

Утверждаю:
Заведующий кафедрой ИИСТ
Горбатенко
Николай Иванович
_____________________
«____»___________ 2012 г.
|
Учебный год |
2011-2012 |
|
Семестр |
6 |
|
Курс, группа |
3-1 |
|
Специальность |
230204.65 «Информационные технологии в медиаиндустрии» |
|
Дисциплина |
Моделирование систем |
|
Преподаватель |
Зуев В.А. |
|
№ п.п. |
ФИО |
Тема |
|
1 |
Анисимов И.О. |
Система имитационного моделирования Q-схем |
|
2 |
Ключко А.П. |
Имитационная модель станции технического контроля |
|
3 |
Кузнецов Р.В. |
Модель узла коммутации сообщений |
|
4 |
Маслов А.В. |
Модель работы вычислительной системы файл-северной архитектуры |
|
5 |
Медведева М.В. |
Модель системы передачи речи по цифровому каналу связи |
|
6 |
Ройстайчер Е.А. |
Модель процесса сборки изделий |
|
7 |
Салинко К.Г. |
Модель производственной поточной линии
|
|
8 |
Страданченкова А.Н. |
Имитационная модель обрабатывающего цеха |
Салинко К.Г.
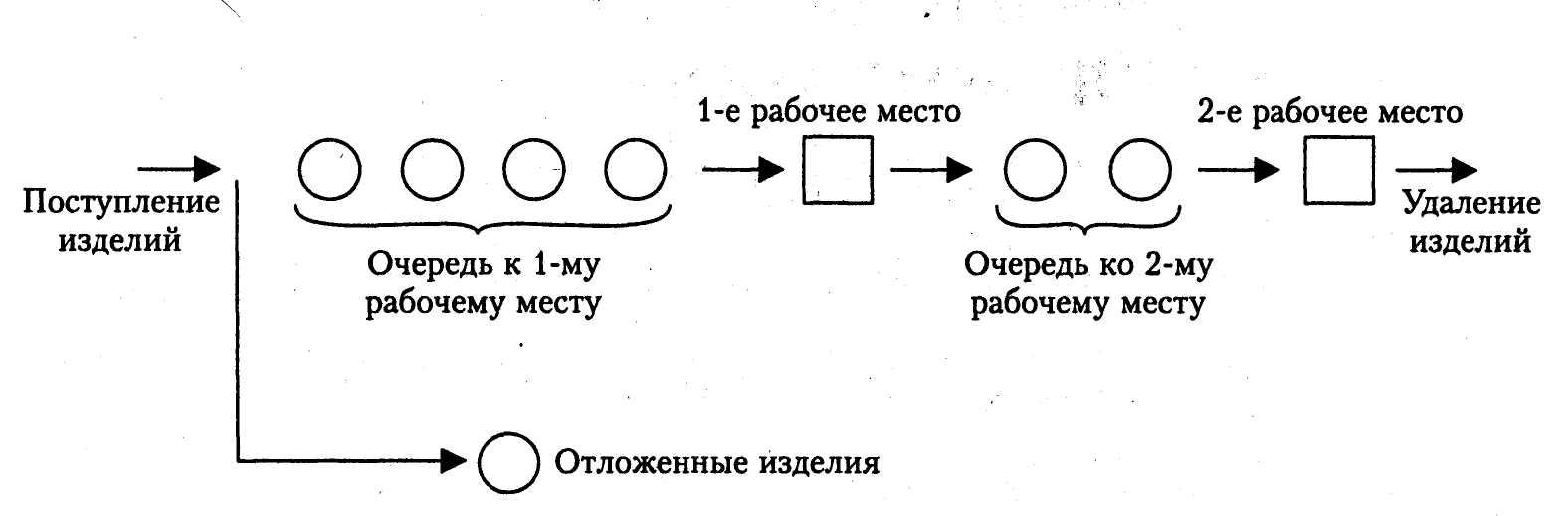
Модель производственной поточной линии
На поточной линии предприятия выполняются две операции (соответственно, имеется два рабочих места) в строгой последовательности, то есть вторая операция всегда следует после первой. Обрабатываемые изделия громоздки, поэтому на одной поточной линии могут одновременно находиться только восемь изделий, включая уже обрабатываемые. В соответствии с предлагаемым планом между рабочими местами поточной линии выделяется пространство, достаточное для размещения двух изделий, а перед первым рабочим местом — для четырех изделий. Стратегия текущего управления производством на линии заключается в том, что обработка изделия, которое не может разместиться в пределах линии из-за недостатка свободного пространства, откладывается (рис).
Обследования поточной линии показали, что интервалы времени между запросами на обработку изделий распределены экспоненциально с математическим ожиданием, равным 0,4. Времена обработки изделий также распределены экспоненциально, причем на первом рабочем месте обработка занимает 0,25 единиц времени, а на втором - 0,5 единиц времени. Предполагается, что изделия автоматически транспортируются от первого рабочего места ко второму за очень малый промежуток времени. Если очередь ко второму рабочему места заполнена до конца, то есть в ней ожидают обработки два изделия, то первое рабочее место блокируется, так как изделие с него не может быть убрано. На заблокированное рабочее место не может поступить для обработки другое изделие.
Для оценки предлагаемой схемы необходимо собрать за период, равный 300 единицам времени, статистику по следующим величинам:
загрузка рабочих мест;
время обработки одного изделия на поточной линии;
число изделий, обработка которых отложена;
число изделий, находящихся в очереди к каждому рабочему месту;
доля времени, в течение которого первое рабочее место заблокировано.
Моделирование технологического процесса на конвеере
Имеется некоторая конвейерная автоматизированная линия по выпуску баночек фруктового сока (рис. 7.1). Пустые баночки для фруктового сока поступают в накопитель 1 автоматизированной линии каждые 3,2±1,3 секунд. После этого в них автоматически заливается сок. Одновременно может заливаться лишь одна баночка, на что расходуется 2,3 секунд. Потом баночки поступают в накопитель 2 для выполнения операции закупоривания. Для этого расходуется 2,4 секунд времени на каждую баночку. Одновременно может обрабатываться одна баночка. Потом они попадают в накопитель 3 для следующей операции. В конце конвейера баночки устанавливаются в ящики. Время установки одной баночки представляет собой равномерно распределенную случайную величину в интервале 3 ±1,5 секунд..
Одновременно может устанавливаться в ящик не больше двух баночек.
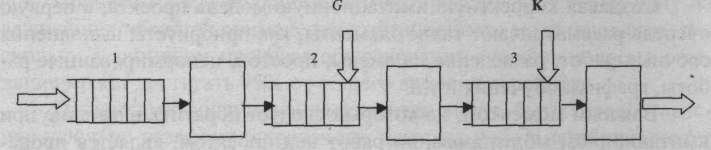
Начальные условия: в начале смены в накопителе 2 находится 2 баночек, а в накопителе 3 - 3 баночек.
Определить, какие размеры должны иметь накопители с номерами, указанными в табл. 1 соответственно варианту. Промоделируйте работу линии на протяжении одной смены (N часов). В табл. указаны значения параметров.
Языки моделирования GPSS, AnyLogic
Ключко А.П.