

3.2 Микрометр
3.2.1 Конструкция гладкого микрометра
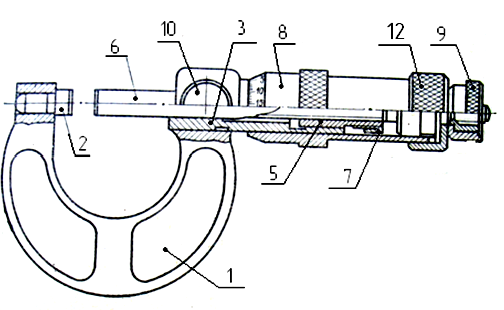
Гладкий микрометр типа МК, изображенный на рисунке 3.3, применяется для измерения наружных размеров плоских и цилиндрических деталей. Он состоит из скобы 1, с которой неподвижно соединены пятка 2 и стебель 3.
На правом конце стебля 3 нарезана внутренняя цилиндрическая резьба, в которую ввёрнута втулка 5 с внутренней цилиндрической и наружной конической резьбами. На всей длине наружной конической резьбы втулки имеются три равномерно расположенные продольные прорези. Внутри втулки 5 по резьбе перемещается микрометрический винт 6, а на наружную коническую резьбу наворачивается регулировочная гайка 7, предназначенная для устранения свободного хода (зазора) винта. На стебель 3 одевается барабан 8 и соединяется с микрометрическим винтом 6 гайкой 12.
Для обеспечения постоянства измерительного усилия микрометр имеет специальное устройство – храповой механизм 9, (так называемую трещотку) (см. рисунок 3.3), соединённый с гайкой 12. При вращении трещотки одновременно будут вращаться и перемещаться поступательно микрометрический винт и барабан.
 1
– скоба; 2 – пятка;
1
– скоба; 2 – пятка;
3 – стебель; 4 – шка-
ла на стебле; 5 – втул-
ка; 6 – винт микрометрический; 7 - гай-
ка регулировочная;
8 – барабан; 9 - хра-
повой механизм;
10 – винт стопорный;
11 – мера концевая; 12 – гайка
Рисунок 3.3 - Гладкий микрометр типа МК
Когда измерительная поверхность микрометрического винта прикоснется к изделию, храповой механизм начнёт вращаться вхолостую, не вращая микрометрический винт (при этом будет слышен характерный треск). Пружина храпового механизма рассчитывается таким образом, чтобы она обеспечивала постоянное измерительное усилие в пределах 7 ± 2 Н.
Вращать микрометрический винт (барабан) разрешается только за наружную поверхность 9 храпового механизма.
Для закрепления микрометрического винта в нужном положении предусмотрено стопорное устройство, состоящее из втулки и стопорного винта 10. Для проверки микрометра с нижним пределом измерения более 25 мм используется установочная мера 11 (см. рисунок 3.3).
Между собой микрометры отличаются размерами скоб (рисунок 3.4). Основные параметры и размеры микрометров типа МК должны соответствовать требованиям ГОСТ 6507—90 (таблица 3.1).
У микрометров, начиная с МК 400, перемещение винта составляет 25 мм, а указанный предел измерения в100 мм (диапазон измерения от 300 до 400 мм) обеспечивается переставной пяткой 4 (рисунок 3.4) или сменной вставкой. Допускается изготовление микрометров с пределами измерения 0...15 мм.
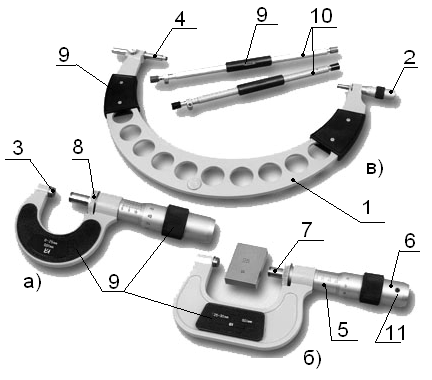
1- скоба; 2 – микрометрическая головка; 3 – пятка постоянная; 4 – пятка переставная; 5 – стебель; 6 – барабан; 7 – микровинт;
8 – стопор микровинта;
9 – теплоизоляционные накладки; 10 – установочная мера; 11 – винт стопорения барабана
Рисунок 3.4 - Микрометры гладкие типа МК
|
Модель |
Диапазон измерений, мм |
Габаритные размеры, мм |
Модель |
Диапазон измерений, мм |
Габаритные размеры, мм |
|
MK 25 |
0-25 |
125x67x23 |
MK 200 |
175-200 |
320x196x23 |
|
MK 50 |
25-50 |
155x75x23 |
MK 225 |
200-225 |
348x219x23 |
|
MK 75 |
50-75 |
183x86x23 |
MK 250 |
225-250 |
376x244x23 |
|
MK 100 |
75-100 |
211x105x23 |
MK 275 |
250-275 |
402x255x23 |
|
MK 125 |
100-125 |
242x144x23 |
MK 300 |
275-300 |
427x267x23 |
|
MK 150 |
125-150 |
268x163x23 |
MK 400 |
300-400 |
530x302x29 |
|
MK 175 |
150-175 |
293x176x23 |
MK 500 |
400-500 |
631x365x29 |
Т а б л и ц а 3.1 – Модели гладких микрометров и их основные параметры
(по ГОСТ 6507)
Пример обозначения микрометра с диапазоном измерения 100-125 мм 1-го класса точности: Микрометр МК 125-1 ГОСТ 6507-90
Кроме гладких микрометров типа МК, для измерения наружных размеров изделий в соответствии с требованиями ГОСТ 6507—90 выпускаются микрометры типов: МЛ — листовые с циферблатом для измерения толщины листов и лент; МТ — трубные для измерения толщины стенок труб; МЗ — зубомерные для контроля длины общей нормали зубчатых колес с модулем от 1 мм; МГ —микрометрические головки; МП— микрометры для проволоки.
Для повышения точности отсчёта, снижения вероятности появления ошибки и повышения производительность измерений выпускают микрометры с цифровым отсчётом результата измерения.
3.2.2. Установка гладкого микрометра на нуль
Перед началом измерений проверяется установка микрометра "на нуль". Для микрометра с пределами измерений 0...25 мм проверка производится на нулевом делении шкалы стебля без использования концевой меры, для микрометра с пределами измерений 25... 50 мм и более с использованием концевой меры, приложенной к микрометру. Её размер должен быть равен наименьшему размеру, который можно измерить микрометром. Например, если микрометр имеет диапазон измерения 25 … 50 мм, то размер концевой меры должен быть равен 25 мм. При диапазоне измерения 75 … 100 мм – 75 мм и т.д. Мера находится в футляре микрометра, и её размер равен нижнему пределу измерения микрометром.
Установка микрометра на нуль производится следующим образом. Осторожно вращая микрометрический винт за трещотку (рисунок 3.5), приводят в соприкосновение измерительные поверхности торцов микровинта и пятки для микрометров с диапазоном измерения 0 … 25 мм (рисунок 3.5). Для микрометров с другими пределами измерения между торцами микровинта и пятки устанавливают концевую меру и приводят в соприкосновение измерительные поверхности торцов микровинта и пятки и меры.
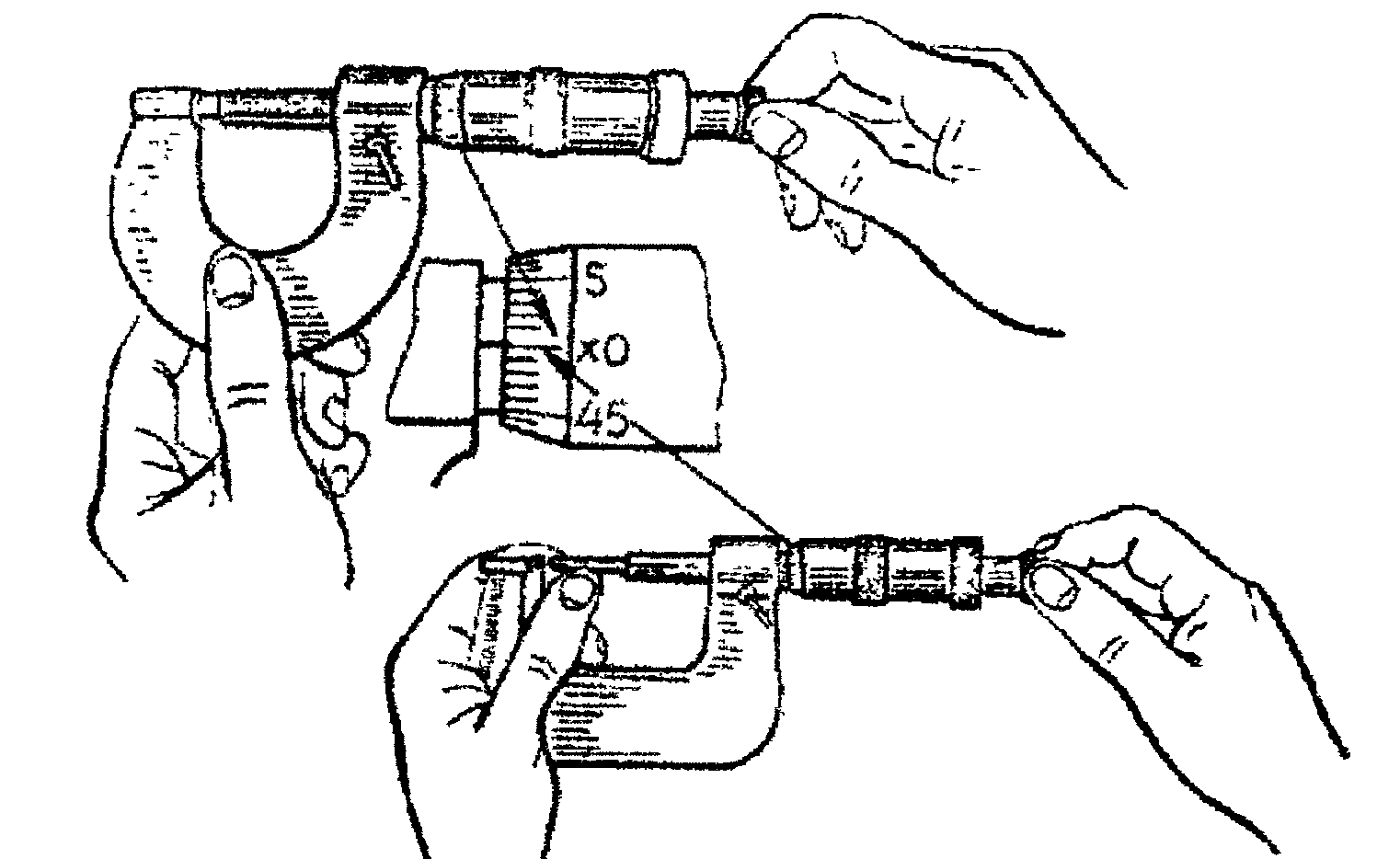
Рисунок 3.5 - Проверка нулевого положения микрометра
Если микрометр настроен правильно то, при указанном соприкосновении, штрих начального деления миллиметровой шкалы стебля (ноль, 25, 50 и т.д.) должен быть полностью виден из под скошенного края барабана. При этом нулевое деление круговой шкалы должно находиться против продольного штриха на стебле (рисунок 3.6).
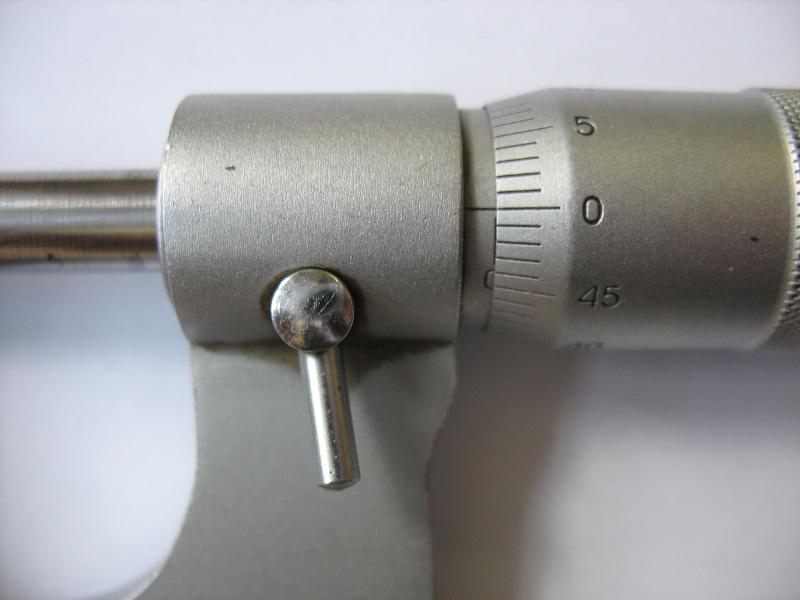
Рисунок 3.6 - Установка микрометра на нуль проведена правильно
Если микрометр установлен неправильно (рисунок 3.7), следует изменить положение барабана на стебле.

Рисунок 3.7 - Неправильная установка микрометра в нулевое положение
Для
этого, необходимо закрепить стопорным
устройством 3 (рисунок 3.8) микровинт и,
придерживая левой рукой за выступ с
накаткой корпуса барабана 1, отдать
правой рукой гайку 2 (являющуюся также
корпусом трещотки), которая освободит
корпус барабана. После этого повернуть
свободно сидящий на стебле барабан так,
чтобы риска нуля шкалы барабана совпала
с продольной риской на стебле (рисунок
3.9) и, придерживая  корпус
барабана за выступ с накаткой, снова
закрепить барабан гайкой.
корпус
барабана за выступ с накаткой, снова
закрепить барабан гайкой.

Рисунок 3.8 – Отсоединение Рисунок 3.9 - Установка барабана на нуль
барабана от микрометра
Для проверки правильности установки на нуль следует отдать стопорный винт 3, освободив микровинт, за трещотку 4 отвести микровинт на половину или целый оборот и затем снова привести в соприкосновение измерительные
поверхности торцов микровинта установочной меры и пятки.
Следует иметь в виду, что при затягивании гайки 2 не следует касаться скобы микрометра, поскольку нулевая установка может нарушиться. Поэтому будет необходимо снова проверить установку микрометра на нуль и в случае необходимости повторить настройку.