на работу фрезерно-профилирующей линии,
когда частота возникновения неполадок
и среднее время простоя для их устранения
одинаковы, и одинаков также рабочий
цикл смежных участков (при пропускной
способности 120 досок в минуту).
– коэффициент наложенных потерь времени
линии сортировки сырых пиломатериалов
на работу фрезерно-профилирующей линии,
когда частота возникновения неполадок
и среднее время простоя для их устранения
одинаковы, и одинаков также рабочий
цикл смежных участков (при пропускной
способности 120 досок в минуту).
 0,834.
0,834.
Коэффициент наложенных потерь определяется по формуле (3.14)
 .
.
Результаты расчетов годовой фактической производительности предприятия на базе Hew Saw SL 250 представлены в табл. 4.1.
Выбор
кривой сырья, в зависимости от цеховых
условий, определяется по следующей
зависимости: предположим, что на заводе
установлено оборудование, перерабатывающее
бревна диаметрами от 120 до 420 мм, со
средним диаметром бревен
 = 18 см. По табл. 3 Приложения 1 выбираем
кривую распределения сырья от 120 до 520
мм соответствующего среднего диаметра
и пересчитываем для объема бревен
каждого диаметра в наших условиях по
формуле
= 18 см. По табл. 3 Приложения 1 выбираем
кривую распределения сырья от 120 до 520
мм соответствующего среднего диаметра
и пересчитываем для объема бревен
каждого диаметра в наших условиях по
формуле
 ,
(4.6)
,
(4.6)
где
 – рассчитываемый объем бревен диаметром
120 мм, м3;
– рассчитываемый объем бревен диаметром
120 мм, м3; – объем бревен диаметрм120 мм в полной
кривой сырья, м3;
– объем бревен диаметрм120 мм в полной
кривой сырья, м3;
 – сумма выборки всех диаметров бревен
от 120 до 420 мм в полной кривой сырья.
– сумма выборки всех диаметров бревен
от 120 до 420 мм в полной кривой сырья.
Таблица 4.1