

Основы ТМ пособие ч1
.pdf2.Соблюдение этапности при обработке детали в целом, что также предполагает строгое чередование этапов в том же порядке, что и для каждой поверхности.
3.В каждом этапе должны выполняться переходы одного вида обработки: Эчр – черновые переходы; Эпч – получистовые переходы; Эч – чистовые переходы и т.д.
4.Отделочный этап должен выполняться последним.
3.6.11. Экономическая точность обработки
Получению поверхностей различной точности соответствует различная трудоемкость. Чем выше точность, тем продолжительнее процесс получения данной точности, тем процесс дороже (рис. 115).
Существует большое количество методов обработки, чтобы получить заданную точность обработки. Необходимо выбрать такой метод, оборудование и его режимы работы, чтобы они гарантировали требуемую точность обработки и минимальные затраты времени и средств на ее получение.
Установлено, что для каждого метода обработки существует своя, так называемая экономическая точность обработки.
Рис. 115. График изменения затрат в зависимости от точности обработки
Экономической точностью данного метода обработки называется такая точность, которая достигается при нормальных производственных условиях.
Нормальные производственные условия предполагают работу на типовом оборудовании с применением типовой технологической оснастки, при нормальных затратах времени на обработку, при квалификации рабочего, соответствующей характеру выполняемой работы и т. д.
На основании производственного опыта и научных исследований при обработке деталей на оборудовании, выпускаемом отечественной промышленностью, были выявлены экономические точности основных методов обработки
(табл. 10).
91
|
Среднестатистическая характеристика |
|
Таблица 10 |
|||
|
|
|
||||
некоторых основных экономических методов и видов обработки |
|
|||||
|
|
|
|
|
|
|
Обрабатываемые |
Метод и вид |
Точность |
Обрабатываемые |
|
Метод и вид |
Точность |
поверхности |
обработки |
обработки, |
поверхности |
|
обработки |
обработки, |
|
|
IT |
|
|
|
IT |
|
Точение черновое |
12…13 |
|
|
Сверление |
12…13 |
|
|
|
|
|||
Наружные |
|
|
Внутренние |
|
|
|
Точение получистовое |
11 |
|
Зенкерование |
11 |
||
цилиндрические |
цилиндрические |
|
|
|||
поверхности |
Точение чистовое |
9…10 |
поверхности |
|
Развертыва- |
9…10 |
|
|
|
ние чистовое |
|
||
|
|
|
|
|
|
|
|
Шлифование |
7…8 |
|
|
Развертывание |
7…8 |
|
повышенной |
|
|
|
повышенной |
|
|
|
|
|
|
||
|
точности |
|
|
|
точности |
|
|
|
|
|
|
|
|
|
Шлифование |
6 |
|
|
Внутреннее |
8,7,6 |
|
|
|
|
|||
|
высокой точности |
|
|
|
шлифование |
|
|
|
|
|
|
|
|
Данные табл. 10 рекомендуется использовать при назначении методов и видов обработки при изготовлении деталей по этапам.
Контрольные вопросы
1.При использовании статистических методов различают погрешности: случайные, систематические, наладки, формы, взаимного расположения.
2.Кривая рассеивания случайных погрешностей, полученная при нормальном ходе процесса, приближается к кривой, соответствующей закону распределения.................: нормальному, Максвелла, равной вероятности, модуля разности, экспоненциальному.
3.Анализируя кривую нормального распределения, можно определить величины: случайных погрешностей, систематических погрешностей, точности обработки на различных станках, погрешности рабочего приспособления, возможного процента брака.
3.7.Качество поверхностей деталей машин
3.7.1. Основные понятия и определения
Под качеством поверхности детали понимают совокупность ее характеристик, определяющих заданную работоспособность детали при эксплуатации её в определенных условиях.
Основными характеристиками качества поверхности детали являются:
шероховатость поверхности, волнистость поверхности;
физико-механические свойства поверхностного слоя.
Волнистость поверхности представляет собой наличие впадин и гребешков на поверхности с относительно большим шагом.
92
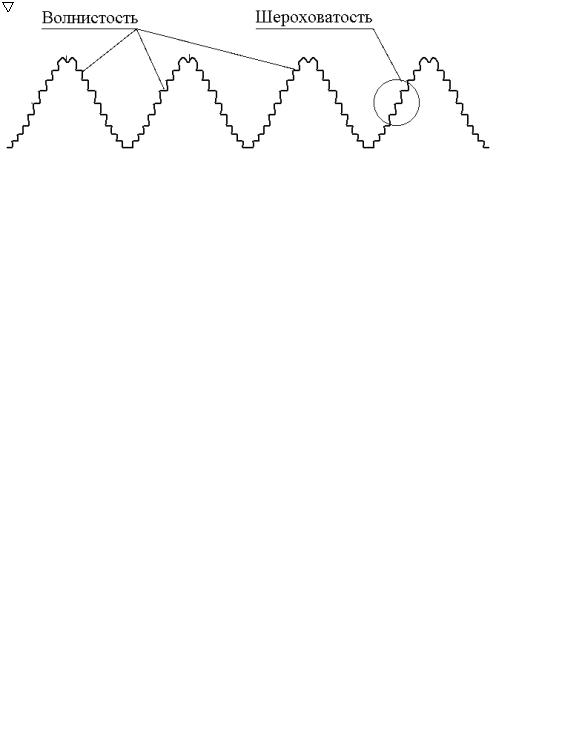
Причиной возникновения волнистости являются вибрация технологической системы, биение режущего инструмента, неравномерность процесса резания.
Шероховатость наличие впадин и гребешков на поверхности с относительно малым шагом на малых участках.
Рис 116. Волнистость и шероховатость поверхности
Наряду с геометрическими отклонениями обрабатываемой поверхности под действием режущего инструмента изменяются и физико-механические свойства.
Кэтим свойствам относятся:
упрочнение (наклеп) металла поверхностного слоя под действием пластической деформации;
остаточные напряжения поверхностного слоя.
Критериями оценки шероховатости поверхности являются: Ra − среднее арифметическое отклонение,
Rz − высота неровностей,
Rmax − максимальное значение неровностей,
Sm −средний шаг неровностей по средней линии, S − средний шаг неровностей по вершинам,
tp −относительная опорная длина профиля.
Основным критерием оценки шероховатости считается Ra, причем рекомендуется использовать предпочтительный ряд назначения величин Ra. В табл. 11 в первой строке приводится предпочтительный ряд величин Ra. В последующих строчках приводятся не предпочтительные ряды величин шероховатостей, но ещё встречающиеся на чертежах. При использовании таких чертежей необходимо величины шероховатостей переводить в предпочтительный ряд, используя табл. 11.
|
|
|
|
|
|
|
|
Таблица 11. |
|
Предпочтительный и не предпочтительные ряды величин шероховатостей |
|||||||
|
|
|
|
|
|
|
|
|
Ra |
|
12,5 |
6,3 |
3,2 |
1,6 |
0,8 |
0,4 |
0,2 |
Rz |
|
80 |
40 |
20 |
Ra 2,5 |
1,25 |
0,63 |
0,32 |
|
|
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
|
|
|
|
|
|
3.7.2. Причины образования шероховатости на обрабатываемой поверхности
Все многообразие причин вызывающих шероховатость на обрабатываемой поверхности можно объединить в три группы:
93
а) причины, связанные с геометрией режущего инструмента; б) причины, связанные с пластическими деформациями обрабатываемого ма-
териала; в) причины, связанные с возникновением вибраций режущего инструмента.
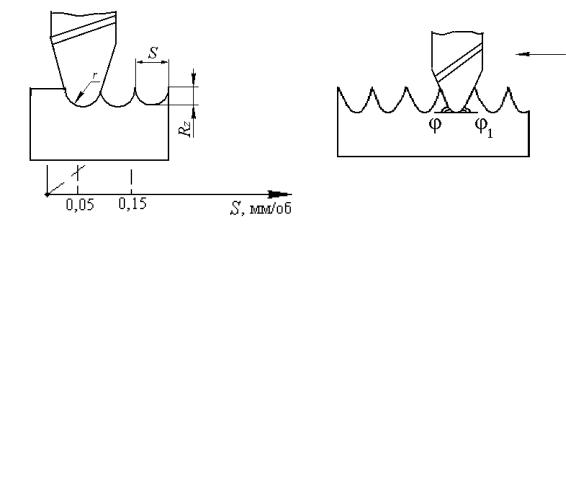
Основными причинами возникновения шероховатости являются геометрические параметры инструментов и режимы обработки. Пластические деформации обрабатываемого материала, вибрации технологической системы усиливают неровности, образованные режущим инструментом. Установлено, что из первой группы причин основными являются: радиус закругления вершины режущей части инструмента r и подача S.
Профессором В.Л. Чебышевым рекомендована формула для определения высоты неровностей при обработке резцом
Rz= S2 . |
(51) |
r2 |
|
Изменение величины Rz по приведенной формуле показано на рис. 117 и соответствует теоретической кривой. Изменение величины Rz в зависимости от геометрических параметров инструмента характерно при подачах более
0,12…0,15 мм/об.
Рис. 117. График изменения шероховатости от подачи
На рис. 118 показано формирование высоты неровностей в зависимости от r и S (рис. 118, а) и от углов в плане φ и φ1 (рис. 118, б).
а) |
б) |
Рис. 118. Формирование Rz в зависимости:
а – от радиуса закругления r и S; б – углов в плане φ и φ1
94
На величину шероховатости сильно влияет износ режущего инструмента. При затуплении инструмента увеличивается степень пластических деформаций металла, что в итоге приводит к увеличению шероховатости. При затуплении режущего инструмента шероховатость обрабатываемой поверхности возрастает:
при точении на 50-60%;
фрезеровании цилиндрической фрезой на 100-115%;
фрезеровании торцовыми фрезами на 30-45%;
сверлении на 30-40%;
развертывании на 20-30%; Выводы по первой группе причин:
с увеличением подачи шероховатость увеличивается;
с увеличением радиуса закругления r шероховатость уменьшается;
с увеличением углов в плане φ и φ1 шероховатость увеличивается;
износ инструмента не должен превышать его допустимых значений для соответствующего этапа обработки.
Влияние пластических деформаций на шероховатость поверхности. При обработке с малыми подачами шероховатость обрабатываемой поверхности в преобладающей степени определяется пластическими деформациями в поверхностном слое металла.
Первым и основным фактором, определяющим высоту неровностей, является скорость резания.
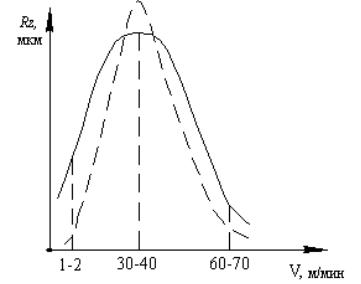
На рис. 119 приведен график изменения шероховатости от скорости резания при обработке углеродистых сталей (Сталь 30, Сталь 40). На этом графике можно выделить три зоны обработки.
Рис. 119. Зависимость высоты неровностей от скорости резания
Первая зона малых скоростей характеризуется элементной стружкой, небольшими температурами в зоне резания, небольшими пластическими деформациями и малыми шероховатостями.
Во второй зоне с увеличением скорости до 30-40 м/мин увеличивается образуемое в зоне резания количество теплоты, увеличиваются силы резания − это вы-
95
зывает увеличение пластических деформаций снимаемого металла, который под действием высоких температур и давления, а также увеличенного коэффициента трения (пунктирная линия на графике), приваривается к передней поверхности инструмента, образуя так называемый нарост. Прочность нароста превышает прочность обрабатываемого материала, нарост изменяет форму инструмента, шероховатость при этом увеличивается.
При дальнейшем увеличении скорости резания количество образующейся теплоты ещё больше увеличивается, нарост нагревается и разупрочняется и в итоге уносится из зоны резания вместе со стружкой, и в интервале скоростей 60-70 м/мин (третья зона) нарост исчезает, шероховатость уменьшается.
Для получения малой шероховатости поверхности необходимо обработку вести в зонах, где нарост не образуется, или на скоростях свыше 60-70 м/мин.
Вторым фактором, влияющим на шероховатость через возникновение пластических деформаций, является подача.
При малых подачах, порядка 0.05…0.15 мм/об, шероховатость практически постоянная. На рис. 117 эта зона представлена практической кривой. При снижении подачи менее 0,05 мм/об величина шероховатости не только не уменьшается, а наоборот, увеличивается за счет увеличения пластических деформаций.
Многочисленные исследования показали, что при глубине резания t >S, глубина резания мало влияет на шероховатость, когда t < S, глубина оказывает на шероховатость чисто геометрическое влияние, т. е. с уменьшением глубины резания уменьшается и шероховатость поверхности.
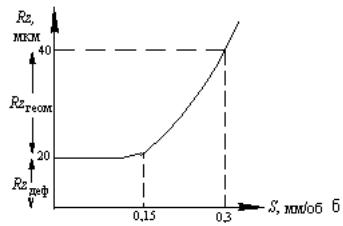
Связь зависимостей Rz-S и Rz-V.
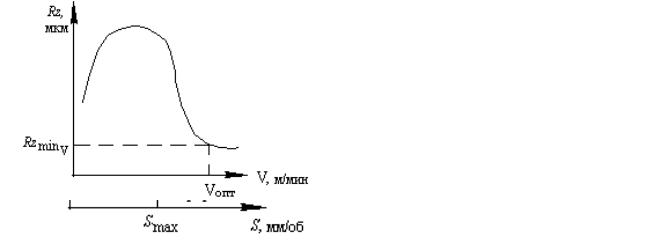
1. График Rz-S показывает, как связывается величина Rz с разными причинами возникновения шероховатости: при подачах меньше 0,12…0.15 мм/об преобладающими причинами являются пластические деформации, а при подачах больше 0,12…0.15 мм/об геометрические параметры преобладают (рис. 120). Из этого графика видно, какую максимальную подачу Smax нужно назначить, чтобы получить при данных условиях обработки минимальную шероховатость Rz min S . Величину подачи Smax будем считать оптимальной.
Рис 120. График Rz-S |
Рис. 121. График Rz-V |
96
2.График Rz-V характеризует изменение Rz под действием только пластических
деформаций (рис. 121). По графику видно, что значению Rz minV соответствует оптимальная скорость резания Vопт как обеспечивающая минимальную величину шероховатости. Учитывая, что графики Rz-S и Rz-V относятся к одному и тому же процессу, можно считать, что Rz min S = Rz minV .
3.Из приведенных двух графиков Rz-S является общим графиком. По нему для любой величины Rz можно определить её составляющие
Rz= Rzгеом+ Rzдеф , |
(52) |
гдеRzгеом – высота неровностей, обусловленная геометрическими параметрами инструмента; Rzдеф – высота неровностей, обусловленная пластическими дефор-
мациями.
Предположим, задан процесс обработки, характеризующийся следующей зависимостью Rz-S (рис. 122). В результате обработки формируется Rz40.
Рис. 122. График изменения Rz-S для реального процесса
По данному графику (рис. 122) от пластических деформаций формируется Rzдеф 20. Оставшаяся часть неровностей обусловливается геометрическими пара-
метрами режущего инструмента. Можно считать, что доля влияния пластических деформаций соответствует 50%, а доля влияния, обусловленная геометрическими параметрами − тоже 50%.
Анализ графика показывает, что процесс проходит при неоптимальном значении подачи. По процессу S=0,3 мм/об, а оптимальное её значение S=0,15 мм/об. При этом минимальное значение шероховатости могло быть получено равным
Rz 20.
Влияние вибраций технологической системы на шероховатость обрабаты-
ваемой поверхности. При осуществлении процесса резания имеют место вынужденные колебания и автоколебания.
Вынужденными называются колебания, возникающие под действием внешних сил по отношению к процессу резания. К ним можно отнести колебания системы под действием:
сил, передаваемых извне, вследствие нежесткости фундамента;
97
колебаний, возникающих при недостаточной балансировке частей станка или вращающейся детали;
колебаний, вызываемых неточностью изготовления соединений: неточность зубчатых передач, чрезмерные зазоры.
Вынужденные колебания обычно имеют небольшую амплитуду, и на них обращают внимание, главным образом, на окончательных операциях.
Уменьшить вынужденные колебания можно:
а) путём изменения частоты вращения шпинделя; б) балансировки шкивов, патронов, деталей и других вращающтхся элементов
станка; в) установки станков высокой точности на отдельные фундаменты с виброи-
золяцией.
Наряду с вынужденными могут возникнуть автоколебания. Автоколебания возникают под действием сил, образующихся в самом процессе резания. Причинами возникновения и поддержания переменных сил, ответственных за возникновение автоколебаний, являются:
переменное трение между стружкой и передней гранью, а также обрабатываемой деталью и задней гранью резца;
изменение геометрии инструмента при колебаниях;
переменная толщина стружки (подача), определяемая неровностью поверхности, полученной на предыдущем обороте.
Автоколебания бывают высокочастотными и низкочастотными. Высокочас-
тотные вибрации возникают при высоких скоростях резания (более150 м/мин) и в основном связаны с колебаниями резца, частота этих колебаний находится в пределах 15004000 кол/с. Низкочастотные вибрации происходят с частотой порядка 50-250 кол/с, по величине они близки к колебаниям детали.
Режимы резания и геометрия инструмента влияют на интенсивность вибрации следующим образом:
интенсивность вибраций возрастает с увеличением глубины резания (увеличение глубины резания приводит к увеличению силы резания);
с увеличением подачи интенсивность вибраций уменьшается;
уменьшение угла в плане увеличивает интенсивность вибраций, так как увеличивается при этом радиальная составляющая силы резания Ру;
увеличение переднего угла снижает интенсивность вибраций (уменьшение силы резания);
увеличение радиуса при вершине резца увеличивает интенсивность вибраций, так как уменьшается толщина стружки и увеличиваются силы резания;
увеличение скорости резания при точении большинства сталей в начале вызывает рост интенсивности вибраций, а затем уменьшает их. Наибольшая вибрация для стали обычно наблюдается при скоростях 40 – 150 м/мин;
задний угол в пределах 3-16 не влияет на интенсивность вибраций.
Вобщем случае для уменьшения интенсивности вибраций необходимо:
повышать жесткость станка и всей технологической системы (уменьшение зазоров в соединениях, увеличение жесткости детали и инструмента);
98
вести обработку с уменьшенными глубинами резания (обеспечение zmin ) с относительно большими подачами ( обеспечение Smax);
работать на высоких скоростях (обеспечение Vопт );
применять инструмент с большими главными углами в плане (45º < φ <85º), большими положительными передними углами, малым радиусом при вершине, не допускать значительного затупления режущего инструмента и не работать инструментом с очень острой режущей кромкой. С этой целью делать фаски на режущей части инструмента;
применение виброгасителей и демпфирующих устройств.
Виброгаситель для гашения низкочастотных колебаний устанавливается на направляющих станка (рис. 123).
Рис. 123. Виброгаситель для гашения низкочастотных колебаний: 1 деталь; 2 масло; 3 дроссель-демпфирующее устройство
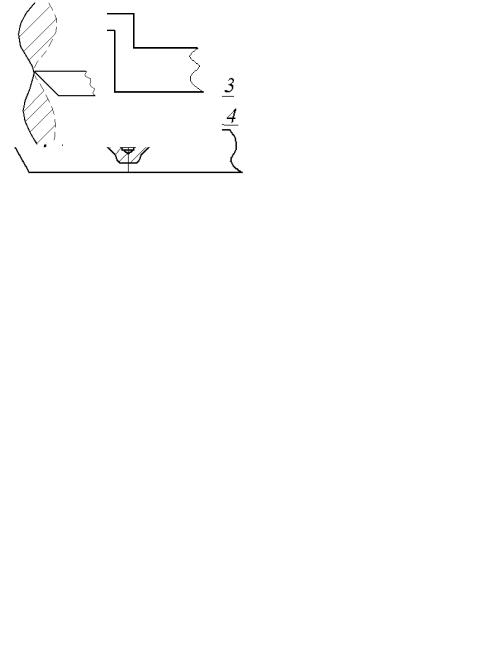
Виброгаситель Рожкова, или динамический (рис. 124), устанавливается на инструменте, применяется для гашения высокочастотных колебаний.
Рис. 124. Виброгаситель Рожкова, или динамический: 1 болт; 2 стакан; 3 крышка; 4 пружина
Для борьбы с вибрацией могут применяться пружинные резцы (рис. 125).
Рис. 125. Пружинный резец |
Рис. 126. Жесткий резец |
99
Смысл работы пружинного резца сводится к следующему: при обработке резец в силу своей конструкции при наличии колебаний будет снимать стружку равномерной толщины, при равномерной толщине стружки, колебания сил, поддерживающих вибрацию, будут меньше, что приводит к уменьшению вибраций. При обработке жестким резцом (рис. 126) стружка снимается неравномерной толщины, что будет причиной наличия колебания сил и соответственно поддержания вибраций.
Связь между точностью и шероховатостью обрабатываемой поверхности.
Если поверхности деталей являются декоративными, то связи между точностью и шероховатостью нет. Если поверхности деталей являются рабочими и причём точными, то в этом случае обязательно имеет место связь точности и шероховатости поверхности. Поверхности, обрабатываемые в основных этапах, характеризуются нормативными характеристиками Rан
Rан =0,05 Тр; Rан =0,1 Тб; Rан =0,15 Тф. |
(53) |
Для поверхностей, обрабатываемых в отделочных этапах, эти соотношения примут вид
Rа <0,05 Тр; Rа <0,1 Тб; Rа <0,15 Тф, |
(54) |
где Rа – значение шероховатости поверхности по чертежу.
3.7.3. Физико-механические свойства поверхностного слоя
Упрочнение (наклёп)
В процессе обработки в зоне резания возникают большие давления и значительные температуры. Под действием усилий в зоне резания происходит пластическая деформация, вызывающая повышение прочности, твёрдости, хрупкости, снижение пластичности и вязкости. Обычно упрочнение металла поверхностного слоя характеризуется его микротвёрдостью Нd. Под действием образующейся температуры одновременно с упрочнением поверхностного слоя происходит его разупрочнение. Конечное состояние поверхностного слоя зависит от преобладания того или иного процесса. Глубина проникновения наклёпа зависит от действующих усилий, степени пластической деформации металла поверхностного слоя и от материала детали.
Влияние элементов режима резания на упрочнение. Изменение режима реза-
ния, связанное с изменением усилий резания и степени пластической деформации, всегда ведет к изменению степени наклёпа поверхностного слоя.
При увеличении подачи, глубины резания, увеличении радиуса округления режущей кромки, с переходом переднего угла от положительных к отрицательным значениям, упрочнение поверхностного слоя увеличивается, так как в этих случаях степень пластической деформации увеличивается в связи с увеличением сил резания (рис. 127 и рис.128).
100