

Никитин, Бойко - Методы и средства измерений, испытаний и контроля - 2004
.pdfОпределение доли миллиметра нониусом с величиной отсчета
0,05 мм
Дробная величина (0,35 мм) получена в результате умножения величины отсчета (0,05 мм) на порядковый номер штриха нониуса, т. е. седьмого (не считая нулевого), совпадающего со штрихом штанги 0,05 мм X 7 =0,35 мм. Для ускорения отсчета используют цифры нониуса 25, 50 и т. д., обозначающие сотые доли миллиметра. Например, 0,25 мм + (0,05 ммХ2) =0,35 мм.
Чтение показаний на штангенинструментах с величиной отсчета
0,05 мм
При чтении показаний на штангенинструментах с величиной отсчета по нониусу 0,05 мм целое число миллиметров отсчитывают слева направо нулевым штрихом нониуса. Затем находят штрих нониуса, совпадающий со штрихом шкалы штанги. После этого к ближайшей ей слева цифре нониуса (25 или 50, или 75), обозначающей сотые доли миллиметра, прибавляют результат умножения величины отсчета на порядковый номер короткого штриха нониуса, совпадающего со штрихом штанги; считая его от найденного длинного оцифрованного штриха. Если же со штрихом штанги совпадает длинный оцифрованный штрих нониуса, то ограничиваются прибавлением его величины к целому числу миллиметров.
Примеры чтения показаний на штангенинструментах с величиной отсчета по нониусу 0,05 мм и 0,02 мм*
Рисунок 14.28 - Чтение показаний по нониусам
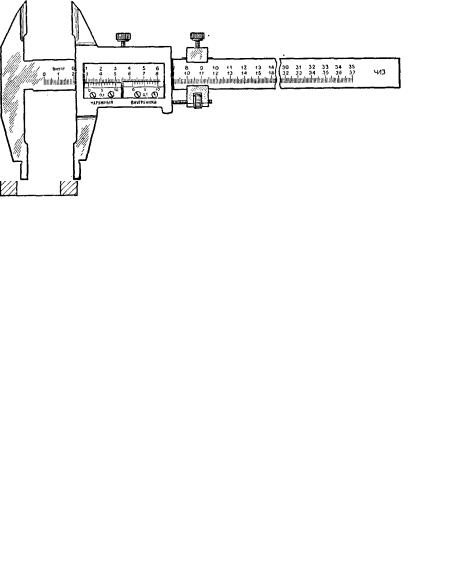
Выпуск штангенциркулей с величиной отсчета по нониусу 0,02 мм прекращен, но на производстве они еще используются.
Чтение показаний при внутренних измерениях
При внутренних измерениях к показаниям штангенциркуля прибавляется толщина губок, указанная на них. Для более точного контактирования с изделием губки штангенциркуля с наружной стороны имеют сферическую поверхность.
Рисунок 14.29 - Чтение показаний при внутренних измерениях
Штангенциркуль с двумя нониусами с пределами измерений 0—200 мм и 0—320 мм и величиной отсчета по нониусу 0,1 мм
Левый нониус предназначен для наружных измерений, а правый нониус
— для внутренних измерений. Конструкция этого штангенциркуля исключает необходимость прибавления к показаниям инструмента толщины губок.
Рисунок 14.30Штангенциркуль с двумя нониусами
Применение микрометрической подачи
Приблизительно устанавливают контролируемый размер (при наружном измерении несколько больше, а при внутреннем несколько меньше контролируемого размера), закрепляют рамку микрометрической подачи, затем
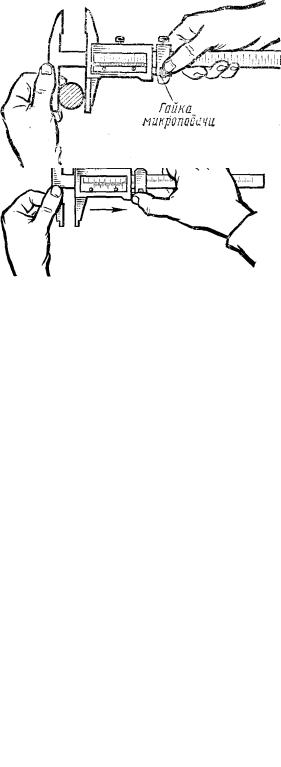
при помощи микрометрической пары доводят губки до соприкосновения с проверяемыми поверхностями, закрепляют рамку, не допуская перекоса и добиваясь нормального измерительного усилия.
Приблизительная установка размера
Рисунок 14.31 - Микрометрическая подача
Закрепление рамки микрометрической подачи
Зажим рамки микрометрической подачи производится большим и указательным пальцами правой руки при поддержке штанги ее остальными пальцами.
Вращение гайки микрометрической подачи
Большим и указательным пальцами правой руки вращают гайку микрометрической подачи, поддерживая штангу остальными пальцами правой руки; левой рукой поддерживают губку штанги.
Рисунок 14.32 - Вращение гайки микрометрической подачи
Закрепление рамки
Рисунок 14.33 - Закрепление рамки
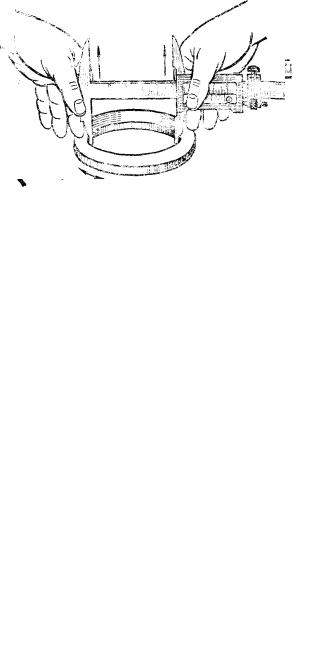
Проверка на ощущение измерительного усилия при измерении большого внутреннего диаметра
Надо приблизительно установить размер несколько меньше измеряемого, ввести губки штангенциркуля в проверяемую поверхность и слегка прижать к ней губку штанги. Затем с помощью микроподачи и одновременного кругового перемещения губки рамки в горизонтальной плоскости надо добиться легкого контактирования двумя губками. Для избежания перекоса при проверке измерительного усилия перемещения губок в вертикальной плоскости надо опираться на средние пальцы рук, установив их возле губок.
Рисунок 14.34 - Измерительное усилие
Штангенглубиномер с величиной отсчета по нониусу 0,05 мм и пределами измерений 0—250 мм (ГОСТ 162—90)*
Измерительная поверхность основания по площади значительно больше измерительной поверхности штанги, что обеспечивает устойчивость штангенглубиномера при измерении и возможность его применения при измерении глубин в отверстиях и пазах небольших размеров. Выпускается также с величиной отсчета 0,1 мм и пределами измерений до 500 мм.
Проверка нулевого положения штангенглубиномера
При соприкосновении измерительных поверхностей основания и штанги с плитой или лекальной линейкой нулевые штрихи нониуса и штанги должны совпадать.
Рисунок 14.35 - Нуль штангенглубиномера
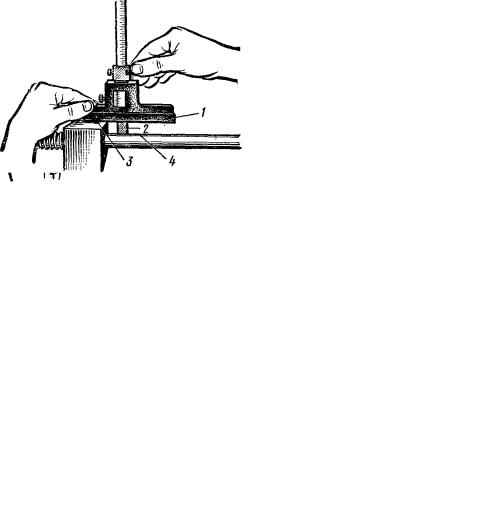
Применение штангенглубиномера
Левой рукой прижать основание 1 к поверхности 3, а правой рукой довести штангу 2 до соприкосновения с поверхностью 4.
1 — основание, 2 — штанга, 3,4 — поверхности детали
Рисунок 14.36 - Применение штангенглубиномера
Штангенрейсмас с величиной отсчета по нониусу 0,05 и 0,01 мм
(ГОСТ 164—90)*
Предназначен для измерения высоты и разметочных работ.
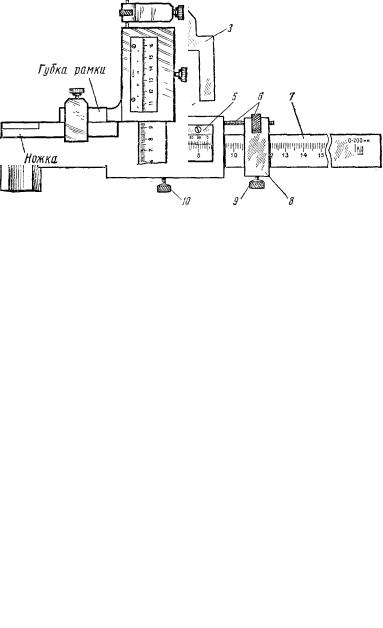
1 — основание, 2 — измерительная ножка, 3 — разметочная ножка, 4 — рамка, 5 — нониус, 6 — винт и гайка микрометрической подачи, 7— штанга, 8—рамка микрометрической подачи, 9—зажим рамки микрометрической подачи, 10 — зажим рамки.
Рисунок 14.37 -Штангенрейсмасс
Чтобы предупредить грубые ошибки при подготовке штангенрейсмаса к измерению, надо при сборке ножку установить в державке ниже губки рамки. Иначе (если ножка будет выше губки рамки) ошибка будет равна сумме толщин ножки и губки рамки.
Рисунок 14.38 - Предупреждение ошибки в губках
Выпуск штангенрейсмасов с величиной отсчета по нониусу 0,02 мм прекращен, но на производстве они еще используются.
Проверка нулевого положения штангенрейсмаса
При отсутствии зазора между ножкой и плитой (или концевой мерой, равной нижнему пределу измерения) нулевые штрихи нониуса и штанги должны совпадать.
Пределы измерения 0—250 мм Пределы измерения 40—400 мм
Рисунок 14.39 - Проверка нулевого положения измерительной губки
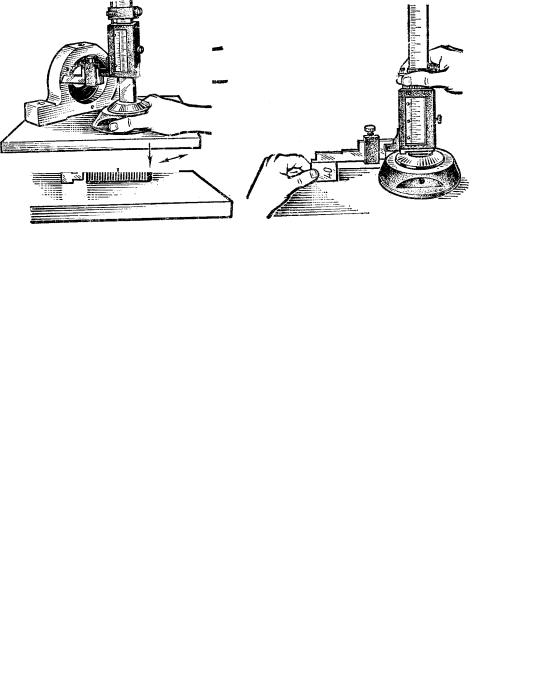
Применение штангенрейсмаса
При измерении высоты левой рукой прижимают основание к плите, а правой рукой при помощи микроподачи доводят измерительную ножку до соприкосновения с поверхностью детали.
При разметке после установки размера правой рукой, слегка прижимая основание к плите, перемещают штангенрейсмас относительно детали.
Рисунок 14.40 - Применение штангенрейсмаса в практике
Штангенрейсмас повышенного качества
Положение основания, находящегося на противоположной стороне губки рамки, позволяет вплотную приблизить изделие к штанге. Разметочная ножка, оснащенная твердым сплавом, обеспечивает долговечность. Винты, соединяющие основание со штангой, удобны для регулировки при установке прямого угла.
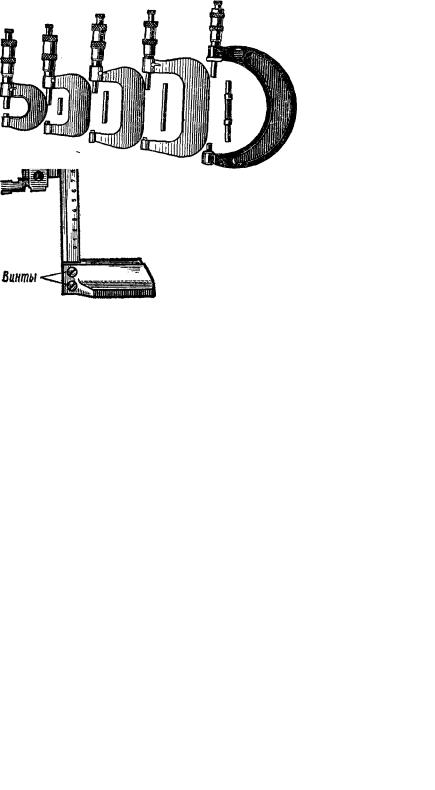
Рисунок 14.41 - Штангенрейсмасы повышенного качества
14.1.1.2 Микрометрические измерительные средства
В машиностроении широко применяют микрометрические инструменты общего назначения: микрометры, микрометрические глубиномеры и нутромеры. Метод измерения прямой, абсолютный.
Микрометры ( ГОСТ 6507 – 90)
Микрометры предназначены для наружных измерений. Цена деления
0,01 мм.
Измерительное перемещение микрометрического винта 25 мм. Верхний предел измерений 600 мм.
Рисунок 14.42 - Микрометры типа МК.
Основные части микрометра
К микрометрам с нижним пределом 25 мм и более придаются установочные меры для поверки нулевого положения. Микрометры с верхним пределом свыше 300 мм имеют сменную или передвижную пятку для увеличения диапазона измерений до 50 мм.
1 — пятка, 2 — установочная мера, 3 — микрометрический винт, 4 — стебель, 5 — барабан, 6 — трещотка, 7 — стопор, 8 — скоба
Рисунок 14.43 - Основные части микрометра
Трещотка обеспечивает постоянное измерительное усилие
У микрометров типа МК допускается измерительное усилие
(700 ± 200) гс.
а) Трещотка с торцовыми зубьями |
б) Трещотка с зубьями на конце |
|
1 |
– штифт, 2 – пружина, |
1 – пружина, 2 – корпус, |
3 |
– храповик. |
3 – шлицевая втулка, 4 – штифт. |
Рисунок 14.44 - Типы применяемых трещоток
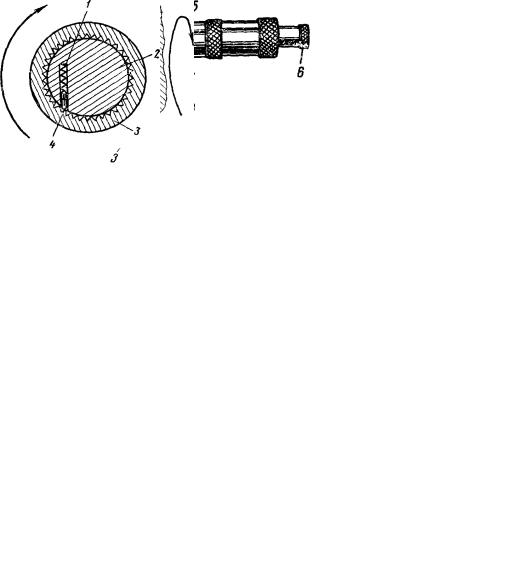
Положение микрометрического винта фиксируется стопором
Виды стопоров
|
а) Цанговый |
б) Эксцентриковый: |
в) |
С зажимным винтом: |
|
|
1 - микровинт |
1 - скоба, 2 - стебель |
1 |
- микровинт, 2 - скоба |
|
2 |
- разрезная гильза |
3 – микровинт, 4 – ручка, |
3 |
- стебель, 4 - втулка |
|
3 |
- гайка, 4 - скоба |
5 - эксцентрик |
5 |
- зажимной винт |
|
Рисунок 14.45 - Виды стопоров
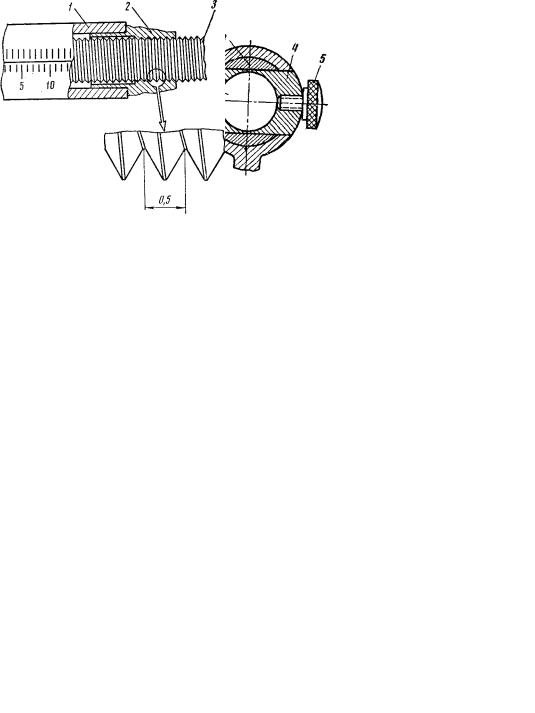
В микрометрических инструментах используется винтовая пара, где продольное перемещение винта прямо пропорционально шагу резьбы и углу поворота винта
За один оборот микрометрический винт перемещается вдоль оси на шаг резьбы (0,5 мм).
1 — стебель, 2 — резьбовая втулка, 3 микровинт
Рисунок 14.46 - Винтовая пара
Барабан