

Shpory_po_TKM
.doc|
51.Способы ионизации дугового промежутка. В столбе дуги протекает процесс ионизации, вызванный столкновением электронов с нейтральными атомами. Для зажигания и горения дуги необходимо выполнить 3 условия: 1)ионизировать воздушный промежуток «+» и «-» 2)напряжение холостого хода источника питания должно быть больше напряжения на дуге 3)поддержание высокой температуры нагрева катода. Ионизация воздушного промежутка. Ионизацией наз-ся процесс образования ионов и электронов. Работой ионизации наз-ся количество энергии, необходимое для отрыва электрона от атома. А=eU 1)использование квантовой энергии h>eU-используется при лазерной сварке. 2)использование тепловой энергии 3/2КТ>eU.
|
|
52.Понятие об эквиваленте углерода (Сэкв) при газовой резке металлов. Приближённая оценка пригодности стали для кислородной резке: оценивается по эквивалентному содержанию углерода. Сэкв до 0,6% Сэкв=0,6…0,8% В летнее время резка хорошая, в зимнее время необходим подогрев до температуры 150С. Сэкв=0,8…1,1% Сварка затруднена, необходим подогрев до температуры 300С. Сэкв>1,1%- необходим подогрев до температуры 300-400С с последующим охлаждением.
|
|
|
|
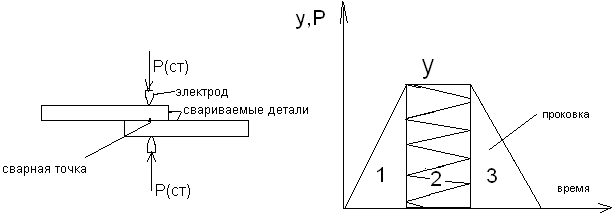
49.Стыковая контактная сварка, области применения, сущность процесса, режимы сварки. Сварка с применением «P» при которой нагрев Me происходит теплотой, выделяющейся при прохождении электрического тока через находящиеся в контакте соединяемые детали. Q=I2RT -точечная КС -стыковая (сопротивлением, оплавлением) -рельефная -шовная (роликовая) Сущность процесса заключается: при точечной КС сварка происходит по отдельным участкам касания, которая называется точкой. Применяется: для сварки арматурных стержней, плоских сеток, пространственных каркасов, листовых заготовок, одинаковой и разной толщины, можно сваривать детали из однородных материалов. Dэ=на 3….4 мм больше суммарной толщины,Dст=(1…1,5Dэ). Весь цикл сварки делится на 3 этапа: 1-сжатие деталей электродами, 2-сварка, т.е. нагрев проходящим эл.током ядра точки, затем подача тока прекращается и ядро точки кристаллизуется. 3-проковка, т.е. сильное сжатие деталей и выдержка под давлением для проковки ядра точки. Жёсткий Мягкий до 1,5мм >1,5мм и до 6мм время сварки t-1,1сек 3сек сила сжатия p-70мПа 200мПа. Оборудование: стационарные сварные точечные машины рассчитаны на разные силы тока. МТ-1217; МТ-1617; МТ-2517. 12000 А 16000 А 25000 А Перистые: КТГ-75-5; КТГ-75-8.
Стыковая КС (оплавление).
П
|
 плотность-360Н/мм2
120Н/мм2
плотность-360Н/мм2
120Н/мм2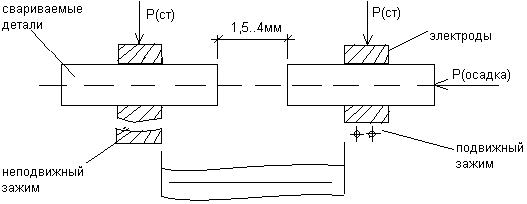 рименяется:
для соединения деталей сложной
конфигурации толстостенного проката
труб, рельсов. Детали, закреплённые в
зажимах машин плавным перемещением
подвижного зажима приводится в
соприкосновение при включенном токе,
происходит оплавление свариваемых
концов, производят осадку, т.е. сжатие
и выключают ток. Плотность
тока-140..860А/мм2;
время сварки t=0,5…1,5сек;
Pст=60…400мПа.
рименяется:
для соединения деталей сложной
конфигурации толстостенного проката
труб, рельсов. Детали, закреплённые в
зажимах машин плавным перемещением
подвижного зажима приводится в
соприкосновение при включенном токе,
происходит оплавление свариваемых
концов, производят осадку, т.е. сжатие
и выключают ток. Плотность
тока-140..860А/мм2;
время сварки t=0,5…1,5сек;
Pст=60…400мПа.|
53.Параметры оценки качества газовой резки. Основные параметры качества резки: -точность -неперпендикулярность -шероховатость -глубина зоны термического влияния (ЗТВ) Точность вырезаемых деталей устанавливается по отклонению от номинальных размеров. Неперпендикулярность S=0…500мм S=500…2000мм S=20…40мм 1кл +/-0,5мм 1кл +/-0,8мм 1кл +/-0.3мм 1кл +/-0,5мм 2кл +/-0,7мм 2кл +/-1,0мм 2кл +/-0,6мм - 2кл +/-0,8мм 3кл +/-1,0мм 3кл +/-1,2мм 3кл +/-0,8мм - 3кл +/-1,5мм S=0…20мм 1кл +/-0,5мм 2кл +/-0,8мм 3кл +/-1,5мм Шероховатость-впадины,зазоры. S=0…20мм S=20…40мм 1кл +/-0,2мм 1кл +/-0,6мм 2кл +/-0,4мм 2кл +/-1,0мм 3кл +/-0,6мм 3кл +/-1,2мм Глубина зоны зависит от толщины металла,содержания углерода и определяется по пределу прочности. S=0…20мм S=20…40мм 1кл +/-0,02мм 1кл +/-0.1мм 2кл +/-0,04мм 2кл +/-0,2мм 3кл +/-0,06мм 3кл +/-0,4мм 1кл и 2кл-автоматические пазорезательные машины.
|
|
54.Оборудование и материалы, применяемые при газовой резке. С струей кислорода или воздуха. Для того чтобы процесс резки был технологически устойчивым необходимо выполнять следующие требования.Температура плавления оксидов должна быть ниже температуры плавления самого металла. Количество теплоты, выделяемое при оксидировании металла должно быть достаточным для поддержания температуры процесса резки. Оксиды должны быть жидкотекущими. |
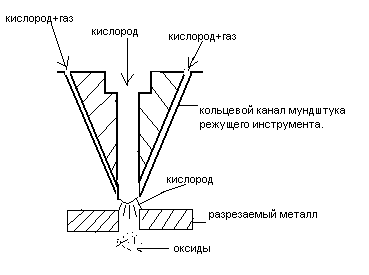 ущность
процесса закл-ся в том, что металл
вдоль линии реза нагревают до температуры
распламенения, затем на этот участок
подают кислород, который интенсивно
окисляется, а образующиеся оксиды
выдуваются
ущность
процесса закл-ся в том, что металл
вдоль линии реза нагревают до температуры
распламенения, затем на этот участок
подают кислород, который интенсивно
окисляется, а образующиеся оксиды
выдуваются