

15. Оборудование для ламинирования, припрессовки, каширования
Оборудование участка для припрессовки пленки
Припрессовка пленки к печатной продукции должна выполняться в отдельном помещении, где размещаются машины для припрессовки, станок для перемотки пленки, автомат для разрезки рулонной продукции, рабочие столы и приспособления. Помещение должно быть оборудовано общей вытяжной вентиляцией; температура воздуха — не ниже 16° С; относительная влажность — в пределах 50…65%; освещенность — не менее 75 лк.
Оборудование в цехе должно быть размещено удобно для работы основных рабочих и для обслуживания рабочих мест вспомогательными рабочими; подъезды к оборудованию и рабочим местам для загрузки сырьем, полуфабрикатами и материалами должны быть свободными и безопасными, при необходимости около рабочих мест следует оставлять площадки для складирования.
Рабочие места, проходы, проезды и выходы должны быть свободными и чистыми. Расстояние от стен и колонн в нерабочей зоне машины должно быть 0,8…1 м, в рабочей зоне — 1,5…1,7 м. Ширина проходов — 1,3 м, центральный проход — 2,5 м, а проезд — 3 м.
Высота стеллажей готовой продукции и полуфабрикатов не должна превышать 1,6 м
Клеевая припрессовка пленки на машине для ламинирования
Устройство машины
Машина для припрессовки пленки включает устройства: клеенаносящее 1, каландрирующее 2, сушильное 3, листоподающее, а также два рулонных — одно для разматывания пленки и другое для сматывания в рулон продукции с припрессованной пленкой (рис. 1).
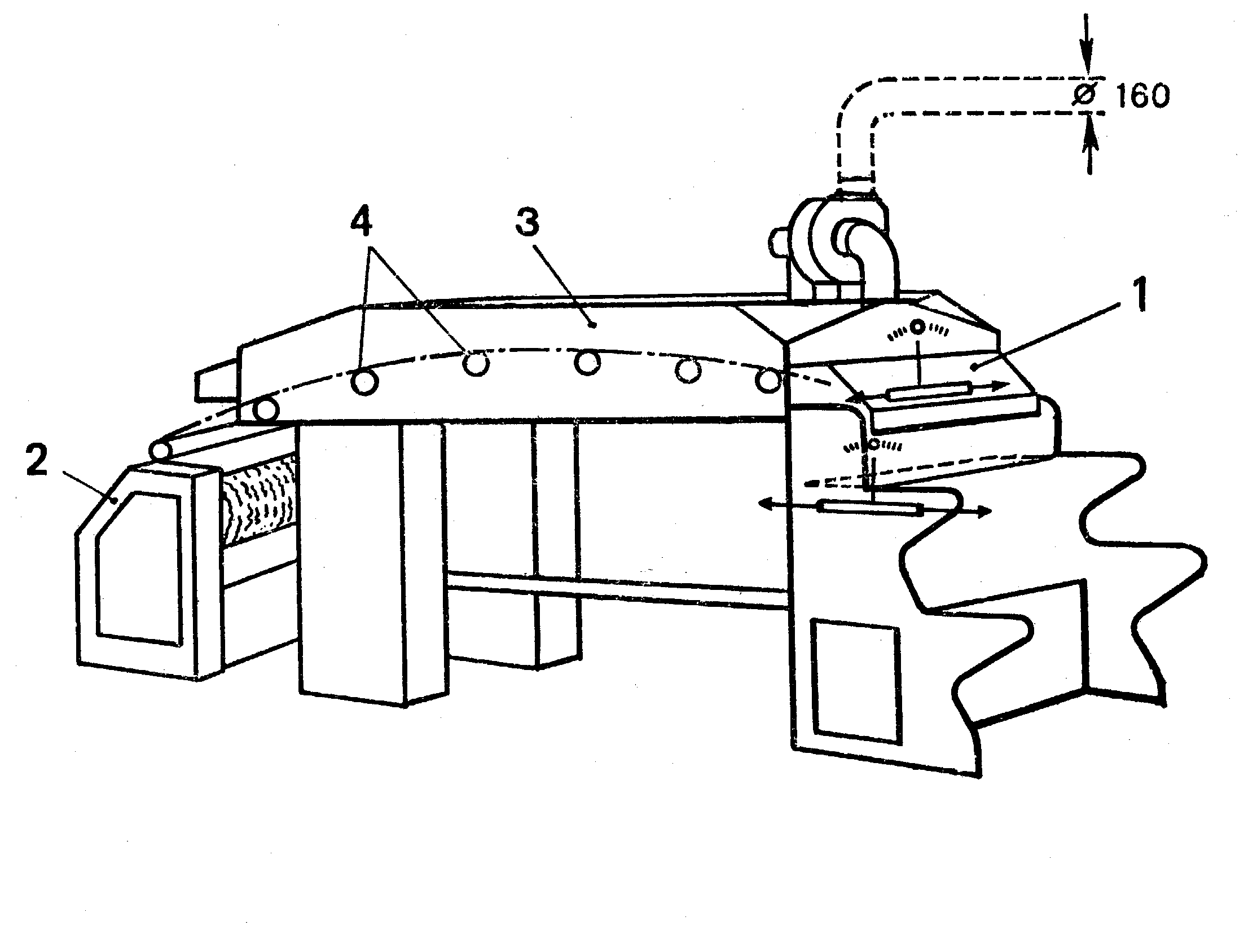
Рис. 1. Основные устройства машины для припрессовки пленки:
1 — клеенаносящее устройство; 2 — каландрирующее устройство; 3 — сушильная камера; 4 — ведущие валики
В машину (рис. 2) для припрессовки устанавливается рулон пленки 1. Пленочная лента протягивается через основные устройства машины и наматывается на втулку приемного устройства 2. Для равномерного прохождения пленки в машине, устранения возможных дефектов намотки или вытягивания ее кромок натяжение пленки регулируется.
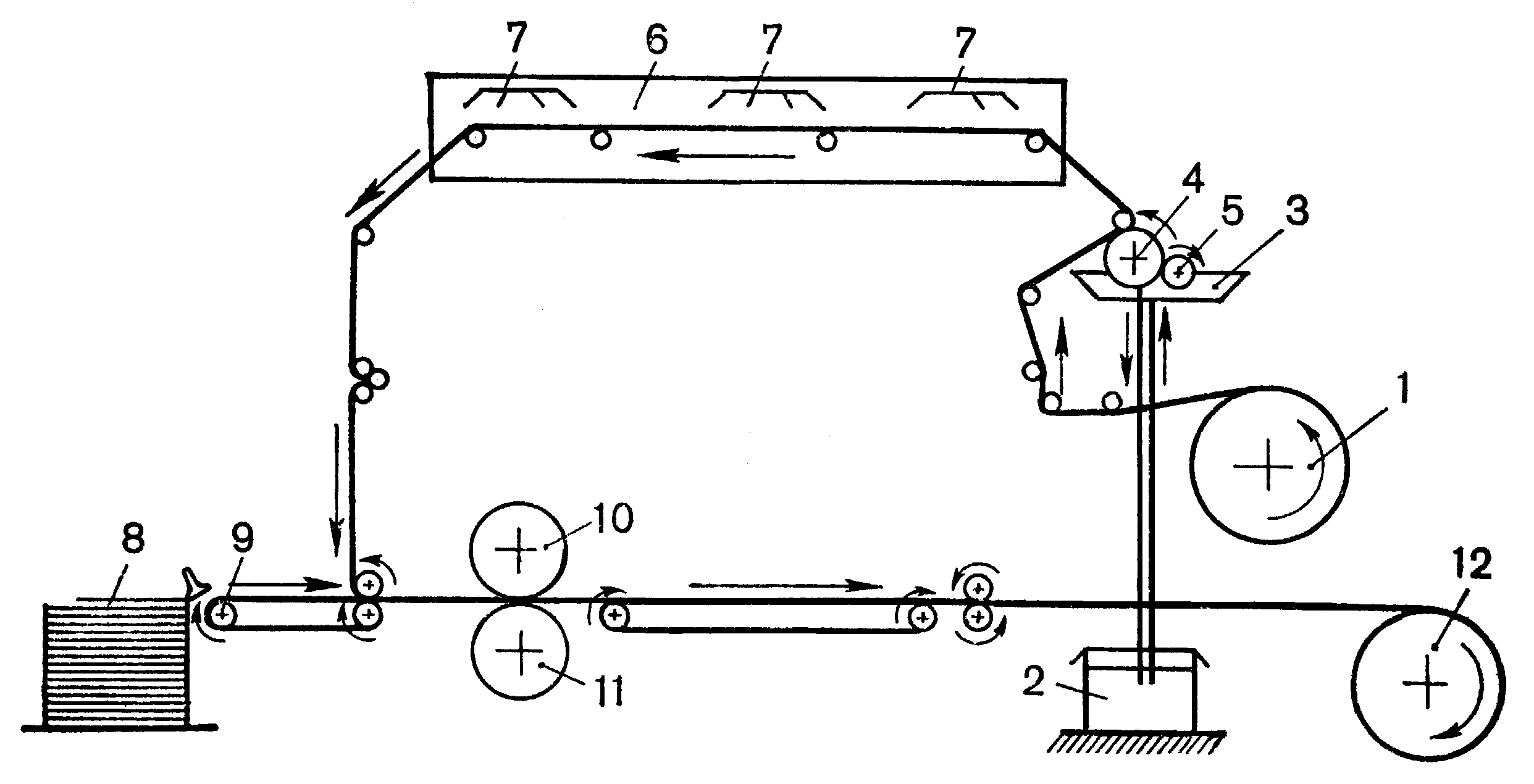
Рнс. 2. Схема припрессовки пленки клеевым способом
Пленка, сматываясь с рулона, попадает в клеенаносящее устройство. Рабочий раствор клея из клеевого бака 2 поступает в клеевую ванну 3, откуда клеевыми валиками 4 и 5 наносится равномерным слоем на пленку. Затем пленка с клеевым слоем попадает в сушильное устройство 6 с регулируемым режимом сушки при помощи инфракрасных излучателей 7.
Листы отпечатанной продукции пневматическим самонакладом 8 каскадно подаются на непрерывно движущееся транспортное полотно 9 так, чтобы последующий лист перекрывал предыдущий. Транспортное полотно подает листы в каландрирующее устройство, куда поступает пленка с клеевым слоем. Припрессовка пленки к печатной продукции происходит в условиях высоких температуры и давления при прохождении между двумя цилиндрами 10 и 11 каландрирующего устройства.
Готовая продукция с припрессованной пленкой выходит из машины в виде непрерывного полотна и сматывается в рулон при помощи рулонного устройства 12 либо разрезается механизированным или ручным способом.
Оборудование для бесклеевой припрессовки
Припрессовка пленки на машине для ламинирования
В процессе припрессовки бесклеевым способом на машине выполняются следующие технологические операции: подача пленки и листов-оттисков в машину, каландрирование и сматывание в рулон готовой продукции. .
В процессе припрессовки бесклеевым способом в работу включаются следующие основные устройства машины: рулонные устройства для разматывания пленки и сматывания готовой продукции, листоподающее устройство и каландрирующее устройство, а клеенаносящее и сушильное устройства отключаются.
Процесс припрессовки пленки на машине
Припрессовка пленки на машине выполняется следующим образом. Рулон пленки устанавливается в машине (рис. 12), проходит между прессовым цилиндром 2 и обрезиненным валом 7 и наматывается на втулку 6 приемного устройства. На подъемный стол самонаклада укладывается стопа листов.
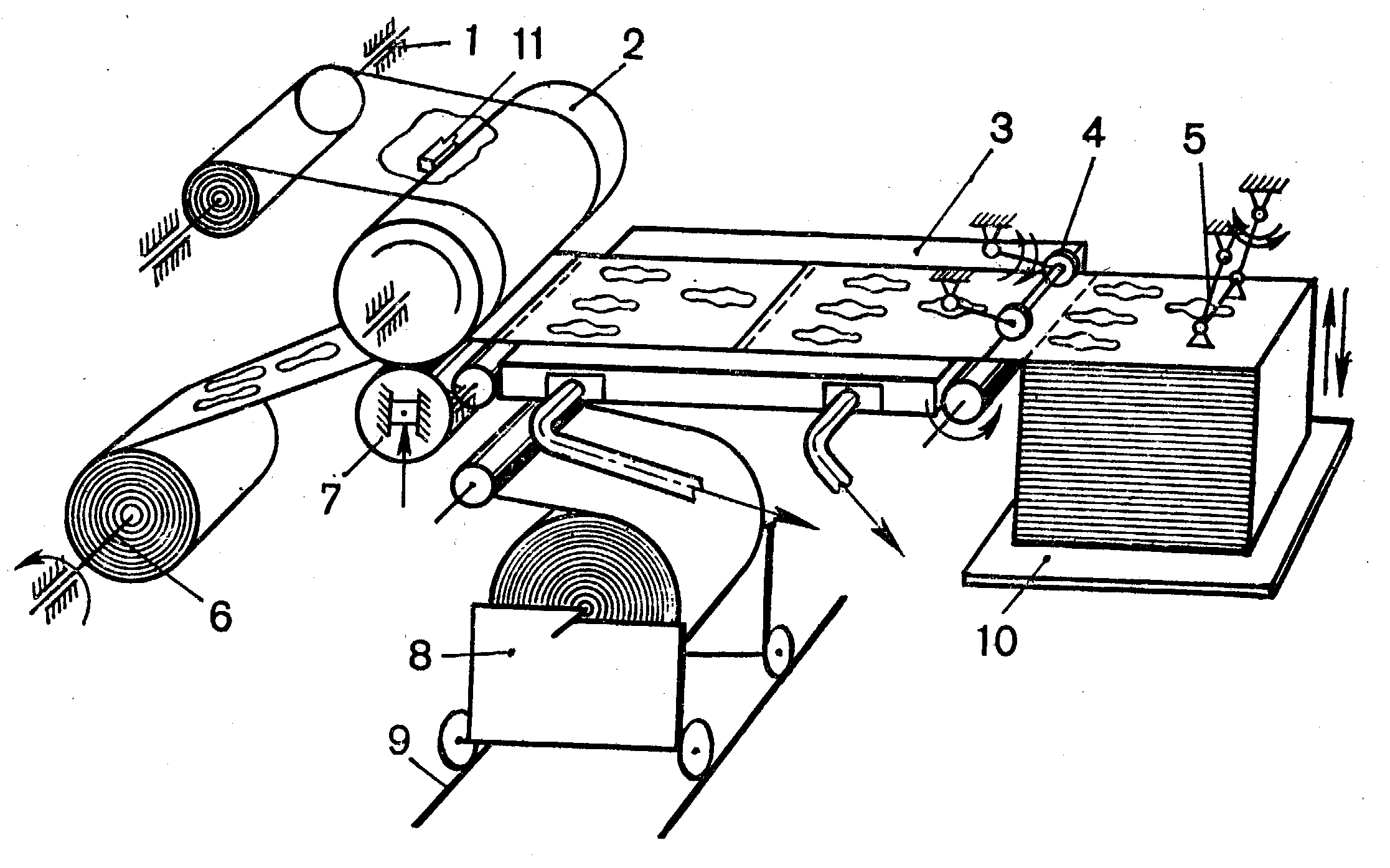
Рис. 12. Схема припрессовки пленки бесклеевым способом на машине
Механизмом присосов 5 листы бумаги подаются под вталкивающие ролики 4, которые проводят их на ленту вакуумного транспортера 3, подающего листы в прессовую часть установки. На вакуумном транспортере листы идут с нахлестом в 10…15 мм; нахлест регулируется при помощи цепного вариатора. Включается давление, и лист бумаги с пленкой прижимается обрезиненным валом 7 к цилиндру 2. Происходит процесс припрес-совки.
На машине возможна работа и с рулона бумаги. Для этого рулон бумаги устанавливается на шпиндель размоточного устройства тележки 8, которая по направляющим 9 вкатывается внутрь машины, где закрепляется в строго определенном положении. Конец полотна бумаги проводится между припрессовочным цилиндром и прижимным обрезиненным валом, а затем наматывается на втулку приемного устройства 6. При этом вакуумный транспортер и самонаклад отключаются. Процесс припрессовки происходит так же, как и при работе с листами бумаги.