

Контрольные вопросы к лекции
1. Сущность процесса экструзии.
2. Материалы, используемые для экструзионного формования и изделия, получаемые методом формования.
3. Процессы, протекающие при экструзии.
4. Классификация зон экструдера по характеру протекающих в них процессов.
5. Особенности работы дисковых экструдеров.
6. Особенности работы поршневых экструдеров.
7. Классификация экструзионных головок.
8. Охарактеризовать устройство экструзионных головок.
Лекция №8
Аппаратурное оформление процесса экструзии
Назначение и устройство экструдеров
В экструдерах или червячных машинах основным рабочим органом является винт или шнек, вращающийся в цилиндре с минимальным зазором.
Экструдеры в зависимости от геометрических параметров червяка имеют различное назначение.
Их используют в качестве:
непрерывнодействующих смесительных машин (на второй стадии смешения);
устройств для получения гранул материала (грануляторов);
устройств для очистки материала от посторонних включений;
собственно экструдеров, производящих изделия определенной формы (листы, профили, трубы).
Для проведения всех необходимых операций (от подготовки композиции до выдавливания через оформляющий мундштук готового продукта) могут последовательно устанавливаться несколько специализированных червячных машин, например, смеситель → пластикатор → гранулятор → экструдер.
Схематическое изображение червяка представлено на рис.8.1.

Рис. 8.1 Схематическое изображение червяка
а) однозаходный червяк; б) двухзаходный червяк;
1 – виток червяка; 2 – сердечник червяка; 3 – гребень витка; 4 – задняя грань витка.
Dнар – наружный диаметр червяка (по гребню витка);
Dвнутр – внутренний диаметр червяка (по сердечнику);
Dср = (Dнар + Dвнутр)/2;
h – глубина винтового канала (глубина нарезки);
e – ширина витка в осевом сечении;
t – шаг нарезки червяка;
φ – угол нарезки; φ=arctg (t/(π∙Dср);
δ – величина зазора между гребнем червяка и внутренней поверхностью цилиндра.
Основными параметрами, характеризующими червячную машину, являются диаметр червяка, отношение длины рабочей части червяка к его диаметру, частота вращения червяка, наличие вакуум-отсоса.
Производительность экструдера определяется диаметром и длиной червяка. От этих параметров зависит теплоотдача от стенок цилиндра к материалу, количество тепла, выделяющегося за счет сил внутреннего трения и, как следствие, потребляемая мощность и энергозатраты на единицу производимой продукции. Большое влияние на все показатели работы экструдера оказывают также шаг червяка, угол наклона нарезки и глубина винтового канала [4].
Сжатие материала по мере его передвижения к головке достигается за счет уменьшения объема винтового (межвиткового) канала. Это уменьшение называется компрессией. Оно может быть плавным, ступенчатым или комбинированным.
Геометрической компрессией Аг называется отношение межвитковых объемов во входном и выходном сечениях шнека, обычно принимается в пределах 2 – 4.
Геометрическая компрессия создается уменьшением глубины нарезки, хода нарезки, диаметра цилиндра и винта. Наиболее употребительным является первый вариант. (Таким образом, сжатие материала происходит за счет изменения геометрических параметров шнека).
Физическая компрессия Аф определяется изменением физического состояния материала. Она зависит от состояния загружаемого материала (насыпной вес), степени заполнения межвитковых объемов (например, 100% в III зоне и <100% в I зоне) и коэффициента сжимаемости при давлении, создаваемом в объеме III.
Червяк экструдера может передавать очень большой крутящий момент. Этот момент воспринимается наименьшим поперечным сечением червяка, которое может быть еще ослаблено сверлением для водяного охлаждения. Поэтому червяк обычно изготавливают из высокопрочных легированных сталей, предварительно подвергнутых термической или термохимической обработке. Кроме этого, материал червяка должен быть химически стоек по отношению к перерабатываемым материалам и продуктам их разложения.
Примерная классификация червячного оборудования приведена на рис.8.2 [3].
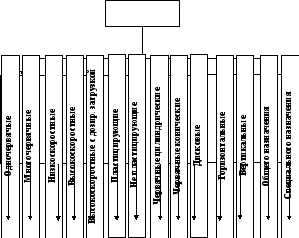
Экструдеры
По По По агре- По По По
количе- скорости гатному конструк- положе- назначе-
ству вращения состоянию ции нию нию
червяков червяков исходного рабочего рабочего пресса
материала органа органа
Рис. 8.2 Классификация экструзионного оборудования