

2.6 Подбор режущего инструмента и оснастки
Произведем выбор инструмента для всех переходов механической обработки корпуса. Для всех инструментов подберем также режущие пластины (если инструмент не является цельным), корпуса для закрепления пластин, оправки, патроны или базовые держатели станка в соответствии с типом, подходящим к выбранному оборудованию. Весь режущий инструмент подберем от компании ISCAR, которая является одним из мировых лидеров в области проектирования и производства высококачественного инструмента. ФирмаISCARпроизводит всю номенклатуру инструмента, необходимого для обработки детали (сверла, цельные и сборные фрезы, расточной инструмент, а также инструментальную оснастку). В другом случае пришлось бы воспользоваться услугами нескольких компаний. Однако увеличение числа поставщиков ведет к росту риска срыва поставок. Для выбора инструмента воспользуемся каталогом компании [12], обновленным в 2011 году, и электронным каталогом, находящемся на официальном сайте компании [13].
1) Для предварительной обработки плоских поверхностей торцов фланца используем фрезу со сменными пластинами
Корпус H400 FR D063-07-22-12 Пластины H400 RNHU 1205
Винт: SR 14-571 Ключ: T-10/51Винт фрезы: SR M8X25
А Б
Рисунок 13- А Фреза H400 FR D063-07-22-12 Б Пластины H400 RNHU 1205
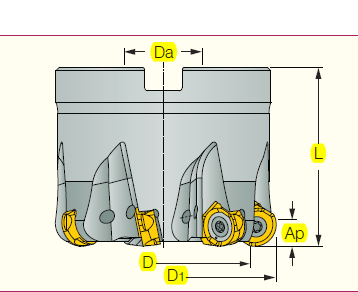
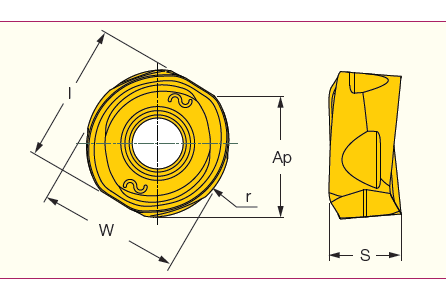
2) Для чистовой обработки плоских поверхностей торцов фланца и обработки отверстий используем чистовую фрезу со сменными пластинами.
Корпус H490 E90AX D50-4-17-L63C6 Пластины H490 ANKX 1706

Рисунок 14-Фреза H490 E90AX D50-4-17-L63C6
3) Обработка отверстий во фланцах и под резьбу используем сверла со сменной режущей частью DCN

Рисунок 15- Сверло DCN D**-024-12A-5D
4) Для чистовой доработки отверстий используем чистовую фрезу
 6
мм EC060B20
– 4C06R0.2
6
мм EC060B20
– 4C06R0.2

Рисунок 16 – Фреза EC060B20-4C06R0.2 (De = 6 мм, d = 6 мм, ap = 20 мм,
L = 63 мм, r = 0.2 мм, κr = 45º)
5) Для обработки резьб используем MTECI 0605D20 A60
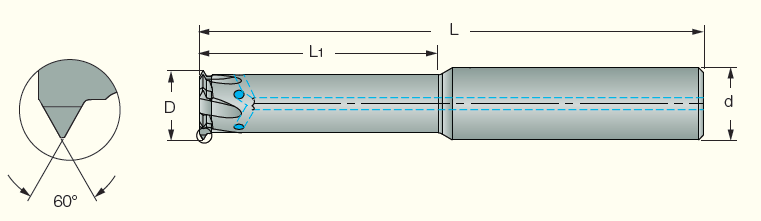
Рисунок 16 – Фреза резьбовая MTECI 0605D6 A60
6) При растачивании больших диаметров обработки канавок применяем C8 ASHR/L 32-45 меня картриджи, резца держатели, пластины и настройку.

Рисунок 17 – Оправа для обработки методом растачивания C8 ASHR/L 32-45
Для крепления фрезы в базовом держателе станка используем цангу ER-32DIN6499
Рисунок 18 – Цанга ER-32 DIN6499
В качестве базового держателя станка выбираем цанговый патрон
GFI MT 3 ER32 (смотри рисунок 2.8).
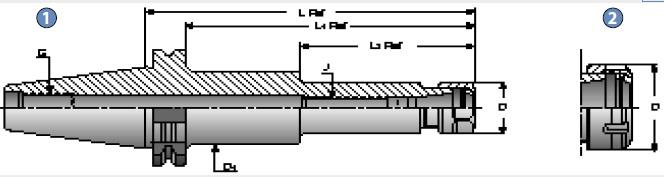
Рисунок 19 – Цанговый патрон DIN69871 40 ER32X 65
Для закрепления в держателе станка выбираем патрон с термозажимом (смотри рисунок 2.10).

Рисунок 20 – Патрон с термозажимом
Для крепления фрезы в базовом держателе станка также используем патрон с термозажимом. Для крепления корпусных фрез используем комплектующие из набора согласно DIN69821
2.8 Проектирование приспособления для окончательного контроля
Для окончательного контроля корпуса воспользуемся координатно-измерительной машиной DEAGlobalPerformance.
КИМ GLOBAL представляет собой измерительную машину нового поколения. Важнейшими потребительскими качествами КИМ GLOBAL являются: чрезвычайно высокая производительность и надежность, повышенная точность и неограниченная универсальность применения.

Рисунок 21 – КИМ DEA Global Performance
КИМ имеет портальную компоновку. Основание (рабочий стол) выполнено из черного южноафриканского гранита. Особенностью КИМ GLOBAL является то, что направляющая, по которой происходит перемещение портала, выполнена внутри гранитного основания (рисунок 21). По сравнению с традиционной схемой крепления направляющей (когда она просто приклеивается сверху плиты основания), данная схема имеет ряд существенных преимуществ:
- абсолютно ровная поверхность рабочего стола (без выступающей сбоку стола направляющей портала);
- возможность загрузки и выгрузки деталей с любой стороны рабочего
стола КИМ;
- удобство измерения детали с любой стороны;
- стойки измерительного портала имеют одинаковую длину, за счет этого при изменении температуры окружающей среды не происходит перекоса портала.
Высокая точность измерения обеспечивается за счет ряда новых технических решений, использованных в конструкции КИМ: - стальные оптические линейки по технологии AURODUR® со сверхвысокой разрешающей способностью (до 0,039 мкм), имеющие рабочую поверхность, выполненную из золота. Оптические линейки имеют коэффициент линейного расширения, официально сертифицированный PTB (Физико-Техническим институтом Германии)
- линейная компенсация температуры оптических линеек и детали (7 датчиков)
- полная математическая компенсация геометрических погрешностей
машины по 21 параметру.
Сканирование предоставляет большее количество точек для оценки погрешности формы и выравнивания детали за более короткое время, чем общепринятая технология поточечного измерения. Результатом является более точная установка, что отражается в улучшении общей точности измерения.
Благодаря своей устойчивости к внешним воздействиям и высокой производительности Global может легко интегрироваться в производственный процесс, выдавая в реальном времени информацию для управления качеством.
Измерительная система может управляться дистанционно из главной компьютерной системы и программа измерения может загружаться и выполняться автоматически, с помощью устройств распознавания изделий и паллет.
Перед началом измерения должна быть выполнена калибровка щупа. Калибрующее устройство – сфера. Щуп калибруется во всех необходимых для измерения угловых положениях.
Так как измерение заключается в сравнение измеренных точек с точками принадлежащих CAD модели, необходимо совместить ось модели с осью детали. Далее обмер детали идет по программе и выдается протокол замеров на основании, которого дается заключение о годности корпуса.