

к.р контроль
.docxЗадание 1.
На контроль предъявлена партия изделий (N) . Критические дефекты могут быть обнаружены только при разрушающем контроле.
Определить объём выборки (n), необходимый для выявления критического дефекта при условии, что известны : максимально допустимый процент дефектных единиц продукции и риск появления дефектной единицы продукции.
Объём партий N- 2000
Max % дефектных единиц продукции с критическим дефектом- 2,5
Риск появления дефектной единицы продукции- 0,00001
Решение:
По табл. 1 при заданном риске появления одной дефектной единицы продукции 0,0001 находим коэффициент k = 1151,30. Тогда n = 1151,30/2 = 575,65. Приемочное число Ас должно быть равным нулю, браковочное число Re единице.
Таблица 1.
|
Риск появления одной дефектной единицы продукции с критическим дефектом |
k |
|
0,1 |
230,26 |
|
0,01 |
460,52 |
|
0,001 |
690,78 |
|
0,0001 |
921,04 |
|
0,00001 |
1151,30 |
|
0,000001 |
1318,56 |
Ответ: план выборочного контроля : n=575,65 ; Ас=0 ; Rе=1.
Задание 2.
На контроль предъявляется партия продукции с резьбовым отверстием объёмом N штук. Контроль качества изготовления резьбового отверстия осуществляеться с помощью резьбовой пробки ,то есть по альтернативному признаку. Если пробка подходит , то продукция годная , если нет- дефектная.
Решение о приёмке партии продукции принимается по результатам выборочного контроля, полученным путём подсчёта числа дефектных единиц продукции в выборке.
Определить код выборки, объём выборки, Ас,Rе и выбрать план одно-, двух-, многоступенчатого выборочного контроля( нормального, усиленного и ослабленного).
Объём партии-3500
Общий уровень контроля-I
AQL-1.5%
Тип плана – нормальный
Решение о приемке партии продукции принимается по результатам выборочного контроля, полученным путем подсчета числа дефектных единиц продукции в выборке.
Ставится задача: выбрать план контроля по ГОСТ 18242-72.
Решение.
1-й этап - определить объем партии.
В нашем примере объем партии задан 3500 единиц продукции.
2-й этап - выбрать уровень контроля
Поскольку в нашем примере контроль неразрушающий и нетрудоемкий, то выбираем 1-й общий уровень контроля.
3-й этап - выбрать код объема выборки.
Код объема выборки определяем по табл. стандарта в зависимости от объема партии и установленного уровня контроля.
Для наших условий код объема выборки j.
4-й этап - установить приемочный уровень дефектности AQL
АQL=1.5%
5-й этап - установить тип плана выборочного контроля .
Рассмотрим выбор плана контроля для одноступенчатого, двухступенчатого, многоступенчатого и последовательного при заданных исходных данных: код j,AQL = 1,5 %.
-
При одноступенчатом выборочном контроле: если при выборке n = 80
d ≥ Ас, то партия бракуется, если d ≤ Re, то партия принимается.
-
При двухступенчатом выборочном контроле: если при выборке n = 50
d1 ≥ Re1, то партия бракуется, если d1 ≤ Ас1, то партия принимается.
Но если Ас1 < d1 < Re1, то берем вторую выборку. Если (d1 + d2 ) ≤ Ас2 , то партия принимается, если (d1 + d2 ) > Ас2, то партия бракуется.
-
При многоступенчатом выборочном контроле: если при выборке n = 20 Ас1 = # , это означает, что объем первой выборки недостаточен для приемки продукции. По первой выборке можно только забраковать партию, если в 20 единицах продукции окажется 2 дефектных. Если во второй выборке
d2 ≤ Ас2, то партия принимается, если d2 ≥ Re2 (Re2 > Ас2 + 1), то партия бракуется. Но если Ас2 < d2 < Re2, то берем третью выборку. Переходя с одной ступени контроля на другую необходимо, если суммарное число дефектных единиц продукции попадает в интервал между значениями Ас и Re .
План одноступенчатого контроля:
N = 3500, Ι уровень контроля, К, n = 80, АQL = 1,5, Ас = 2, Re = 3.
Принимаемое решение: партия бракуется т.к. d ≥ Ас , т.е. 3 > 2.
План двухступенчатого контроля:
N = 3500, Ι уровень контроля, К, n = 50, АQL = 1,5, Ас1 = 0, Re1 = 3,
n = 100, АQL = 1,5, Ас2 = 3, Re2 = 4.
Принимаемое решение: партия бракуется т. к. d1 ≥ Re1, т.е. 3 >0 и (d1 + d2 ) > Ас2 , т.е. 7> 3.
План многоступенчатого контроля:
N = 3500, Ι уровень контроля, К, n = 20, АQL = 1,5, Ас1 = #, Re1 = 2,
n = 40, АQL = 1,5, Ас2 = 0, Re2 = 3,
n = 60, АQL = 1,5, Ас3 = 0, Re3 = 3,
n = 80, АQL = 1,5, Ас4 = 1, Re4 = 4,
n = 100, АQL = 1,5, Ас5 = 4, Re5 = 3.
Принимаемое решение:
партия бракуется на четырёх этапах выборки выборках т.к. dk =Асk ,
d2 ≥ Ас2 + 1 т.е. 3>1,
d3 ≥ Ас3 + 1 т.е. 3>1,
d4 ≥ Ас4 + 1 т.е. 4>2,
d5 = Ас5 + 1 т.е. 3<5.На данном этапе партия принимается.
Задание 3.
Описать метод контроля в ГОСТ-24289-80 Контроль неразрушающий вихретоковый.
Вихретоковые методы неразрушающего контроля
Вихретоковые МНК основаны на исследовании взаимодействия электромагнитного поля вихретокового преобразователя с наводимым в объекте контроля электромагнитным полем вихревых токов, имеющих частоту до 1 млн Гц.
На практике данный метод используют для контроля объектов, которые изготовлены из электропроводящих материалов. С его помощью получают информацию о химическом составе и геометрическом размере изделия, о структуре материала, из которого объект изготовлен и обнаруживают дефекты, залегающие на поверхности и в подповерхностном слое (на глубине 2-3 мм). Типичный прибор используемый этим методом — вихретоковый дефектоскоп.
Принцип контроля заключается в следующем. С помощью катушки индуктивности 1 в объекте контроля 3 возбуждаются вихревые токи 2, регистрируемые приёмным измерителем, в роли которого выступает та же самая или другая катушка. По интенсивности распределения токов в контролируемом объекте можно судить о размерах изделия, свойствах материала, наличии несплошностей.
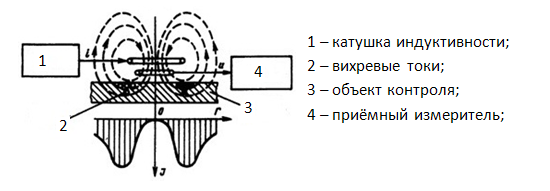 Рис.1
– Вихретоковый МНК (прохождения)
Рис.1
– Вихретоковый МНК (прохождения)
На рисунке 1 изображен вихретоковый метод прохождения (возбуждающая катушка и приёмник расположены по двум сторонам объекта). К основным методам вихретокового контроля также относят
-
метод рассеянного излучения (регистрация рассеянных волн или частиц, отраженных от дефекта);
-
эхо-метод или метод отраженного излучения (регистрируются отраженные от дефекта поля и волны).
Контрольные вопросы
1.Дайте определение понятию «контроль» по ГОСТ Р ИСО 2859-1-2007.
Контроль это действия, такие как измерение, обследование, испытание и калибровка, выполняемые для определения одного или нескольких показателей продукции или услуги и проверки их соответствия установленным требованиям.
2.Как классифицируют контроль по стадиям производственного процесса?
По стадиям производственного процесса контроль бывает:
1)входной (подвергают сырье, исходные материалы, комплектующие изделия, все что используется при производстве продукции или ее эксплуатации),
2)операционный (незавершенной продукции проводится на всех операциях производственного процесса),
3)приемочный (осуществляется в конце технологического процесса готовых единиц продукции).
3.Когда применяют сплошной и выборочный контроль?
При сплошном контроле контролируется весь объем продукции.
При выборочном контроле контролируется не большое количество единиц продукции из объема, к которому она принадлежит.
4.Каким образом осуществляют контроль по качественному и количественному признаку?
Контроль качества продукции, в ходе которого каждую проверенную ее единицу относят к определенной группе, а последующее решение о контролируемой совокупности принимают в зависимости от соотношения количеств ее единиц, оказавшихся в разных группах, называется контролем по качественному признаку.
Контроль качества продукции, в процессе которого определяют значения одного или нескольких параметров, а последующее решение о контролируемой совокупности принимают в зависимости от этих значений (например, от их сравнения с контрольными нормативами) называется контролем по количественному признаку.
5.Что называется выборкой?
Выборка – набор элементов из контролируемой партии, состоящий из одной или более единицы продукции, предназначенный для получения информации о контролируемой партии.
6.Какие статистические методы контроля качества вам известны?
Делятся на два вида:
1)методы регулирования качества процессов. Отбор проб в выборке осуществляется через установленные промежутки времени или количестве единиц продукции. Решение принимается по результатам контроля выборки о стабильности или нестабильности технологических процессов.
2)выборочный контроль качества продукции или процессов. Выборка осуществляется из продукции, которую сначала объединяют в партию. Решение принимается относительно партии по двум вариантам (принять или не принять партию)
7.Что такое «риск поставщика» и «риск потребителя»?
«Риск поставщика» - вероятность отклонения партии с уровнем качества, являющимся в соответствии с планом контроля приемлемым.
«Риск потребителя» - вероятность приемки партии с уровнем качества, являющимся в соответствии с планом контроля неприемлемым.
8.Какие уровни дефектности вам известны?
Различают два уровня дефектности:
1)входной уровень – это уровень дефектности в партии или потоке продукции поступающий на контроль за определенный интервал времени.
2)выходной уровень - это уровень, в принятой партии поступающий за определенный интервал времени.
9. Что такое АQL и LQ, Ac, Re?
Ac – приемочное число,
АQL – приемлемый уровень качества (выраженный в проценте несоответствующих единиц продукции или числе не соответствий на 100 единиц продукции),
LQ – предельное качество (выраженнное в проценте несоответсвующих единиц продукции или числе не соответствий на 100 единиц продукции),
Re – браковочное число.
10.Какие виды планов статистического контроля партии продукции по альтернативному признаку вам известны?
1)одноступенчатые планы – если среди n случайно отобранных изделий число дефектных окажется не больше приемочного числа, то партия принимается, в противном случае партия бракуется;
2)двухступенчатые планы - если среди n случайно отобранных изделий число дефектных окажется не больше приемочного числа, то партия принимается, в противном случае партия переходит на вторую ступень выборки. Если во второй ступени контроля число дефектных единиц продукции в выборке больше приемочного числа, но меньше браковочного числа, то партия принимают, но возвращаются к нормальному виду контроля.
3)многоступенчатый - если среди n случайно отобранных изделий число дефектных окажется не больше приемочного числа, то партия принимается, в противном случае партия переходит на вторую, третью, четвертую, пятую ступени выборки. Если на последней ступени контроля число дефектных единиц продукции в выборке больше приемочного числа, но меньше браковочного числа, то партия принимают, но возвращаются к нормальному виду контроля.
4)последовательный – решение о контрольной партии принимается после оценки качества нескольких выборок. Количество выборок определяется в процессе контроля по результатам предыдущих выборок.
11.На какие группы подразделяются дефекты?
Дефекты по их значимости подразделяются на:
1)малозначительные – дефекты, которые существенно не влияют на использование продукции по назначению,
2)значительные - дефекты, которые существенно не влияют на использование продукции по назначению и (или) на ее долговечность, но не являются критическими,
3)критические – дефекты, при наличии которых продукции по назначению практически невозможно или недоступно.
ПЕРВОЕ ВЫСШЕЕ ТЕХНИЧЕСКОЕ УЧЕБНОЕ ЗАВЕДЕНИЕ РОССИИ

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
-
«НАЦИОНАЛЬНЫЙ МИНЕРАЛЬНО-СЫРЬЕВОЙ УНИВЕРСИТЕТ «ГОРНЫЙ»
Кафедра метрологии и управления качества
Контрольная работа
по дисциплине: «Контроль качества»
Выполнил студент Тарасова Ю.В. _______
Подпись
Шифр 1120030049
Группа: ММОз-11б
Форма обучения: заочная
Оценка_______________
Дата__________________
Проверил:
доцент _______________ Новикова О.В.
Подпись
Санкт-Петербург
2014