

под напряжением. Сплавы Mg−Zn−Zr склонны к образованию трещин, а сплавы с Се имеют низкую пластичность (δ ≈ 1,5÷5 %) из-за того, что жаропрочное соединение Mg9Ce располагается в виде разветвленной сетки по границам зерен. Значительное количество упрочняющей фазы Mg4Th в сплавах с Th также понижает их пластические свойства (δ ≈ 4÷10 %).
Сплавы магния можно разделить на деформируемые (марка МА) и литейные (МЛ). Химический состав и механические свойства некоторых магниевых сплавов приведены в табл. 23.13.
Таблица 23.13
Химический состав и механические свойства некоторых магниевых сплавов
Сплав |
Содержание элементов, мас. % |
Механические свойства |
|||||
|
|
|
|
|
|
|
|
Al |
Zn |
Mn |
Другие |
σв, |
σ0,2, |
δ, |
|
|
МПа |
МПа |
% |
||||
|
|
|
|
|
|||
|
|
|
Деформируемые сплавы |
|
|
|
|
МА5 |
− |
− |
− |
− |
320 |
220 |
14 |
7,8 9,2 |
0,2 0,8 |
0,15 0,5 |
|
||||
МAL9 |
− |
5,5–7,0 |
− |
(0,5−1)Zr; |
380 |
330 |
5 |
|
|
|
|
(0,2−1)Cd; |
|
|
|
|
|
|
|
(1,4−2)Nd |
|
|
|
|
|
|
Литейные сплавы |
|
|
|
|
МЛ5 |
7,5−9,0 |
0,2−0,8 |
0,15−0,5 |
− |
255 |
120 |
6 |
МЛ15 |
− |
4−5 |
− |
(0,7−1,1)Zr; |
210 |
130 |
3 |
|
|
|
|
(0,6−1,2)La; |
|
|
|
|
|
|
|
(2,2−2,8)Nd |
|
|
|
Примечание. Свойства приведены после закалки и старения для деформируемых и в литом состоянии для литейных сплавов.
По химическому составу многие литейные сплавы магния близки к деформируемым (см. табл. 23.13). Преимуществом литейных сплавов перед деформируемыми является значительная экономия металла при производстве деталей, поскольку высокая точность размеров и хорошая чистота поверхности отливок почти исключают их обработку резанием. Однако из-за грубозернистой литой структуры они имеют более низкие механические свойства, особенно пластичность. Улучшение механических свойств литейных
61
сплавов достигается различными способами: перегревом, модифицированием, гомогенизацией отливок, а также применением особо чистых шихтовых материалов при приготовлении сплавов. Для модифицирования используют Zr, магнезит, мел.
Механические свойства литейных магниевых сплавов в основном находятся на уровне свойств литейных алюминиевых сплавов, но, обладая меньшей плотностью, магниевые сплавы превосходят их по удельной прочности.
С увеличением содержания Al литейные свойства сплава Mg−Al−Zn сначала ухудшаются, поскольку увеличивается интервал кристаллизации, а затем, при появлении неравновесной эвтектики − улучшаются; повышаются прочностные характеристики. Однако из-за большого количества интерметаллидных фаз, в том числе и эвтектических, сплавы с большим содержанием Al обладают пониженной пластичностью. Наилучшее сочетание литейных и механических свойств имеют сплавы, содержащие 7,5−10 % Al (МЛ5, МЛ6).
Влияние легирования на коррозионную стойкость магния
При взаимодействии Mg с кислородом на поверхности образуется пленка оксида MgO с кубической решеткой типа NaCl, имеющей параметр решетки а = 0,4213 нм (при 25 °С) и температуру плавления 2800 °С (2852 °С − по другим данным). Окисление в атмосфере кислорода (р = 0,27÷27,6 кПа) при температуре 450 °С и ниже приводит к появлению тонких оксидных пленок (примерно за 200 ч толщина оксидной пленки достигает около 5 нм), образующихся на первых этапах процесса взаимодействия по линейному закону. По мере роста толщины пленки скорость окисления уменьшается, и пленка становится защитной. При температуре выше 475 °С толстые пленки (70 нм и более) приобретают пористое строение. Такие пленки не являются защитными, через них происходит даже испарение Mg, поскольку он обладает значительной упругостью паров.
Течение реакции окисления Mg на воздухе подобно окислению в атмосфере кислорода. Исследование окисления Mg чистотой 99,9 % показало, что в сухом воздухе при 350 или 400 °С окисление
62
идет очень медленно и пленка обладает достаточными защитными свойствами. При температуре выше 500 °С реакция окисления ускоряется.
Во влажном воздухе окисление Mg при 350 °С имеет те же характеристики, что и в сухом. При температуре выше 350 °С интенсивность окисления возрастает. Это свидетельствует о том, что происходит значительное восстановление паров воды металлом. В атмосфере кислорода и воздуха при температуре выше 470−500 °С часто наблюдается воспламенение Mg с образованием продуктов сгорания в виде MgO.
Исследования взаимодействия Mg с парами воды (р = = 4,1÷26,7 кПа) при 425−575 °С показали, что реакция взаимодействия соответствует уравнению
Mg + H2O → MgО + H2. |
(23.1) |
Сростом давления паров константа реакции окисления возрастает.
Только в атмосфере сухого углекислого газа магниевые сплавы
обладают достаточной стойкостью при температуре до 550 °С и давлении до 5 МПа. Исследования показали, что реакция окисления технического Mg (99,9 %) в углекислом газе, содержащем 0,06 % кислорода и 0,48 % паров воды при температуре 400−550 °С и давлении 1,5 МПа протекает значительно медленнее, чем на воздухе, и может описываться следующим уравнением:
СO2 + Mg → MgO + CO. (23.2)
Окисление в углекислом газе идет по параболическому закону, тогда как на воздухе − по линейному. При 400 °С пленка состоит из карбоната магния MgCО3, а при 500 °С − из MgO. Кроме того, при температуре 500 °С и выше в атмосфере углекислого газа на поверхности появляется сажистый углерод, образование которого возможно по реакции 2СО ' СO2 + Ссаж. Оксид углерода может накапливаться в углекислом газе при окислении Mg, и поскольку при температуре 400−500 °С он менее устойчив, чем СO2, указанная реакция идет в сторону образования сажистого углерода.
Высокая реакционная способность Mg может вызвать его воспламенение. Температура воспламенения Mg при атмосферном давлении кислорода 623 °С, а в парах воды при атмосферном давлении 630 °С. Саморазогрев Mg при окислении может значительно снизить температуру воспламенения. Температура воспламенения
63

Mg и его сплавов в углекислом газе также снижается (на 130−140 °С) в присутствии паров воды.
Наиболее важным элементом, повышающим коррозионную стойкость магниевых сплавов в СО2, является бериллий. Небольшие добавки Be (0,005÷0,02 %) также повышают пластичность сплава и облегчают его обработку.
Исследование магниевых сплавов, содержащих 0,04−0,1 % Be и 0,5−1% Al, показало, что они обладают высокой стойкостью против окисления вплоть до температуры плавления; но эти же сплавы имеют и существенный недостаток: пониженную по сравнению с чистым Mg температуру плавления и относительно низкую жаропрочность.
Замена Al цирконием (менее 1 %) значительно улучшает прочностные свойства магниевого сплава Mg−(0,01÷0,04) % Be−1 % Zr при сохранении высокой коррозионной стойкости.
Растворимость Be в Mg при 620−630 °С не превышает 0,05 %. Начиная примерно с содержания 0,003 % Be заметно снижается скорость окисления Mg на воздухе. Резкое уменьшение скорости окисления наблюдается при введении 0,01 % Be (переход от линейного к логарифмическому закону окисления). С увеличением
содержания бериллия (вплоть до 1,25 % Be) коррозионная стойкость сплава на воздухе повышается. Уменьшение скорости окисления сплавов Mg−Be в СО2 начинается при содержании около 0,16 % Be в сплаве (рис. 23.17).
Рис. 23.17. Скорость окисления сплавов системы Mg−Be в СО2 технической чистоты при температуре 580 °С:
1 − чистый Mg; 2 − Mg + 0,016 % Be; 3 − Mg + 0,053 % Be; 4 − Mg + 0,14 % Be;
5 − Mg + 1,25 % Be
64
Как показывают исследования, окисление сплавов Mg−Be при повышенной температуре происходит следующим образом. На первом этапе окисления пленка состоит преимущественно из оксида магния; содержание ВеО в оксидной пленке невелико и соответствует содержанию Be в сплаве. Ионный радиус Be в два раза меньше, чем у Mg, и в четыре раза меньше, чем у кислорода
(r Be2+ = 0,034 нм, r Mg2+ = 0,074 нм, r O2− = 0,136 нм), поэтому даль-
нейший рост оксидной пленки происходит в результате преимущественной диффузии Be к поверхности образца. Со временем содержание ВеО в оксидной пленке повышается и может достигнуть 50 %. Защитные свойства оксидных пленок проявляются уже при содержании в них около 5 % ВеО и связаны с улучшением прочностных свойств оксидной пленки. При содержании Be в сплаве, превышающем 0,01 %, количество атомов Be, диффундирующих к поверхности, оказывается достаточным для образования беспористых оксидных пленок.
Наряду с процессом диффузии может происходить и преимущественное испарение Mg с поверхности, что также приводит к обогащению бериллием поверхностного слоя. Этот процесс становится особенно заметным во время коррозионных испытаний в газовом потоке при высокой температуре. В результате образования защитной пленки, обогащенной бериллием, происходит уменьшение концентрации Be в слоях сплава, расположенных непосредственно под пленкой. Это может привести к тому, что оксидная пленка потеряет способность «самозалечиваться» при возникновении дефектов.
На коррозионную стойкость оказывает влияние структурное состояние и термическая обработка магниевых сплавов. Так, в оксидных пленках, образовавшихся на неотожженном сплаве, содержание ВеО значительно выше, чем на отожженных сплавах, в которых Be находится в интерметаллидном соединении MgBe13.
Применение магниевых сплавов
Малая плотность магниевых сплавов, а в отдельных случаях − высокая удельная прочность способствуют их широкому применению в авиастроении (корпуса приборов, насосов, коробок передач, фонари и двери кабин и др.), ракетной технике (корпуса ракет, об-
65
текатели, топливные и кислородные баки, стабилизаторы), конструкциях автомобилей, особенно гоночных (корпуса, колеса, помпы и др.), в приборостроении (корпуса и детали приборов). Указанные достоинства привлекают интерес специалистов к магнию как к материалу, применение которого эффективно в качестве матрицы металлических композитов. Важен тот факт, что Mg практически не вступает в реакцию со многими материалами, используемыми для изготовления упрочняющих волокон. Для изготовления композиционных материалов применяют технический магний и сплавы на его основе МЛ12, ИМВ2, AZ31B и др.
В результате высокой демпфирующей способности магниевые сплавы используются при производстве кожухов для электронной аппаратуры.
Сплавы системы Mg−Zn−Zr (МA14, МA19) применяют для несвариваемых сильно нагруженных деталей (обшивки самолетов, деталей грузоподъемных машин, автомобилей, ткацких станков и др.), высокопрочные литейные сплавы − для нагруженных деталей самолетов и авиадвигателей (корпусов компрессоров, картеров, ферм шасси, колонок управления и др.).
Наконец, весьма низкое сечение захвата тепловых нейтронов
при высокой теплопроводности позволяет использовать магниевые сплавы для изготовления оболочек твэлов в газографитовых реакторах на тепловых нейтронах, работающих на природном (необогащенном) уране с теплоносителем СО2. В качестве компонентов сплавов обычно используют Al, Zr, Be, Si (табл. 23.14). В некоторых сплавах применяют также легирование марганцем.
Радиационная стойкость магниевых сплавов при рабочей температуре газоохлаждаемых реакторов (300−450 °С) достаточно высока. Это связано с тем, что температура рекристаллизации (около 150 °С) и температура диффузионной релаксации значительно ниже рабочей температуры оболочки твэла из магниевого сплава. Поэтому при рабочей температуре значительная часть радиационных дефектов будет рекомбинировать, уходить на стоки. При этом важно, что пластичность сплавов вследствие этого остается на достаточно высоком уровне.
Облучение нейтронами до флюенса 2 1022 м−2 незначительно влияет на скорость окисления.
66

|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 23.14 |
|
|
Состав и механические свойства магниевых сплавов для ядерных реакторов с теплоносителем СО2 |
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
Механические свойства |
|
|||
|
Сплав |
|
|
Химический состав, % |
|
|
|
|||||||
|
Be |
AL |
Si |
Zr |
Mn |
Другие |
|
σв, МПа |
|
|
δ, % |
|
||
|
|
|
|
|
|
|
|
20 °С |
|
300 °С |
500 °С |
20 °С |
300 °С |
500 °С |
|
ПМБ |
0,5−3,2 |
0,04 |
− |
− |
− |
MgO(0,2−0,3); |
240−260 |
|
70−80 |
28−30 |
5 |
15 |
49 |
|
|
|
|
|
|
|
Fe(0,04); |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ni (0,001); |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Cu (0,005) |
|
|
|
|
|
|
|
67 |
МБ-3 |
0,04 |
− |
0,5 |
− |
0,001 |
Fe (0,01); |
200 |
|
29 |
8 |
8 |
58 |
90 |
|
|
|
|
|
|
Ni (0,001); |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Cu (0,005) |
|
|
|
|
|
|
|
|
МБ-4 |
0,08− |
− |
0,7 |
− |
0,001 |
Fe (0,01); |
220 |
|
38 |
9 |
6 |
48 |
82 |
|
|
0,15 |
|
|
|
|
Ni (0,001); |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Cu (0,005) |
|
|
|
|
|
|
|
|
Mg−Al−Be |
0,04 |
0,50 |
− |
− |
0,001 |
− |
− |
|
− |
− |
− |
− |
− |
|
Mg−Th−Be |
0,04 |
− |
− |
− |
0,001 |
Th (3) |
− |
|
− |
− |
− |
− |
− |
|
Магнокс |
0,002− |
0,80 |
− |
− |
− |
Fe (0,06); |
− |
|
− |
− |
− |
− |
− |
|
AL80 |
0,05 |
|
|
|
|
Ca (0,008) |
|
|
|
|
|
|
|
|
Магзан-2 |
− |
− |
− |
0,55−0,60 |
0,15– |
− |
− |
|
− |
− |
− |
− |
− |
|
|
|
|
|
|
0,40 |
|
|
|
|
|
|
|
|
|
АМ503 (S) |
− |
− |
− |
− |
0,7-1,4 |
− |
− |
|
− |
− |
− |
− |
− |
|
Магнокс А-12 |
0,01 |
0,8 |
− |
− |
− |
− |
67−175 |
|
17−43 |
− |
7−15 |
55 |
− |
|
ZA |
− |
− |
− |
0,5−0,7 |
− |
− |
98−230 |
|
23−53 |
− |
11−23 |
76 |
− |
|
ZW |
− |
− |
− |
0,5−0,7 |
− |
Zn (0,7−1,0) |
101−295 |
|
18−54 |
− |
8−21 |
75 |
− |
67
23.1.3. Бериллий и его сплавы
Свойства бериллия
Уникальные свойства бериллия, имеющего высокие значения коэффициентов тепло- и электропроводности, низкое сечение захвата тепловых нейтронов и высокое сечение рассеяния нейтронов, малый удельный вес и большое значение модуля нормальной упругости (см. табл. 23.1), делают его весьма привлекательным материалом для использования в технике, включая применения в активной зоне реакторов на тепловых нейтронах.
Естественный бериллий состоит из изотопа 4Ве9 с атомной массой около 9,01 и плотностью 1848 кг/м3. Электронная конфигурация атома бериллия имеет вид 1s22s2 − это двухвалентный металл II группы Периодической системы элементов Д.И. Менделеева. Искусственным путем получены радиоактивные изотопы, некоторые характеристики которых представлены в табл. 23.15.
|
|
|
|
Таблица 23.15 |
|
|
Характеристики радиоактивных изотопов бериллия |
||||
|
|
|
|
|
|
Изотоп |
Атомная |
Энергия связи |
Период |
Энергия |
|
масса |
на нуклон, МэВ |
полураспада |
излучения, МэВ |
||
|
|||||
Be6 |
6,022 |
4,41 |
0,4 с |
− |
|
Be7 |
7,019 |
5,33 |
53 сут |
γ, 0,453−0,485 |
|
Be8 |
8,008 |
7,02 |
10-16 с |
γ, 0,055 |
|
Be10 |
10,017 |
6,45 |
2,5 106 лет |
β, 0,56-0,65 |
|
Be11 |
11,028 |
5,69 |
− |
− |
|
Бериллий существует в двух кристаллографических модификациях: α-Be с ГПУ решеткой, существующий в интервале температур до 1254°С, и β-Ве с ОЦК решеткой, существующий в интервале температур от 1254 до 1284 °С − температуры плавления металла.
Получение металлического бериллия основано на магниетермическом восстановлении фтористого бериллия (магниетермический Be) или электролизе хлорида бериллия (электролизный Be). Химический состав получаемого металла в значительной мере определяется составом (чистотой) исходных солей и металла-
68

восстановителя1. Типичный состав магниетермических слитков и электролитического чешуйчатого Be, полученных в промышленных условиях, следующий: магниетермический бериллий 96% Be + + 2,31% (F, О, С) + 1,5% Mg + 0,19% (Fe, Al, Si, Ni, Cr, Mn, B, Ca);
электролитический бериллий 99,5 % Be + 0,33 % (О, С, Cl) + 0,17 % (Fe, Al, Si, Ni, Cr, Mn, Na, В). Из этих данных видно, что хотя электролитический Be более чист по сравнению с магниетермическим, оба сорта металла имеют высокое содержание неметаллических химических элементов. В качестве рафинирующих операций применяют вакуумный переплав металла в индукционных, дуговых, электронно-лучевых печах, вакуумную однократную или многократную дистилляцию (перегонку) металла, зонную плавку2.
Изделия из металлического Be могут быть получены методами
литья и порошковой металлургии3. Литой металл для практическо-
го применения требует соответствующей обработки давлением для разрушения литой структуры. Наибольшее распространение в технике получил металлокерамический (порошковый) бериллий.
По удельной прочности (прочности, отнесенной к плотности, например σв/ρ или σт/ρ) бериллий не имеет себе равных среди металлов. Механические свойства бериллия зависят от степени чистоты, технологии производства, микроструктуры и, в частности, наличия текстуры. В связи с этим свойства Be изменяются в широ-
ких пределах: σв = 280−700 МПа; σт = 230−680 МПа; δ = 2−20 % (как будет показано ниже, с использованием специальной технологии можно получать Ве со значением δ выше 100 %).
В практике конструирования и эксплуатации металлических изделий в машиностроении известно, что при δ = 2 % пластичность металла достаточна для компенсации посадочных напряжений. Ос-
таточное удлинение δ = 4÷6 % обеспечивает равномерное распределение напряжений в соединениях металлов, а δ = 10÷15 % позволяет эксплуатировать металл в конструкциях с концентраторами напряжений. Эти данные показывают, что для расширения использования Be в машиностроении необходимо создавать сплавы Be с достаточной пластичностью.
1Физическое материаловедение. Т. 5. − М.: МИФИ, 2008. Гл. 17. П. 17.3.1.
2Там же, п. 17.3.3. 3Там же, гл. 18, п. 18.6.
69

Характерной особенностью Be является анизотропия его свойств. Вследствие значительной анизотропии механических
свойств (например, τ(11 22)/τ(0001) ≥ 102, где τ − напряжение сдвига) в Be при деформации формируется текстура, степень совершенства
которой зависит главным образом от температуры и степени деформации. При определенных условиях базисная плоскость кристаллов стремится ориентироваться параллельно оси деформации.
Предел текучести σт поликристаллического Be в зависимости от размера зерна d описывается эмпирическим соотношением Холла−Петча:
σт = σi + Kyd-1/2. |
(23.3) |
Здесь σi и Кy − константы. Причем σi по значению близко к критическому напряжению сдвига монокристаллического Be, а Кy характеризует прочность блокирования дислокаций при передаче деформации от зерна к зерну. Зависимости σт от d для различных сортов Be приведены на рис. 23.18, соответствующие этим зависимостям коэффициенты σi и Кy − в табл. 23.16.
Рис. 23.18. Зависимость предела текучести σт от размера зерна
вбериллии при 20 °С:
1− горячепрессованный Be промышленной чистоты, содержащий 3,3−5,3 % ВеО; 2 − выдавленный Be промышленной чистоты (0,4−1,4 % ВеО) при растяжении
впродольном направлении; 3 − тот же металл, испытанный под углом 45° к оси выдавливания; 4 − тот же металл в горячепрессованном состоянии; 5 − листы, полученные прокаткой слитков горячепрессованного электролитического металла с
содержанием 0,2−1,8 % ВеО; 6 − листы, полученные осадкой и прокаткой слитков дистиллированного металла чистотой 99,9 %; 7 − листы, полученные прокаткой слитков электролитического металла чистотой 99,6 %
70
|
|
|
|
Таблица 23.16 |
Параметры σi и Kу в уравнении Холла−Петча (23.3) для Be |
||||
|
|
|
|
|
Способ обработки |
Выраженность |
Т, °С |
σi, МПа |
Ky, кг/мм3/2 |
|
текстуры |
|
|
|
Прокатка |
− |
20 |
11,3 |
2,94 |
(пруток и лист) |
|
|
|
|
Прокатка (электро- |
Базисная |
20 |
2,2 |
1,32 |
литичекий Be) |
|
100 |
5,0 |
0,63 |
|
|
200 |
6,5 |
0,15 |
Выдавливание |
Сильная |
20 |
0 |
3,33 |
|
базисная |
20 |
21 |
3,83 |
Выдавливание |
Сильная |
−100 |
14,1 |
1,4 |
|
базисная |
0 |
12,6 |
1,4 |
|
|
100 |
9,9 |
1,4 |
Горячее прессование |
Произвольная |
20 |
2,5 |
2,66 |
|
|
400 |
0 |
2,1 |
Горячее прессование |
Произвольная |
20 |
7,5 |
2,8 |
(технический Be) |
базисная |
20 |
9,0 |
1,46 |
Из данных табл. 23.16 видно, что величины σi и Ky зависят от текстуры (способа обработки). Примеси оказывают слабое влияние на Ky и более сильное на σi. Значение σi уменьшается с ростом температуры, причем у текстурированного металла это уменьшение не такое резкое, как у горячепрессованного.
Однако необходимо отметить, что уравнение (23.3) можно применять с некоторыми замечаниями. Оно не учитывает изменение деформации и упрочнение с повышением степени деформации, наличие частиц второй фазы, плотность точечных дефектов и другие факторы.
Серьезными недостатками Be являются токсичность его оксида (попадая в дыхательные пути, он вызывает тяжелое легочное заболевание − бериллиоз; на коже бериллиевая пыль, мелкие частицы вызывают зуд, а попадая в ранки − опухоли и язвы); высокая стоимость, связанная с малой распространенностью в природе
( 0,0005 %); низкие пластичность и технологичность.
Низкие значения относительного удлинения – это существенный недостаток бериллия, обусловленный особенностями его кристаллической решетки и, в определенной степени, чистотой
71

металла1. Кристаллическая решетка Ве сжата вдоль оси с (с/а = 1,567) по сравнению с «идеальной» ГПУ решеткой (с/а = 1,633). Вследствие этого межатомная связь не является ради- ально-симметричной, т.е. в направлении оси с (по призматическим плоскостям) имеет направленный, ковалентный характер. В базисной плоскости существует металлическая межатомная связь. В результате этого кристаллическая решетка Be обладает всего четырьмя независимыми системами скольжения, тогда как для обеспечения высокой пластичности необходимо не менее пяти систем.
Другими словами, наличие частично направленных (ковалентных) межатомных связей повышает сопротивление пластической деформации при понижении температуры, увеличивает анизотропию и обусловливает снижение относитльного удлинения. Некоторое повышение пластичности с ростом температуры является результатом термоактивации, позволяющей дислокациям перемещаться даже в решетке с направленными связями.
Другой важной причиной низкой пластичности Be являются примесные элементы. Технически чистый Be вследствие высокой химической активности по существу представляет собой сплав типа Be + ВеО + С + (0,1 0,5) % других примесных элементов. По некоторым данным Be технической чистоты содержит до 1% примесей металлических элементов и примерно столько же неметаллов. Примеси входят в твердый раствор, а также образуют дисперсные интерметаллидные фазы с бериллием (и между собой), находятся в свободном состоянии. Наличие примесей тормозит движение дислокаций и является одной из причин хладноломкости
(при T 230 C) и красноломкости (при Т = 450 650 С) техниче-
ского бериллия.
Под хладноломкостью понимают охрупчивание металлов при пониженных температурах испытаний. Хладноломкий металл разрушается с малыми пластическими деформациями при низких температурах. Температура перехода из хрупкого состояния в вязкое (Тх) зависит от вида деформации (растяжение, изгиб и др.), размера зерна, текстуры, состояния материала и не является его константой. При хладноломкости Tх связана с величиной размера зерна d:
1Физическое материаловедение. М.: МИФИ, 2007. Т. 2. Гл. 6. П. 6.5.2.
72
Tхр Bd1/2, |
(23.4) |
где B = const. То есть уменьшение размера зерна позволяет снизить температуру хрупко-вязкого перехода.
Явление «красноломкости» Ве технической чистоты при более высоких температурах связывают с образованием на границах зерен легкоплавких эвтектик (Be−Al, Be−Al−Si и др.) и одновременным дисперсионным упрочнением матрицы зерен. Из-за смещения баланса прочности зерен и границ в сторону первых наблюдается зернограничное разрушение, т.е. явление красноломкости.
Вследствие особенностей строения атома бериллий не образует непрерывных твердых растворов ни с одним из элементов таблицы Д.И. Менделеева. Более того, нет в природе химических элементов, растворимых в Be более 10 %. Ограничено растворимы в бериллии Сu (8 %), Ni и Ag (5 %), Со (4 %), Pd и Аu (около 3 %), Re (1 %), Ru (около 1 %), Fe (менее 0,4 %), Al (менее 0,35 %), Zr (менее 0,3 %).
Растворимость других элементов менее 0,1 %. Бериллий образует интерметаллиды и химические соединения с элементами из числа изученных на сегодня. Это обусловлено тем, что Be является наиболее электроотрицательным металлом, склонным к образованию соединений − бериллидов. Обращает на себя внимание необычный стехиометрический состав бериллидов, обогащенных атомами бериллия, например, МеВе13, МеВе17, Ме5Ве21, МеВе22. Вследствие трудностей получения чистейшего бериллия не изучено его взаимодействие с целым рядом элементов. Известно, что Be практически не взаимодействует с Bi, Sb и In.
Основными элементарными видами пластической деформации
бериллия являются: базисное (0001)<11 20>, призматическое
{10 10}<11 20> и пирамидальное {11 22}<11 23> скольжение,
а также двойникование {10 12}<10 11>. Критическое напряжение той или иной системы скольжения изменяется в широких пределах в зависимости от структурно-фазового состояния бериллия, температуры испытания. При комнатной температуре критические напряжения Ве по различным данным изменяются в широких
пределах: τ(0001) = 3,5÷36 МПа для базисного и τ{10 10} = 47÷67 МПа для призматического скольжения.
Критическое напряжение пирамидального скольжения, реализуемого при сжатии, практически сравнимо с разрушающими на-
73
пряжениями в Be технической и высокой чистоты. Разрушающие напряжения при сжатии Be при комнатной температуре
σсжв = 2100÷2300 МПа. Критическое напряжение двойникования
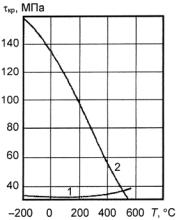
при комнатной температуре τдв = 35÷80 МПа. Температурные зависимости критических напряжений сдвига по базисной и призматической плоскостям приведены на рис. 23.19. Видно, что наиболее сильное влияние температура оказывает на τ{10 10}.
Кроме скольжения и двойникования при деформации бериллия наблюдаются некоторые типы несимметричной переориентации решетки
ввиде полос сброса и полос деформации, для которых характерно отсутствие строгих геометрических соответствий между деформированной областью и матрицей.
При пластической деформации Be
вусловиях возможного поперечного скольжения винтовых и переползания краевых дислокаций (при темпе-
ратуре выше 200−400 °С) образуется
Рис. 23.19. Критическое |
мелкоячеистая структура. |
Размер |
|
напряжение сдвига τкр |
ячеек d экспоненциально зависит от |
||
для монокристалла бериллия: |
температуры Т деформации: |
|
|
1 − базисная плоскость {0001}; |
αtT |
, |
(23.5) |
|
d Ae |
||
2 − плоскость призмы {10 11} |
где αt = 4 10-3 град-1; А − константа. |
||
Плотность дислокаций в ячейках оказывается очень высокой (выше 1014 м-2), а сама ячеистая структура неоднородна. Наличие неоднородных по строению ячеек с высокой плотностью дислокаций леса делает Be весьма хрупким с Тхр = 170÷190° С.
Одним из препятствий для образования совершенной ячеистой субструктуры в процессе деформации бериллия являются выделения второй фазы и наличие примесей в твердом растворе.
Стандартный потенциал Be составляет Ен0 = −0,8 В. Это свиде-
тельствует о его способности пассивироваться. В нейтральных средах, не содержащих хлоридов и сульфатов, Be пассивируется в широком интервале потенциалов; в воде высокой чистоты Be стоек.
74
Бериллий коррозионно-устойчив на воздухе при температуре ниже 400 °С. При температуре более 800 °С на поверхности металла образуется оксид бериллия. Сопротивление коррозии Be в воде в присутствии хлоридов и сульфатов, а также с увеличением pН > 6,5 уменьшается; оно падает с ростом температуры выше 300 °С. Поэтому при использовании Be при температуре воды выше 300−350 °С его очехловывают, например, сплавами циркония. При давлении в несколько десятков мегапаскалей Be стоек в сухом кислороде до 650 °С, в водяном паре и влажном кислороде − до 600 °С, в СО2 − до 700 °С. При Т = 500 °С он стоек в Na, содержащем 0,01% О2; при Т = 600 °С стоек в Li и эвтектике Pb−Bi.
Влияние легирования на структуру и механические свойства бериллия
При легировании металлов удается значительно изменить и улучшить их свойства, что является главной задачей легирования. Одной из предполагаемых задач легирования Be является улучшение его механических свойств, прежде всего, пластичности и вязкости разрушения. Повышение пластичности Be в принципе возможно изменением характера межатомной связи, т.е. увеличением отношения с/а кристаллической решетки до значений, близких к 1,59, соответствующих наиболее пластичным ГПУ металлам; нейтрализацией вредного действия примесей внедрения; устранением частиц второй фазы; измельчением зерна.
Возможности метода легирования для изменения характера межатомной связи весьма проблематичны из-за низкой растворимости большинства химических элементов в бериллии. Оценки показывают, что увеличение с/а легированием растворимыми в твердом растворе бериллия элементами может снизить температуру активации пирамидального скольжения и, следовательно, увеличить число систем скольжения и, в конечном итоге, пластичность. Эксперименты показали, что легирование Be медью и никелем действительно способствует пирамидальному скольжению при 20 °С, но это не привело к заметному увеличению пластичности. Легирование бериллия малыми количествами (0,3−0,5 %)Ti, Zr, Ce, Nb, Mo, Ca, Pt, Y, т.е. элементами, образующими бериллиды и имеющими весьма ограниченную растворимость, приводит, наоборот, к увели-
75
чению температуры хрупко-вязкого перехода Тх. Некоторое увеличение пластичности, достигаемое при легировании бериллия Al, Ag и Sn вследствие образования пластичных фаз сопровождается снижением его модуля нормальной упругости, удельной плотности и жаропрочности.
Примеси в Be могут находиться в состоянии пересыщенного твердого раствора и частиц второй фазы внутри зерна и по границам зерен и субзерен. Именно примеси способствуют хрупкому сколу, усилению двойникования и множественного скольжения, что в конечном итоге способствует росту Тх. Есть мнение, что глубокое рафинирование и снижение размера зерна одновременно позволяют повысить пластичность и прочность (вследствие упрочнения границ зерен), что следует из анализа формул (23.3) и (23.4). Кратковременная прочность увеличивается по мере снижения чистоты бериллия. Например, предел текучести магниетермического Be (чистота 99 %) выше предела текучести дистиллированного металла (чистота 99,8 %). Легирование Be медью и никелем позволяет
увеличить σв и σт.
Вязкость разрушения (KIC) бериллия непосредственно связана с его сопротивлением распространению трещины. При затруднении пластической деформации и ее неспособности эффективно тормозить трещину, имеются принципиальные возможности влиять на вязкость разрушения путем создания специальных гетерогенных структур типа эвтектик. Например, ударная вязкость таких эвтектических композиционных материалов на основе сплава Ве−Al выше, чем у бериллия.
С ростом температуры влияние примесей и легирующих элементов на механические свойства изменяется вследствие смены состояния примесей и добавок в бериллии. В зависимости от термической обработки Be может находиться в гомогенизированном (метастабильном) состоянии, а также быть частично или полностью состаренным. Кроме того, с ростом температуры изменяется механизм деформации от дислокационного скольжения при температурах ниже 400 °С до диффузионного переползания дислокаций с порогами и диффузионной ползучести при температуре выше 600 °С.
Температурные зависимости таких механических характеристик бериллия, как предел прочности σв, предел текучести σт и удлине-
76

ние до разрушения εр, представлены на рис. 23.20, а соответствующие характеристики исследованных образцов − в табл. 23.17.
Рис. 23.20. Температурные зависимости пределов текучести σт (а), прочности σв (б) и удлинения до разрушения εр (в) поликристаллического Be (обозначения кривых см. в табл. 23.17)
Таблица 23.17
Характеристики исследованных образцов бериллия
Номер |
Способ |
|
Чистота |
Параметры |
Размер |
Условия |
кривой |
получения |
Текстура |
образцов, |
термообра- |
зерна, |
механичес- |
на рис. |
образцов |
|
% |
ботки |
мкм |
ких испы- |
23.20 |
|
|
|
|
|
таний |
1 |
Прокатка |
Базисная |
99,6 |
830 °С, 1,5 ч |
200 |
Поперек |
|
слитков |
|
|
|
|
НП |
2 |
То же |
То же |
99,6 |
830 °С, 1,5 ч |
200 |
Вдоль НП, |
|
|
|
|
|
|
v = 0,2 |
|
|
|
|
|
|
мм/мин |
3 |
Программиро- |
" |
99,9 |
800 °С, |
13 |
Вдоль НП, |
|
ванное деформи- |
|
|
20 мин |
|
v = 0,2 |
|
рование слитков |
|
|
|
|
мм/мин |
4 |
Выдавливание |
" |
99,6 |
750 °С, 24 ч |
40−50 |
Вдоль НП |
|
слитков |
|
(0,22% Zr) |
|
|
|
5 |
Горячее |
Слабая |
95 |
Рекристалли- |
6,5 |
То же |
|
прессованние |
базисная |
(4,5% BeO) |
зационный |
|
|
|
|
|
|
отжиг |
|
|
6 |
Горячее |
То же |
97 |
То же |
9,6 |
" |
|
прессованние |
|
(2,3% BeO) |
|
|
|
|
(электролитичес- |
|
|
|
|
|
|
кий Ве) |
|
|
|
|
|
77
Окончание табл. 23.17
Номер |
Способ получения |
|
Чистота |
Параметры |
Размер |
Условия |
кривой |
Текстура |
механичес- |
||||
на рис. |
образцов |
образцов, |
термообра- |
зерна, |
ких |
|
|
|
% |
ботки |
мкм |
||
23.20 |
|
|
испытаний |
|||
7 |
Горячее |
Квази- |
99,4 |
850 °С, 14 ч |
20 |
Вдоль НП |
|
прессование |
изотроп- |
(0,3% BeO) |
|
|
|
|
(дистиллиро- |
ная |
|
|
|
|
|
ванный Ве) |
|
|
|
|
|
8 |
Горячее |
То же |
98,5 |
850 °С, 14 ч |
20 |
То же |
|
прессованние |
|
(0,5% BeO) |
|
|
|
|
(магниетермиче- |
|
|
|
|
|
|
ский Ве) |
|
|
|
|
|
9 |
Выдавливание и |
Слабая |
99,8 |
750 °С, |
31 |
v = 0,2 |
|
осаждение |
|
|
10 мин |
|
мм/мин |
|
слитока |
|
|
|
|
|
10 |
Трехкратное вы- |
То же |
99,8 |
750 °С, |
3−5 |
То же |
|
давливание и |
|
|
10 мин |
|
|
|
осаждение |
|
|
|
|
|
|
слитока |
|
|
|
|
|
11 |
Горячее |
Квази- |
99,2 |
1100 °С, |
60 |
" |
|
прессование |
изотроп- |
|
15 мин, |
|
|
|
|
ная |
|
vохл = |
|
|
|
|
|
|
= 100 °С/мин |
|
|
12 |
То же |
То же |
99,2 |
То же + |
60 |
" |
|
|
|
|
+ 750 °С, 40 ч |
|
|
13 |
" |
" |
99,2 |
То же + |
60 |
" |
|
|
|
|
+ 700 °С, 100 |
|
|
|
|
|
|
ч |
|
|
14 |
Прокатка |
Базисная |
99,92 |
800 °С, |
42 |
" |
|
слитков |
|
|
10 мин |
|
|
Примечание: НП − направление прокатки.
Анализ температурных зависимостей позволяет отметить ряд особенностей. У горячепрессованного Be (кривые 7 и 8 на рис. 23.20) в интервале 400−600 °С наблюдается заметное увеличение всех трех механических характеристик, обусловленное дисперсионным упрочнением вследствие относительно высокого (по сравнению с образцами 1 и 14) содержания примесных элементов.
У более чистого Be предел прочности в этом интервале температур изменяется плавно. Уменьшение σв при низких температурах (рис. 23.20, б, кривая 4) связано, по-видимому, с очень низкой пла-
78
стичностью и преждевременным разрушением вследствие недостаточного сопротивления зарождению и росту трещин. Легирование бериллия элементами, входящими в твердый раствор (Сu, Ni) или образующими бериллиды и другие частицы второй фазы (Fe, Nb, W, С, О и др.), приводит к повышению прочности при высоких температурах. Учитывая это, на практике используют оксид бериллия для повышения жаропрочности бериллия. Повышение прочности и пластичности в интервале температур до 500° С наблюдали при измельчении размера зерна (рис. 23.20, в, кривые 9 и 10). Анализ показывает, что относительное удлинение резко возрастает при некоторой температуре, зависящей от структуры и концентрации примесей (рис. 23.20, в, кривые 3, 5−7).
Наличие на границах зерен легкоплавких эвтектик (в частности, Be−Al или Be−Al−Si), а также дисперсионное упрочнение матрицы заметно снижают запас пластичности в области температур выше 400 °С. Связывание Al и Si в соединения путем комплексного (дополнительного) легирования (например, железом), глубокое старение для упрочнения границ зерен и рафинирования матрицы, очистка Be от нежелательных примесей позволяют устранить или ослабить красноломкость бериллия. Легирование Be цирконием (рис. 23.20, в, кривая 4), титаном, иттрием и другими химически активными элементами с большим сродством к примесям внедрения способствует повышению пластичности при температурах выше 200−300 °С. Эффект достигается, по-видимому, вследствие химического взаимодействия вводимых элементов с примесными элементами.
Как видно из табл. 23.17 и рис. 23.20, в, относительное удлинение Ве высокой чистоты (кривая 3) монотонно увеличивается с ростом температуры, достигая 100 % при 800 °С.
Таким образом, можно констатировать, что примеси и легирующие элементы существенно изменяют прочностные и пластические характеристики Ве при высоких температурах. Повысить пластичность Ве при температурах выше 300 °С можно рафинированием, легированием и термической обработкой. Эффективность метода термической обработки существенно зависит от содержания в Ве
79
железа и алюминия. Повышение пластичности сопровождаетя снижением упругости и жаропрочности.
Технологические методы повышения пластичности бериллия
Рассмотренные выше фактические данные по механическим свойствам Ве и его сплавов свидетельствуют о существенной зави-
симости их от вида предварительной обработки металла, техноло-
гии его получения. Поэтому рассмотрим возможности повышения механических свойств и, в первую очередь, пластичности технологическими приемами и методами.
1. Установлено, что применение металлокерамического Be является предпочтительнее литого металла. Схему получения изделий или заготовок из порошкового Be можно представить следующим рядом технологических операций: получение слитка → переплав для снижения уровня примесей → дробление слитка на частицы размерами в 10−20 мм → истирание (помол) этих частиц до 10−20 мкм → сортировка (классификация) частиц → компактирование.
2. Глубокое рафинирование методом зонной плавки за восемь проходов позволяет получать бериллий с высокой пластичностью (δ = 140 %) даже в литом состоянии; Ве с размером зерна 3−7 мкм и чистотой 99,99 %, полученный путем тройной вакуумной дистилляции и последующей семикратной зонной очистки, имел относительное удлинение δ = 400%. Таким образом, глубокая очистка и рафинирование позволяют получать пластичный и даже сверхпластичный бериллий. Однако эти технологии весьма дороги, малопроизводительные и лишены практической целесообразности.
3. Определенные резервы получения пластичного Be связаны с технологическими операциями получения порошков, позволяющими регулировать чистоту (степень загрязнения), размер и форму частичек металла. Для получения порошков применяют методы механического измельчения, распыления, испарения и конденсации, охлаждения жидких металлических брызг в свободном состоянии или на холодной поверхности, электролитического осаждения и плазменной сфероидизации бериллия. На стадии получение порошка важное значение имеет и среда, в которой осуществ-
80
ляется диспергирование (измельчение) металла, и связанное с ней загрязнение порошков. Например, прессуемость порошка и свойства металлокерамического Be зависят от содержания ВеО, Si, Fe, Ni, Cr. Так, пленка ВеО затрудняет спекание. Прочность горячепрессованного мелкозернистого Be возрастает с уменьшением размера порошка, однако оптимальной величиной считают размер около 7−10 мкм, обеспечивающий максимальное относительное удлинение. Дальнейшее измельчение порошка с последующим горячим или изостатическим прессованием не улучшает пластичности, что связано с загрязнением порошка по мере его измельчения.
Из зависимости свойств Be от содержания примесей, представленной в табл. 23.18, видно, что минимальный предел текучести и максимальное относительное удлинение имеют чистые по примесям образцы. Изменяя содержание ВеО, размер частиц ВеО, количество и соотношение металлических примесей из числа Fe, AL и Si, можно оказать существенное воздействие на высокотемпературные характеристики, повысить жаропрочность бериллия. Жаропрочность Be повышается также при нанесении на порошинки хрома (около 0,3 % по массе) вследствие образования интерметаллида СrВе12, который в процессе прессования препятствует росту зерна.
Таблица 23.18
Свойства и состав порошкового бериллия
Сорт бериллия |
Содержание примесей, % |
Свойства при 20 °С |
|
|||||
|
|
|
|
|
|
|
||
ВеО |
С |
ΣМе* |
σв, МПа |
σ0,2, МПа |
δ, % |
|||
|
||||||||
Магниетермический |
4,57 |
0,152 |
0,34 |
550 |
390 |
|
3,2 |
|
(грязный) |
|
|
|
|
|
|
|
|
Магниетермический |
2,29 |
0,111 |
0,21 |
580 |
380 |
|
4,1 |
|
(чистый) |
|
|
|
|
|
|
|
|
Электролитический и |
2,14 |
0,042 |
0,056 |
540 |
280 |
|
6,0 |
|
зонно-рафинированный |
|
|
|
|
|
|
|
|
* ΣМе − суммарное количество металлических примесей.
4. Процессы предварительного уплотнения порошков путем вибрации, холодного прессования, изостатической подпрессовки, воздействием взрыва и другими методами способствуют лучшему
81

компактированию бериллия при последующем горячем или теплом изостатическом прессовании. Лучшие результаты получены при применении предварительного виброуплотнения с последующим горячим обычным (Т = 1000÷1100 °С, р = 50÷700 МПа, τ = 14÷20 ч)
или изостатическим (Т = 700÷950 °С, р = 70÷100 МПа, τ ≈ 2 ч) прессованием. Компактность металла в целом увеличивается по мере роста давления и температуры прессования. Путем горячего прессования получают Be с δ ≤ 4 %, а при изостатическом прессовании с твердофазной средой δ ≥ 4,5 %. С ростом температуры испытаний механические характеристики существенно изменяются. Как видно на рис. 23.21, предел прочности горячепрессованного Be монотонно снижается, а относительное удлинение сначала увеличивается (до температуры 400 °С), а затем снижается вследствие
усиления явления красноломкости при температуре около 600 °С.
Рис. 23.21. Статистически обработанные результаты механических испытаний горячепрессованного Be:
а − предел прочности; б − относительное удлинение в зависимости от температуры; цифры над кривыми − доля образцов, значения свойств которых равны или превышают значения, характеризуемые этой кривой
5. Механические свойства прессованного Be значительно улучшаются при последующей обработке давлением: прокатке, ковке, выдавливании, раскатке и другом деформировании. Обычно эти операции проводят при нагреве (400−1000 °С) с обязательной очехловкой бериллия стальными или никелевыми оболочками для его равномерного деформирования, смазки и защиты от окисления. В результате получают листы, фольги, трубы, проволоку и другой прокат. Механические свойства листов сложным образом зависят
82

от структуры и состава исходного металла, условий прокатки и отжига, размера зерна и текстуры. Например, из данных рис. 23.22 видно, что относительное удлинение листового Be существенно зависит от размера зерна и возрастает по мере измельчения зерна в широком интервале температур испытания.
В отличие от прессованного листовой Be менее чувствителен
ккрасноломкости (см. рис.
23.22 и 23.21, б). Пластичность листового Be сложным образом зависит от степени обжатия, проходя через максимум при обжатии 6−10 % вследствие изменения характера текстуры таким образом, что активируется базисное скольжение.
На рис. 23.23 видно, что экстремальная зависимость δ от степени обжатия сохраняется независимо от направления растяжения прокатанного листа: вдоль или поперек прокатки. При больших обжатиях, как видно на рис. 23.23, анизотропия относительного удлинения в плоскости листа возрастает. Легирование бериллия Сu, Ni, Cr и Fe заметно упрочняет прокат, но пластичность не увеличивает.
О существенной зависимости механических свойств Be от способа получения заготовки на примере кольцевых образцов можно судить по данным табл. 23.19, которые показывают, что раскатка улучшает свойства деформированных заготовок бериллия. Аналогично действует ковка, повышая предел прочности горячепрессованного Be от 280−420 МПа до 490−700 МПа и относительного удлинения от 0,5−2 % до 8−10 %. Следует, однако, помнить, что де-
83
формируемость Be зависит от содержания примесей, частиц второй фазы, однородности заготовок по примесям и размера зерна, содержания ВеО. Для ковки недопустим бериллий, содержащий количество примесей более следующих предельных концентраций:
ВеО − 3%; С − 0,15%; Al − 0,085%; Ti − 0,04 %; Si − 0,05 %; Cr − 0,02 %; Fe − 0,2 %; Ni − 0,03 %; Mn − 0,035 %; Mg − 0,05 %.
Таблица 23.19
Зависимость механических свойств кольцевых образцов бериллия (в тангенциальном направлении) от способа обработки
Способ обработки |
σв, МПа |
σ0,2, МПа |
δ, % |
ψ, % |
Горячее прессование и |
560 |
330 |
8,5 |
8,3 |
раскатка |
|
|
|
|
Обратное выдавливание |
440 |
320 |
5 |
6 |
|
|
|
|
|
Обратное выдавливание и |
560 |
350 |
15 |
15 |
раскатка |
|
|
|
|
Осадка заготовки в блин |
520 |
330 |
10 |
10 |
|
|
|
|
|
Осадка заготовки в блин и |
610 |
390 |
− |
− |
раскатка |
|
|
|
|
При обработке Be замечено, что увеличение количества операций при обработке сопровождается, во-первых, улучшением пластических характеристик и, во-вторых, уменьшением степени анизотропии механических свойств. Это хорошо видно из данных табл. 23.20.
Таблица 23.20
Механические свойства бериллия в зависимости от способа обработки изделий
Метод обработки |
σв, МПа |
σ0,2, МПа |
δ, % |
Направление |
|
испытания |
|||||
|
|
|
|
||
Обратное выдавливание и |
650 |
590 |
2 |
По окружности |
|
формовка |
780 |
620 |
10 |
Вдоль оси |
|
Осадка, обратное выдав- |
720 |
600 |
16 |
По окружности |
|
ливание и формовка |
700 |
570 |
10 |
Вдоль оси |
|
Выдавливание, осадка, |
720 |
610 |
16 |
По окружности |
|
обратное выдавливание и |
730 |
600 |
19 |
Вдоль оси |
|
формовка |
|
|
|
|
84
Сплавы бериллия и их применение
Уникальные физические, теплофизические, удельные физикомеханические и ядерные свойства Be предопределили его применение в ракетно-космической, авиационной, военной, атомной, приборостроительной технике и других отраслях промышленности.
Высокие значения модуля упругости, независимость их от температуры до 450 °С позволяют широко использовать прокат и профили бериллия для изготовления деталей крыльев, рулевых систем, панелей, обшивки соединительных элементов, переходных частей, каркасов и оболочек ракет, сверхзвуковых самолетов и спускаемых космических аппаратов.
Высокие значения удельной прочности и жесткости позволяют использовать бериллиевую проволоку микронной толщины в качестве армирующих волокон при создании композиционных материалов на основе Al и Ti в качестве элементов антенн космических аппаратов, рулевых тяг и других силовых элементов ракетнокосмической техники.
Хорошие удельная теплоемкость и теплопроводность позво-
ляют использовать Be и его сплавы в виде проката в качестве теплозащитных экранов головных частей и крыльев спускаемых космических аппаратов, кабин космонавтов, деталей радиаторов и теплообменной аппаратуры, дисков тормозов самолетов, сопел и камер сгорания ракетных двигателей и других деталей.
Бериллий является одним из лучших материалов для деталей конструкций, где особо важны собственная масса конструкции, жесткость ее силовых элементов. Расчеты показали, что самолет, изготовленный на 80 % из бериллия, будет в 2 раза легче, чем из алюминия. При этом на 40 % увеличивается дальность полета и значительно повышается грузоподъемность самолета.
Малая плотность и высокие прочностные характеристики
обеспечивают хорошую устойчивость бериллия к резонансным колебаниям, что позволяет использовать его в акустической технике, при изготовлении точных приборов наведения, гироскопов. Совокупность многих свойств делает Be незаменимым металлом для изготовления зеркал и других элементов лазерной космической оптики, точных инструментов.
85
Бериллий используют в качестве источника нейтронов по реакциям 94 Be (α, n)12С, 94 Be (d, n)510В, 94 Be (p, n) 95 Be е, планируют использовать в бланкете термоядерного реактора для размножения нейтронов по реакции 94 Be (n, 2n)2 42 He .
Бериллий слабо поглощает γ-излучение и поэтому используется в качестве окон рентгеновских трубок, хорошо пропускающих излучение.
Бериллий используют как наполнитель при создании композиционных материалов, в которых он выступает как упрочнитель, а Al или Ti − как пластичная матрица. Например, известны сплав лакеллой (Be + 38 % Al) эвтектического типа со слабой взаимной растворимостью и достаточно пластичной алюминиевой матрицей, сплав мэйтекс этого же типа (Be + 25 % Al). Высокая вязкость разрушения этих сплавов определяется пластичной матрицей, обеспечивающей снижение концентрации напряжений вблизи частиц бериллия и увеличение деформируемости этих частиц вследствие обволакивания пластичной оболочкой. В целом сплавы типа лакеллоя по эффективности применения в конструкциях превосходят алюминиевые и магниевые сплавы, а по обрабатываемости сравнимы со сплавами магния. Недостатками лакеллоя являются низкие жаропрочность и жесткость.
Весьма низкое сечение захвата тепловых нейтронов σа = = 0,009 10-28 м2 против 0,185 10-28, 0,235 10-28 и 0,066 10-28 м2 соот-
ветственно у Zr, Al и Mg − основных конструкционных материалов реакторов на тепловых нейтронах, и малая плотность предопределили использование Ве и его оксида ВеО в качестве материалов замедлителей и отражателей нейтронов в ядерно-энергетических установках подводных лодок и космических аппаратов, исследова-
тельских реакторах. Вследствие хороших ядерных свойств, высокой температуры плавления (около 2550 °С), низкого давления паров и высокой термостойкости − основных достоинств ВеО, оксид нашел применение в технике в качестве конструкционного материала, замедлителя и отражателя нейтронов в высокотемпературных ЯЭУ. Вместе с тем, недостаточная технологичность не позволяет использовать Ве для изготовления тонкостенных оболочечных трубок твэлов.
86
При облучении нейтронами бериллий достаточно устойчив, сохраняя размеры и сопротивление коррозии до флюенсов Фн ≈ (2÷3) 1025 м−2. При этом несколько снижается теплопроводность металла, возрастают пределы прочности и текучести, падает относительное удлинение. Весьма нежелательным является образо-
вание в Be гелия и трития по (n, α)-реакциям: |
|
|
9Be + n → 8Be + 2n; |
(23.6) |
|
|
$ 24He |
|
9Be + n → 6Вe + 4He; |
6Li + n → 4He + 3H. |
(23.7) |
$ 6Li + β−
Гелий и тритий, диффундируя в бериллии, накапливаются в пустотах и на границах зерен. Это вызывает газовое распухание, достигающее при флюенсах ~ 1024 м−2 до 1−2 % при температуре
облучения Тобл = 700−750 °С и 3−5 % при Тобл = 750−900 °С, и снижает и без того низкую пластичность (усиливает охрупчивание)
бериллия.
Анализ применяемых сплавов Be в различных областях техники показывает, что их круг выглядит достаточно малым в сравнении с другими металлами. Это обусловлено тем, что легированием не удается устранить хладноломкость бериллия. Тем не менее легирование позволяет повысить прочность, жаропрочность и коррозионную стойкость бериллия. Повышение коррозионной стойкости Be в СО2 и водяном паре, по данным И.И. Папирова, достигается легированием кальцием (0,25−0,95 %). Хорошее сопротивление коррозии в СО2 имеют сплавы Be с (0,05−3) % Mg или с (0,1−3) % Сu. Повышения прочности коррозионно-стойких Be−Са-сплавов добиваются путем легирования Zr, Nb, V или Ti в количествах от 0,1 до 2 %.
В практике известны следующие порошковые многокомпонентные сплавы бериллия:
(60−80)%Ве + (12,7−39,5)%Al + (0,1−3,6)%Mg + (0,08−1,5)%Si; (50−90)%Be + (0,5−30)%Al + (0,5−40)%Сu + до 5%Si + до 12%Ni; (50−80)%Be + (13,3−50)Cu + до 5,5%Sn; (60−90)%Be + (1−12)%Al + + (9−30)%Сu + до 12%Ni + 3%SiO.
Благодаря изотропности структуры и свойств некоторые из этих сплавов рекомендуются для изготовления ответственных деталей гироскопов. Такие детали можно существенно упрочнить методом дисперсионного твердения при соответствующей обработке.
87
23.1.4. Титан и его сплавы
Свойства титана
Малая плотность, высокие прочностные свойства (см. табл. 23.1) в сочетании с хорошей коррозионной стойкостью и технологичностью делают титан перспективным материалом для изготовления самых разнообразных узлов и деталей современной передовой техники (в первую очередь − для изделий специального назначения − космических аппаратов, подводных лодок, военной техники и т. д.).
Титан известен с 1791 г., но в чистом виде получен в 1910 г. Титан имеет две аллотропические модификации − α и β с температурой фазового перехода α ' β при Т = 882 °С. Фаза α имеет ГПУ решетку с параметрами а = 0,2950 и с = 0,4683 нм при отношении с/а = 1,5873; β-фаза титана имеет ОЦК решетку с параметром а = 0,3280 нм и существует до температуры плавления, равной 1664 °С. Электронная структура свободного атома титана имеет недостроенную d-оболочку 3p63d24s2, т.е. Ti является переходным металлом IVа группы таблицы Д.И. Менделеева. Анализ физических и физико-химических свойств (см. табл. 23.1) показывает, что Ti не магнитен, обладает малым удельным весом, высокой удельной прочностью и хорошей коррозионной стойкостью, технологичен: куется, штампуется, прокатывается (только в горячем состоянии), сваривается аргонно-дуговой сваркой, хорошо обрабатывается резанием.
К недостаткам титана следует отнести высокую стоимость производства, низкий модуль упругости; технический Ti даже при комнатной температуре склонен к ползучести; активное взаимодействие при высоких температурах со всеми атмосферными газами вследствие высокого сродства к водороду, кислороду, азоту и углероду. Примеси образуют с титаном твердые растворы и промежуточные фазы: оксиды, гидриды, нитриды и карбиды, которые повышают прочность, одновременно снижают пластичность, ухудшают технологические свойства и коррозионную стойкость титана.
Особо необходимо указать на возможность водородного охрупчивания титана. Известно несколько механизмов водородного ох-
88
рупчивания при комнатной температуре. В одном случае хрупкое разрушение обусловлено локализацией пластической деформации под действием водорода. В другом случае разрушение титана следует за разрушением хрупких гидридов в процессе пластической деформации. Первый механизм предпочтительнее, когда действуют большие напряжения, а второй − в случае малых напряжений. Следует отметить, что при низких напряжениях идет ускоренное образование гидридов. Опасность водородной хрупкости накладывает ограничения на содержание водорода, которое в техническом Ti не должно превышать 0,008−0,012 %. В то же время при горячей обработке используют эффект водородного пластифицирования титана, проявляющийся в снижении σ0,2 и повышении ψ (табл. 23.21).
Таблица 23.21
Механические свойства титана технической чистоты с различным содержанием водорода
Н2, % |
σ0,2, |
δ, % |
ψ, % |
Н2, % |
σ0,2, |
δ, % |
ψ, % |
|
МПа |
МПа |
|||||||
|
|
|
|
|
|
|||
0,005 |
102/37 |
11/78 |
71/94 |
0,2 |
74/15 |
20/44 |
87/99 |
|
0,1 |
85/21 |
34/55 |
86/94 |
0,3 |
68/13 |
16/55 |
95/99 |
Примечание: В числителе приведены значения механических свойств при температуре испытания 600 °С, в знаменателе − при 800 °С.
Механические свойства Ti зависят от чистоты и структуры. Обычно металлы с ГПУ структурой имеют пониженную пластичность из-за ограниченного количества систем скольжения. Титан, как и Zr, представляет исключение из этого правила вследствие благоприятного соотношения параметров кристаллической решет-
ки (с/а ≈ 1,59). Титан пластически деформируется |
скольжением |
||||||||||
({1 |
|
|
|
|
|
|
|
|
|
|
двойниковани- |
1 |
00} <1120 > ,{0001} <1120 >,{1 1 01} <1120 > и |
||||||||||
ем.
Типичные значения механических характеристик Ti:
σв = 300÷700 МПа, σ0,2 = 180÷330 МПа, δ = 20÷46 %, ψ = 69÷75 %,
ак = 50÷150 кДж/м2. Титан имеет малое деформационное упрочнение, а в интервале температур 200−400 °С проявляет склонность к деформационному старению. С ростом температуры пластичность
89

Ti падает, и при 500 °С наблюдается минимум δ, обусловленный особенностями пластической деформации.
Взаимодействие титана с легирующими элементами
Типичные виды начальных участков диаграмм состояния двойных сплавов титана представлены на рис. 23.24. Характерным для диаграмм является наличие двух ярусов из-за наличия α- и β-фаз титана. В β-Ti девять элементов образуют непрерывные твердые растворы, причем Nb, Mo, Та и W − неограниченные, a Sc, V, Cr, Zr, Hf − катотектические. Ограниченно растворимы (α > 1%) в α-Ti 28 химических элементов, а в β-Ti − 45 элементов; 12 элементов образуют нижние перитектики (из них Mg, Al, Cu, Zn, Bi) и 5 элементов − верхние (Re, Os, О, N, С); 45 элементов образуют с Ti эвтектики. Таким образом, видно, что титан − прекрасная основа для легирования и разработки новых сплавов.
Рис. 23.24. Классификация начальных участков диаграмм состояний двойных сплавов титана
Если исходить из необходимости разработки прочных сплавов титана, то условия выбора основных легирующих элементов, повидимому, можно записать следующим образом:
αα-Ti > 0,2 %; ω > 0,7.
90
Здесь критерий распределения легирующего элемента ω отнесен к β-Ti, так как эта фаза кристаллизуется из жидкого состояния, при переходе из которого развивается химическая неоднородность состава.
Критерием выбора основных легирующих элементов соответст-
вуют Al, V, Cr, Mn, Fe, Zr, Nb, Mo и Sn. Значения α и ω для этих элементов представлены в табл. 23.22.
Таблица 23.22
Значения критериев α, ω, γ для основных легирующих добавок в титане
Характерис- |
Zr |
Al |
Sn |
Nb |
V |
Mo |
Mn |
Cr |
Fe |
тика |
|
|
|
|
|
2 |
|
|
|
αα-Tl |
50 |
17 |
9,5 |
5 |
5 |
0,65 |
0,50 |
0,2 |
|
|
|
|
|
|
|
1 |
|
|
|
ωβ-Ti |
1 |
0,91 |
0,89 |
1 |
1 |
0,77 |
1 |
0,76 |
|
|
|
|
|
|
|
0,063 |
|
|
|
γα-Ti |
1 |
0,400 |
1,05 |
0,057 |
0,080 |
0,240 |
0,037 |
0,015 |
|
|
|
|
|
|
|
|
|
|
|
Минимальные значения критерия термообработки1 γα-Ti указывают на наиболее эффективные легирующие добавки с точки зрения применения термообработки (V, Mo, Nb, Cr, Fe).
Титановые сплавы малочувствительны к скорости затвердевания из расплава, и поэтому их трудно модифицировать. Тем не менее, наиболее эффективным измельчителем титана является бор, коэффициент распределения которого в β-Ti составляет ω = 0,25.
Наиболее вредными элементами для титана считают С, N, О и Н, хотя, как видно из рис. 23.24, С, N и О образуют верхние перитектики на обоих ярусах диаграмм и имеют ω > 1. В этом случае, как известно, не следовало бы ожидать ухудшения пластичности титана. К числу вредных относят Y, Се, Са, Sr, P, S, Se и некоторые другие элементы.
При выборе комплекса легирующих элементов важной является их взаимная растворимость между собой и растворимость в титане. Эти данные приведены в табл. 23.23, из которых видно, что наиболее значительной взаимной растворимостью обладают Ti, Zr, Nb, V, Mo и Мn.
1Физическое материаловедение. Т. 5. − М.: МИФИ, 2008. Гл. 16. П. 16.2.3.
91

Таблица 23.23
Взаимная растворимость элементов (в %)
Элемент |
Zr |
Al |
Sn |
Nb |
V |
Mo |
Mn |
|
|
|
|
|
|
|
|
-Ti |
100 |
48,3 |
16 |
100 |
72 |
100 |
30 |
|
|
|
|
|
|
|
|
-Ti |
50 |
17 |
9,5 |
5 |
5 |
2 |
0,65 |
|
|
|
|
|
|
|
|
Zr |
100 |
26 |
17 |
100 |
16,5 |
21 |
10,2 |
|
|
|
|
|
|
|
|
Al |
0,28 |
100 |
1,5 l0-2 |
6,5 10-2 |
0,2 |
0,07 |
0,85 |
Sn |
3 10-3 |
1,8 |
100 |
1,8 10-3 |
3,5 10-3 |
1,4 10-4 |
5,5 10-4 |
Nb |
100 |
23 |
11 |
100 |
100 |
100 |
|
|
|
|
|
|
|
|
|
V |
7 |
10 |
5 |
100 |
100 |
100 |
100 |
|
|
|
|
|
|
|
|
Mo |
4 |
18 |
0,1 |
100 |
100 |
100 |
30 |
|
|
|
|
|
|
|
|
Mn |
1,25 |
35 |
8 |
2,4 |
100 |
30 |
100 |
|
|
|
|
|
|
|
|
Из анализа диаграмм состояния двойных систем Ti с легирующими элементами (см. рис. 23.24) видно, что некоторые элементы (Al, Ga, Ce, La, С, О, N) повышают температуру ( )-фазового перехода, расширяют концентрационную область существования-Ti и относятся к группе -стабилизаторов. Другая часть элементов понижает температуру ( )-превращения и расширяет об-
|
ласть существования |
-Ti. |
Это |
|
|
-стабилизаторы: Мо, V, Nb, Zr, |
|||
|
Mn и другие элементы. |
|
|
|
|
Основные легирующие элемен- |
|||
|
ты, вводимые в Ti, вызывают по- |
|||
|
вышение его прочности (рис. |
|||
|
23.25) и жаропрочности вследст- |
|||
|
вие твердорастворного и диспер- |
|||
|
сионного упрочнения. Кроме того, |
|||
|
алюминий |
улучшает |
удельную |
|
|
прочность и модуль упругости, |
|||
|
уменьшает склонность Ti к водо- |
|||
Рис. 23.25. Влияние легирующих |
родному охрупчиванию. Образуя с |
|||
титаном |
интерметаллиды |
Т13Al |
||
элементов на прочность (а) |
( 2-фаза), TiAl и TiAl3, алюминий |
|||
и пластичность (б) титана |
||||
(А.Ф. Белов) |
позволяет в широких пределах из- |
|||
92
менять прочность. Однако вследствие существенного снижения пластичности содержание в Ti алюминия ограничивают 7 % (рис. 23.25, б).
Элементы Sn и Zr понижают склонность Ti к хладноломкости, улучшают его свариваемость, увеличивают прочность и жаропрочность при низких и средних температурах, повышают термическую стабильность. Олово используют совместно с Al для укрупнения охрупчивающей фазы α2-Ti3Al и повышения пластичности сплава. Ниобий совместно с титаном образует сверхпроводящий сплав, используемый для реальных технических целей.
Классификация и структура сплавов титана
Анализ взаимодействия легирующих элементов с титаном (см. рис. 23.24) показывает большие возможности для разработки различных сплавов на основе титана. Это связано с наличием широких областей растворимости легирующих элементов в Ti и существованием двух его аллотропических модификаций.
Выбирая соответствующие легирующие элементы, можно получить однофазные (α или β) или двухфазные (α + β) сплавы титана. Типичные микроструктуры α-, (α + β)- и β-сплавов титана представлены на рис. 23.26. Фазу β можно фиксировать при комнатной температуре, легируя титан β-стабилизаторами. Значения критических концентраций легирующих элементов, позволяющих фиксировать так называемый титановый аустенит (β-фазу) при комнатной температуре, представлены в табл. 23.24.
Таблица 23.24
Критические концентрации легирующих элементов в Ti для фиксации при комнатной температуре β-структуры
Легирующий |
|
Критические концентрации |
|
элемент |
|
|
|
Массовая, % |
Атомная, % |
Электронная, эл/ат |
|
Fe |
4−5,7 |
4,5−4,9 |
4,2 |
Мn |
5,5 |
5,0 |
4,2 |
Ni |
6,9−8,2 |
5,8−6,8 |
4,2−4,3 |
Mo |
11 |
5,8 |
4,1 |
V |
17 |
18,4 |
4,2 |
Nb |
36 |
23,0 |
4,2 |
93

|
0,5 мм |
|
а |
|
|
50 мкм |
|
|
б |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
50 мкм |
|
|
в |
|
|
0,5 мм |
|
г |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 23.26. типичные микроструктуры α-, (α + β)- и β-сплавов титана: а − равновесная α-фаза в нелегированном титане, отожженном при 700 °С в течение 1 ч; б − равновесная (α + β)-структура; в − игольчатая
(α + β)-структура сплава Ni − 6Al − 4V; г − равновесная β-структура в сплаве Ti − 13V − 11Cr − 3Al (Е.В. Коллингз)
Важно подчеркнуть, что для фиксации β-фазы при комнатной температуре в Ti необходимо ввести такое количество легирующей добавки, чтобы электронная концентрация сплава была равна
4,1−4,3 эл/ат.
Классификацию сплавов Ti осуществляют исходя из соотношения в структуре α- и β-фаз.
Сплавы с α-структурой. Как правило, α-фазные сплавы имеют структуру твердого раствора (см. рис. 23.26, а) и не упрочняются термической обработкой. К этой группе относят Ti технической чистоты, например ВТ1-00, ВТ1-0; титан, легированный α-стабилизаторами, например Ti−Al, Ti−Al−Sn, и сплавы титана, легированные небольшими (Сдоб < Скр по табл. 23.24) добавками β- и α-стабилизаторов, например, системы Ti−Al−Мn, Ti−Al−Sn и др. (табл. 23.25).
94

Таблица 23.25
Химический состав и механические свойства некоторых α-сплавов титана
Содержание элементов, %
Сплав
Al Zr V C Fe Si
ПТ-7М 2,3 2,5 − 0,1 0,25 0,12
ПТ-3В 4,2 − 2,2 0,1 0,25 0,12
РК-20 − 20 − <0,5 <0,2 0,1
|
Механические |
|
||
Фазовый |
|
свойства |
|
|
состав |
σв, |
σ0,2, |
δ, |
ψ, |
α-фаза |
МПа |
МПа |
% |
% |
530 |
440 |
22 |
46 |
|
α-фаза + |
725 |
650 |
10 |
24 |
+ 3,5% β-фазы |
|
|
|
|
|
615 |
560 |
29 |
66 |
Микроструктура α-сплавов зависит от вида и количества легирующих добавок и скорости охлаждения. При медленном охлаждении кристаллиты α-фазы в виде пластин растут в β-матрице (см. рис. 23.26, г) под контролем диффузионного перераспределения легирующих элементов между фазами. Поэтому возникают комплексы одинаково ориентированных пластинчатых α-кристаллов, между которыми находятся области, обогащенные примесями. Если содержание β-стабилизирующих примесей (или легирующих элементов) значительное, то на межпластинчатых границах может фиксироваться β-фаза и обогащенная β-стабилизаторами α-фаза. При увеличении скорости охлаждения ширина α-пластин уменьшается. При закалке в пределах исходного β-зерна возникают мелкие мартенситные примеси.
Упрочнение α-сплавов достигается усложнением состава легирующего комплекса, т.е. увеличением числа и количества легирующих добавок и холодной пластической деформацией. Прочность α-сплавов титана сравнительно невелика, но зависит от структурного состояния. Рекристаллизованные сплавы имеют
σв ≈ 490÷840 МПа, σ0,2 ≈ 470÷800 МПа, δ ≈ 14÷23 %. В сплавах,
медленно охлажденных из β-области (крупнозернистых),
σв ≈ 500÷800 МПа, σ0,2 ≈ 390÷720 МПа, δ ≈ 11÷20 %. Сплавы, бы-
стро охлажденные из β-области, имеют σв ≈ 500÷920 МПа,
σ0,2 ≈ 400÷860 МПа, δ ≈ 9,3÷24 %. Свойства быстро охлажденных из β-области сплавов отличаются от сплавов рекристаллизованных
и медленно охлажденных из β-области более высокими прочност-
95
ными свойствами и меньшими пластическими. Это связано с тем, что в сплавах титана β → α-превращение протекает по мартенситному механизму. Возникающая при этом мартенситоподобная структура не является пересыщенным твердым раствором, как в системе Fe−С.
Среди основных групп титановых сплавов (α, α+β, β) α-сплавы обладают наиболее оптимальным сочетанием коррозионных, физи- ко-механических, радиационных, технологических и других свойств:
-высокая коррозионная стойкость в воде и водяном паре до
400 °С;
-достаточные пластичность и ударная вязкость;
-отсутствие хладноломкости в исходном и облученном состояниях;
-высокая радиационная стойкость в условиях эксплуатации ЯЭУ;
-стабильность механических свойств при длительных термических воздействиях;
-надежная свариваемость в различных толщинах без охрупчивания зоны термического влияния;
-равнопрочность сварных соединений и основного металла;
-хорошая технологичность при изготовлении полуфабрикатов (труб, поковок, листов и др.).
Титановые α-сплавы хорошо изучены и широко применяются в судостроении и судовой атомной энергетике. Химический состав и механические свойства некторых α-сплавов титана представлены в табл. 23.25.
Сплавы с β-структурой. Однофазные β-сплавы можно получить при значительном легировании титана β-стабилизаторами (см. табл. 23.24, рис. 23.26, г). Мартенситное превращение в этих сплавах не реализуется, тем не менее быстрое охлаждение сплавов применяют с целью подавления процессов диффузионного распада β-фазы.
Формирование заданной структуры β-сплавов осуществляется варьированием термической обработки. Нагрев до температуры 780−900 °С с последующим охлаждением на воздухе или в воде позволяет получить однородный твердый раствор с определенной
96
микроструктурой. Механические свойства таких сплавов определяются однородностью -твердого раствора и микроструктурой. Такие сплавы (например, системы Ti Al V) отличаются достаточно высокой пластичностью ( = 15 25 %, = 70 %) и ударной вязкостью (ак = 250 280 кДж/м2) и относительно невысокими прочностными характеристиками ( 0,2 550 600 МПа). Характерными особенностями -сплавов, обработанных на твердый раствор, являются: малый разрыв между значениями в и 0,2; низкие значенияр; высокие значения , так как деформация протекает и в областях, соседних зоне образовавшейся шейки; высокие значения ударной вазкости ак.
Механические свойства можно улучшить, получая заданную микроструктуру сложной термообработкой, состоящей из закалки и последующего одно- и двухступенчатого старения. В этом случае прочностные свойства определяются природой -твердого раствора, дисперсностью и равномерностью распределения продуктов распада этого раствора и будут выше по сравнению с приведенными в табл. 23.26 цифрами.
Таблица 23.26
Механические свойства -сплавов титана
Марка |
Легирующий |
Термооб- |
Механические свойства |
|||
|
|
|
|
|||
сплава |
состав, % |
работка |
в, МПа |
, % |
, % |
ак, кДж/м2 |
ВТ15 |
3Al 7Мо 11Сr |
Закалка |
880 1020 |
12 25 |
35 55 |
50 100 |
|
|
Закалка и |
350 1500 |
4 |
|
|
|
|
старение |
|
|
|
|
ТС6 |
3Al 5Mo 6V 11Cr |
Закалка и |
1400 1500 |
4 |
|
|
|
|
старение |
|
|
|
|
ИВТ-1 |
3Al 7Мо 5,5Cr 3Fe |
Закалка и |
1400 1700 |
1 10 |
11 22 |
|
|
|
старение |
|
|
|
|
4201 |
30Mo |
Отжиг |
820 |
18 |
|
|
Из практики создания титановых сплавов (см. рис. 23.25) и данных табл. 23.26 известно, что легирование хромом можно считать наиболее целесообразным для повышения прочности. Но необходимо учитывать возможность образования интерметаллида TiCr2, вызывающего охрупчивание. Образование интерметаллида можно
97
замедлить добавками V и Мо. В том случае, когда требуются высокие значения ударной вязкости и пластичности, рекомендуют применять β-сплавы в закаленном состоянии при исключении длительных нагревов выше температур 350−400 °С. Для получения высокой прочности (до 1500 МПа) рекомендуют закалку и старение в интервале температур 480−520 °С. При этом необходимо помнить, что пластичность снизится (δ ≈ 3 ÷ 5 %).
Механические свойства сварных соединений из β-сплавов с контролируемым уровнем примесей находятся на уровне свойств самого сплава, но при старении с целью повышения прочности может произойти охрупчивание металла шва и околошовной зоны.
Двухфазные (α + β)-сплавы титана. Структура двухфазных многокомпонентных сплавов титана зависит от степени легирования и термической обработки, определяющих состояние каждого из α- и β-твердых растворов (см. рис. 23.26, б, в). Наиболее распространенной термообработкой является закалка и последующее старение. При старении прочность сплава повышается за счет частичного распада β-фазы и выделения β-стабилизаторов из α-фазы. Для обработки двухфазных сплавов применяют отжиги первого и второго рода, основанные на фазовой перекристаллизации, а также изотермический отжиг для обеспечения термической стабильности и длительной прочности в процессе эксплуатации. В (α + β)- сплавах, например системы Ti−Al−V, могут существовать и третьи фазы, часто в виде приграничных образований.
К двухфазным относятся и некоторые α-титановые сплавы, в которых после закалки и старения выделяется дисперсный интерметаллид.
Механические свойства (α + β)-сплавов зависят от состава и термической обработки. В отожженном состоянии предел прочности сплавов систем Ti−Al−V составляет σв = 850÷1100 МПа при
δ = 8÷12 %; для систем Ti−Al−Mo−Cr−Si−Fe σв = 1050÷1250 МПа при δ = 8÷20 %. В закаленном и состаренном состояниях сплавы различного состава имеют σв = 1150÷1550 МПа при δ = 5÷8 %.
Необходимо подчеркнуть, что существенное повышение прочности (α + β)-сплавов за счет термообработки (до 1550 МПа) сопровождается значительным снижением пластичности (до δ = 5 %), что может затруднить обработку сплавов давлением. Это в опреде-
98
ленной степени связано с тем, что при быстром охлаждении (α + β)-сплавов из β-области происходит бездиффузионное мартенситное превращение. Образование мартенситной структуры (см. рис. 23.26, в) сопровождается значительным повышением σв и снижением δ. В этой связи и при сварке (α + β)-сплавов происходит существенное снижение их пластичности и охрупчивание. Поэтому большинство (α + β)-сплавов титана или являются несвариваемыми, или обладают ограниченной свариваемостью.
Термическая обработка и фазовый состав титановых сплавов
В зависимости от состава при формировании заданной структу-
ры сплавов титана применяют рекристаллизационный отжиг, стабилизирующий отжиг для снятия напряжений, закалку и старение, химико-термическую обработку. Рекристаллизационный отжиг холоднодеформированного материала целесообразно проводить выше рабочей температуры, но ниже температуры (α ' β)-перехода во избежание роста зерна. Обычно это температура 700−800 °С. Отжиг для стабилизации структуры проводят при 750−850 °С для стабилизации β-фазы в (α + β)-сплавах. Закалку осуществляют быстрым охлаждением сплава, например, в воду от температур существования β- или (α + β)-областей диаграммы состояния системы Ti с легирующими элементами.
Термическая обработка позволяет широко изменять микроструктуру, особенно (α + β)-сплавов титана. Например, на рис. 23.27 показаны различные типы микроструктур двухфазного сплава Ti−6Al−4V, сформированные охлаждением из β-области (рис. 23.27, а, б), быстрым охлаждением (закалкой) из (α + β)- области (рис. 23.27, в−е).
После закалки двухфазного сплава можно зафиксировать метастабильные фазы типа α′ и α′′, а при закалке β-сплавов − метастабильные фазы ω и β′. Нестабильная α′- (α′′)-фаза представляет собой пересыщенный твердый раствор с параметрами кристаллической решетки, отличными от параметров α-сплава. Неравновесные α′- и β′-фазы при последующем старении распадаются на стабильные фазы α и β с выделением из твердого раствора легирую-
99

щих элементов или интерметаллидов титана с легирующими элементами: α′ → α + Ме (TimMen), β′ → α + β в мелкодисперсном состоянии. Температура старения в этом случае 480−550 °С. Интерметаллическая фаза обычно вызывает охрупчивание сплава.
а) г)
б) д)
в) е)
0,1 мм
Рис. 23.27. Типичные микроструктуры α-, (α + β)- и β-сплавов титана:
а− равновесная α-фаза с небольшим количеством межкристаллитной β-фазы;
б− равноосная и игольчатая α-фаза с небольшим количеством межкристаллитной β-фазы; в − островки равноосной α-фазы в игольчатой (β-превращенной)
α-матрице; г − небольшое количество равноосной α-фазы в игольчатой (β-превращенной) α-матрице; д − игольчатая (пластинчатого типа) α-фаза
(β-превращенная) на границах исходных β-зерен; е − колонии α-пластин (β-превращенная структура) и α-фаза на границах исходных β-зерен
(Е.В. Коллингз)
Превращение β → α′ при закалке протекает как классическое мартенситное превращение подобно превращениям в стали и аналогично превращениям в циркониевых сплавах (см. гл. 24). Температура начала мартенситного β → α′-превращения Мн снижается
100
по мере увеличения количества растворенных переходных d-металлов (Nb, V, Mo, Cr, Mn, Fe) и при определенной концентрации достигает комнатной температуры (рис. 23.28). При мартенситном превращении в сплавах Ti кристаллическая решетка ОЦК переходит в ГПУ за счет сдвиговой перегруппировки атомов вдоль плоскости {112} β-фазы (ОЦК) параллельно направлению <111> в этой плоскости. При этом осуществляются следующие ориентаци-
онные соотношения решеток: (110)β || (0001)α и [111]β || [1120]α. В
двойных и тройных сплавах титана наблюдается обратимость
(β ' α′)-превращения, т.е. при быстром нагреве осуществляется переход α′ → β.
В титановых среднелегированных сплавах при закалке из β-области фиксируется ω-фаза (аналогично β → ω-превращению в циркониевых сплавах), состав которой близок β-фазе (см. гл. 24). Это превращение идет в нанообъемах (около 5 нм) β-фазы, повидимому, сдвиговым механизмом. Характерным для ω-фазы является необычное сочетание параметров ГПУ решетки (с < а) и образование при определенной концентрации легирующих элементов.
В ряде сплавов Ti с некоторыми
d-элементами (V, Nb, Та и др.), для которых разница атомных размеров (rTi − rMe) меньше 7 %, при закалке из β-области образуется α′′-фаза, представляющая собой пересыщенный твердый раствор легирующих элементов в ГПУ титане. Концентрационная область (в единицах е/а) существования α′′-фазы в сплавах находится, как видно из рис. 23.29, между α′- и ω-фазами. Аллотропическое мартенситное превращение β-фазы в α′ и α′′ (на рис. 23.28 общее обозначение αm) происходит ниже температуры Мн начала превращения. Из хода кривой Мн следует, что мартенситное превращение может происходить и в условиях структурных флуктуаций с образованием ω-фазы.
101

Рис. 23.29. Мартенситные фазы α′ и α′′ (общее обозначение αm) и ω-фаза в сплавах титана с переходными металлами (е/а − электронная концентрация). Включены данные,
полученные после закалки и после старения (Е.В. Коллингз)
Регулируя фазовый состав и структуру путем легирования и термической обработки, можно добиться эффективного действия тех или иных механизмов упрочнения и создать жаропрочные титановые сплавы. Механизмы упрочнения применяют разные. Чаще всего используют упрочнение твердого раствора многокомпо-
нентным легированием. Это упрочнение можно усилить, введя упорядоченные ГПУ частицы (α2-фаза) и интерметаллиды. Эф-
фективны выделения интерметаллических соединений в β-фазах
(α + β)-сплавов. Чем сложнее элементный состав интерметаллида, тем эффективнее упрочнение и выше термическая устойчивость сплава. Например, при введении Мо в сплав Тi−6Al−4V наблюдается перераспределение V между α- и β-фазами под действием сильного β-стабилизатора молибдена. Эффекты перераспределения легирующих элементов важны и потому, что они вызывают перераспределение и примесей. Все это, как эффекты разных взаимосвязей при комплексном легировании, необходимо учитывать и по возможности прогнозировать ожидаемый результат.
Коррозионная стойкость сплавов титана
Титан относится к металлам с отрицательным электродным потенциалом ( Ен0 = −1,63 В) и, следовательно, является химически
активным металлом. Тем не менее Ti обладает высокой коррозионной стойкостью благодаря быстрому образованию на его поверхности устойчивой оксидной пленки, прочно связанной с металлом и обладающей защитными свойствами. Одним из устойчивых
102
оксидов титана является рутил ТiО2. Энтальпия его образованияH2980 = 944,6 кДж/моль. Устойчивая оксидная пленка на Ti обра-
зуется при окислении на воздухе, анодном окислении и самопассивации в растворах. Титан легко пассивируется, о чем можно судить по данным табл. 23.27.
|
|
|
|
Таблица 23.27 |
||
Потенциал и ток пассивации металлов в Н2SO4 |
|
|
|
|||
|
|
|
|
|
|
|
Параметр |
Fe |
Ni |
Сr |
|
Ti |
|
Ток пассивации, А/м2 |
2 103 |
2 102 |
3 102 |
|
6 10-1 |
|
Потенциал пассивации, В |
+0,58 |
+0,15 |
0,35 |
|
0,25 |
|
По способности к пассивации Ti уступает только таким металлам, как Та и Nb. Пассивное состояние Ti сохраняется во многих средах и растворах, но особенно в хлорсодержащих растворах.
Титан является наиболее стойким металлом в атмосферных условиях и морской воде. Его кавитационно-эрозионная стойкость в жидкой среде находится на уровне стойкости коррозионно-стойких сталей. Титан обладает устойчивой пассивностью в морской проточной воде при температуре металла до 100 °С и плотности теплового потока порядка 0,60 МВт/м2. Поэтому Ti и его сплавы хороши для корабельных теплообменников с высокими тепловыми нагрузками и большими скоростями движения теплоносителя.
Коррозионная устойчивость однофазных гомогенных сплавов титана находится на уровне металла технической чистоты. Более высокой кислотостойкостью по сравнению с Ti обладает сплав Ti + 0,2% Pd благодаря образованию на поверхности оксидов ТiO2 + PdO2. Однако стойкость сплавов с гетерогенной структурой обычно ниже стойкости нелегированного титана. Это относится к двухфазным сплавам с интерметаллической дисперсной фазой, например сплавам Ti Сr и Ti Мn, и к эвтектическим сплавам, например Ti Fe, Ti Ni. Заметная коррозия наблюдается на высоколегированных сплавах системы Ti Al.
Металлы, подобные Ti, коррозионная стойкость которых определяется устойчивостью оксидной пленки, подвержены коррозион-
ному растрескиванию под напряжением. Образующаяся при на-
гружении трещина в защитной оксидной пленке открывает поверх-
103
ность незащищенного металла. Кроме того, сама трещина представляет собой коррозионную пару, в которой катодом является боковая поверхность, а анодом − вершина трещины. Характер появления и раскрытия трещины определяется не только уровнем напряжений, но и природой сплава, его гетерогенностью. Эксперименты свидетельствуют о том, что сплавы с низкой коррозионной стойкостью в большей степени подвержены и коррозионному растрескиванию под напряжением. Поэтому предпочтение нужно отдавать сплавам с гомогенной структурой, определяемой как легированием, так и термической обработкой.
Развитию коррозионного растрескивания способствует водород, который в силу высокой подвижности в титане под действием напряжений накапливается вблизи вершины трещины даже при низких температурах. Из литературы известно несколько механизмов транспорта водорода к трещине, включая направленную диффузию под действием напряжений и перемещения водорода дислокациями. Накапливаясь вблизи вершины трещины за счет восходящей диффузии, водород способствует ее раскрытию (росту) под действием напряжений.
При нахождении Ti в водородосодержащей среде возможна водородная коррозия, обусловленная образованием на поверхности гидрида титана и последующим его отслаиванием. Одной из причин разрушения гидрида и, следовательно, водородной коррозии является возникновение внутренних напряжений при росте гидрида и, по-видимому, затрудненность их релаксации.
Промышленные сплавы титана и их применение
По технологии производства титановые сплавы подразделяют на деформируемые, литейные и порошковые. Состав и свойства деформируемых титановых сплавов представлены в табл. 23.28.
Из данных табл. 23.28 видно, что большинство деформируемых сплавов обязательно содержат Al как основной легирующий элемент. Прочностные свойства зависят от структуры, причем наиболее прочными являются гетерофазные сплавы системы
Ti−Al−V−Mo−Cr−Fe.
104

Таблица 23.28
Средний химический состав, %, и свойства деформируемых титановых сплавов
Сплав |
|
Химический состав, % |
Механические свойства |
||||||
|
Аl |
Mn |
V |
Мо |
Сr |
Прочие |
σв, МПа |
δ, % |
ак, кДж/м2 |
|
|
|
|
|
Сплавы со стр |
уктурой α-фазы |
|
||
ВТ5 |
5 |
− |
− |
− |
− |
− |
700−900 |
10−15 |
450−600 |
ВТ5-1 |
5 |
− |
− |
− |
− |
2,5Sn |
750−950 |
10−15 |
500−800 |
|
|
|
|
|
Псевдо α-сплавы |
|
|
||
ОТ4 |
3 |
1,5 |
− |
− |
− |
− |
700−900 |
10−15 |
500−1000 |
ОТ4-2 |
6 |
1,5 |
− |
− |
− |
− |
1000−1200 |
12−20 |
400−800 |
ВТ18 |
7,5 |
− |
− |
1,0 |
− |
11Zr;1Nb; |
1100 |
9 |
200−400 |
|
|
|
|
|
|
0,3 Si |
|
|
|
|
|
|
|
|
α |
+ β-сплавы |
1100−1150 |
|
|
ВТ6* |
6 |
− |
4 |
− |
− |
− |
15 |
400−800 |
|
ВТ8* |
6,5 |
− |
− |
3,5 |
− |
0,3Si |
1100−1250 |
10−15 |
200−600 |
ВТ9* |
6,5 |
− |
− |
3,5 |
− |
2Zr; |
1100−1300 |
8−14 |
200−500 |
|
|
|
|
|
|
0,2Si; |
|
|
|
ВТ14* |
5,5 |
− |
1,0 |
3,0 |
− |
− |
1150−1400 |
6−10 |
300 |
ВТ16* |
2,5 |
− |
4,5 |
4,5 |
− |
− |
1250−1450 |
4−6 |
400−600 |
ВТ22* |
5,0 |
− |
5,0 |
5,0 |
1,0 |
1Fe |
1200−1600 |
4−12 |
300 |
ВТЗ-1 |
6,0 |
− |
− |
2,5 |
2,0 |
1Fe; 0,2Si |
1000−1200 |
10−16 |
300−600 |
|
|
|
|
|
Псевдо β-сплавы |
|
|
||
ВТ15 |
3 |
− |
− |
8 |
11 |
− |
1300-1500 |
6 |
250 |
ВТЗО |
− |
− |
− |
11 |
− |
4,5 |
1400-1500 |
7-11 |
− |
|
|
|
|
|
|
β-сплавы |
|
|
|
ТС6 |
3 |
− |
6 |
5 |
11 |
− |
− |
− |
− |
4201 |
− |
− |
− |
33 |
− |
− |
860-900 |
16 |
800 |
Примечание. Свойства сплавов, отмеченных звездочкой *, приведены после закалки и старения; свойства псевдо β-сплавов − после старения; остальных − в отожженном состоянии.
Из литературных данных известно, что α-сплавы и псевдо α-сплавы, как правило, хорошо свариваются, наиболее технологичны, сохраняют пластичность в широком интервале температуры от −253 до +450 °С. Жаропрочность α-сплавов недостаточная. Они применяются до 350 °С. Псевдо α-сплавы благодаря наличию до 5 % β-фазы более жаропрочны. Так, сплав ВТ18 может кратковре-
105
менно использоваться до 800 °С, а длительно − при 550 °С (σ100550чo С = 450 МПа).
Общей чертой (α + β)- и β-сплавов является плохая свариваемость, хотя сплав ВТ14 сваривается удовлетворительно. Сплавы с (α + β)-структурой эксплуатируются кратковременно до 750 °С, а длительное время − до 500 °С. Сплавы с β-структурой достаточно дороги из-за большого количества дорогостоящих β-стабилизи- рующих легирующих добавок. Но это и наиболее прочные сплавы титана (σв ≤ 1800 МПа), обладающие высокой коррозионной стойкостью и применяемые в химической промышленности для изготовления разных емкостей.
Состав и свойства литейных сплавов титана представлены в табл. 23.29. Литейные сплавы отличаются высокой жидкотекучестью. Свойственные литейным сплавам дефекты (усадочные поры, ликвация) в определенной степени можно устранить горячим изостатическим прессованием. Наиболее технологичным из числа литейных сплавов является ВТ5Л, который хорошо сваривается, пластичен, но имеет низкую прочность. Наиболее жаропрочен сплав ВТ3-1Л.
Таблица 23.29
Химический состав, %, и механические свойства литейных титановых сплавов
Сплав |
|
Химический состав, % |
Механические свойства |
||||||
|
|
|
|
|
|
|
|
|
|
|
AL |
Сr |
Мо |
V |
Прочие |
σ |
δ |
а |
, кДж/м2 |
|
|
|
|
|
|
в, МПа |
, % |
к |
|
ВТ1-0 |
− |
− |
− |
− |
− |
450 |
15 |
|
500 |
ВТ5Л |
5,0 |
− |
− |
− |
− |
700−900 |
6−13 |
300−700 |
|
ВТ3-1Л |
5,5 |
2,0 |
2,0 |
− |
0,2Si |
1050 |
5 |
|
300 |
ВТ14-Л |
5,0 |
0,5 |
3,0 |
1,0 |
0,5Fe |
900 |
5 |
|
300 |
ВТЛ1 |
5,0 |
− |
− |
− |
1Si |
850 |
5 |
|
150 |
ВТ21Л |
6,6 |
0,35 |
0,7 |
1,2 |
5Zr; 0,35Fe |
1000 |
4 |
|
200 |
Практически большинство рассмотренных титановых сплавов можно получать методами порошковой технологии. При этом снижается расход металла и стоимость деталей, улучшаются (не ухуд-
106
шаются) прочностные свойства, обеспечивается высокая однородность материала.
Наибольшая температура эксплуатации титановых сплавов не превышает 550−590 °С, т.е. составляет около 0,47Тпл вследствие низкого сопротивления ползучести. Повышение рабочих температур связывают с увеличением доли интерметаллидов Ti3Al, TiAl. Сплавы на основе алюминидов титана обладают жаропрочностью и жаростойкостью, сравнимой с жаропрочными никелевыми сплавами.
Титан и его сплавы широко используют в электронной технике, авиации, космической технике, в химии, атомной энергетике. Например, в авиации Ti применяют в газотурбинных двигателях (лопатки, диски), для защиты передней кромки крыльев сверхзвуковых самолетов. Из титана изготавливают детали самолетов вертикального взлета, ракет различного назначения. Высокая удельная прочность при сжатии, хорошее сопротивление усталостному разрушению, вязкое разрушение, высокое сопротивление коррозионному растрескиванию, коррозии и эрозии в морской воде, высокая технологичность сплавов титана, например Ti−6Al−4V, позволяют изготавливать из них различные емкости для хранения нефти, добываемой в море, корпуса подводных лодок. Такие лодки развивают в воде скорость более 40 узлов, их трудно обнаружить благодаря немагнитному титановому корпусу. В судостроении из сплавов титана изготавливают опреснительные установки, теплообменники, детали газотурбинных и других двигательных установок.
Сплавы Ti, например типа NiTi, обладают эффектом памяти формы, обусловленным образованием мартенсита деформации и его обратным превращением в исходное состояние при нагреве. Этот эффект позволяет широко применять сплавы в различных областях, включая медицину.
Титан обладает высоким сродством к кислороду и азоту и поэтому используется в качестве геттера и сорбента в геттероионных насосах.
Малый удельный вес в сочетании с высокой удельной прочностью, коррозионной стойкостью и хорошей технологичностью
делает титан перспективным материалом для изготовления парогенераторов и других узлов специальных ЯЭУ. Его также рассматривают в качестве кандидатного материала термоядерных реакторов
107

(ТЯР) будущего. Например, сплавы Ti−6Al−4V считают перспективными для корпуса разрядной камеры ТЯР. Однако для окончательного решения о выборе сплавов титана в качестве конструкциионного материала ЯЭУ необходимо исследовать степень наводороживания Ti по реакции Ti + 2Н2О → TiO2 + 2Н2 и вероятность водородного охрупчивания в условиях ТЯР, т.е. при нейтронном облучении, термоциклическом и механическом нагружении в водородосодержащей среде.
Радиационная стойкость титана определяется его сопротивле-
нием упрочнению, охрупчиванию и распуханию. Нейтронное облу-
чение титана, его α-сплавов Ti−Al−Zr и Ti−Al−Zr−Nb−V и сплавов Ti−20 % Zr, Ti−30 % Zr в реакторе ВВР−М при плотности потока (5÷7) 1017 нейтр./(м2 с) и температуре (250 ± 30) °С показало, что быстрые нейтроны (Фн = 2 1025 м−2) вызывают упрочнение сплавов в среднем на 30 % и снижение относительного удлинения при комнатной температуре до δ = 3,5÷6 %. Наименьшее снижение удлинения и ударной вязкости обнаружено на чистом титане ВТ1-0.
Последовательное изучение радиационного упрочнения двойных сплавов типа Ti−Al, Ti−V, Ti−Zr показало, что радиационное упрочнение существенно зависит от структурно-фазового состояния сплавов. На рис. 23.30, а представлены данные по зависимости упрочнения Ti от количества легирующих добавок (Al, V, Zr).
Рис. 23.30. Радиационное упрочнение сплавов титана:
а− влияние концентрации легирующих элементов на упрочнение титана;
б− радиационное упрочнение при Фн = 9 1023 м2 сплавов Ti−AL (1),
Ti−V (2) и Ti−Zr (3)
108
Степень упрочнения увеличивается при легировании в последовательности Zr, V, AL. Радиационное упрочнение Ti, как видно из рис. 23.30, б, в наибольшей степени возрастает при малых концентрациях (< 2 %) β-стабилизирующих элементов. При легировании α-стабилизирующим алюминием наблюдается радиационное разупрочнение Ti, обусловленное, по-видимому, радиационностимулированным снятием остаточных напряжений, обычно возникающих на межфазных (α и Ti2Al) границах. Радиационное упрочнение в сплавах Ti−V при малом количестве легирующей добавки (до 2 %) связывают с упрочнением α′-фазой, выделяющейся в виде тонких пластин в α-фазе. Легирование Ti нейтральным цирконием (с точки зрения стабилизации α и β-фаз) вызывает лишь небольшое радиационное упрочнение.
Из анализа данных рис. 23.30 можно сделать вывод о том, что радиационному упрочнению в наибольшей степени подвержены сплавы титана, содержащие мартенситоподобные фазы (α′-обо- гащенная ванадием) и в меньшей степени сплавы с твердорастворным (Zr, Al) и интерметаллидным (Al) упрочнением.
На рис. 23.31 приведены зависимости предела текучести и относительного удлинения α-сплавов титана от дозы облучения нейтронами. Характерной особенностью этих зависимостей для титановых сплавов является наличие длительного инкубационного периода, во время которого свойства сплавов практически не изменяются. Продолжительность инкубационного периода зависит, прежде всего, от температуры облучения, а также от химического и фазового составов сплавов. Так, например, сплав ПТ-3В системы Ti−Al−V с содержанием 3,5% β-фазы имеет более короткий инкубационный период, чем однофазный сплав РК-20.
Облучение при температуре до 250 °С вызывает более значительное радиационное упрочнение и снижение пластичности исследуемых материалов, чем при высоких температурах.
Титановые α-сплавы с нормированным содержанием примесей внедрения нехладноломки. Ударная вязкость сплавов ПТ-7М и ПТ-3В при отрицательных температурах сохраняется на высоком уровне, что, наряду с результатами испытаний на статическое растяжение, указывает на отсутствие склонности сплавов к хрупким
109

разрушениям при различных условиях нагружения и пониженных температурах.
Рис. 23.31. Зависимость физико-механических свойств титано-циркониевого сплава РК-20 (|) и титановых сплавов ПТ-3В (V) и ПТ-7М (□, ■) от флюенса облучения при различных температурах: |, V, □, О − испытания при температуре облучения; ■ − испытания при 20 °С (В.В. Рыбин, С.С. Ушков, О.А. Кожевников)
110
Особенно следует отметить, что при всех исследованных условиях нейтронного облучения, в том числе в атомных ледоколах, не обнаружена радиационная хрупкость образцов из титановых сплавов как при статическом, так и при динамическом нагружениях.
Радиационное упрочнение и охрупчивание Ti меньше, чем у коррозионно-стойких аустенитных сталей и зависит от состава сплавов. Значительное охрупчивание титановых сплавов происходит лишь при флюенсах, превышающих 1025 м-2. Благодаря сохранению высокой пластичности после нейтронного облучения, низкому темпу снижения ее от флюенса нейтронов и отсутствию хрупких разрушений α-сплавы титана могут успешно конкурировать со сталями различных классов − от низколегированных до аустенитных.
Радиационное упрочнение Ti и его сплавов при нейтронном облучении вызвано образованием скоплений точечных дефектов в
виде вакансионных петель в плоскостях {1 1 00 } с вектором Бюр-
герса b = 1/3<1120 >, дефектов упаковки R = 1/6< 2023 > размером несколько микрометров и пор, имеющих огранку плоскостями {10 1 1} и (0001). С ростом температуры радиационное упрочнение снижается.
Наибольшую пластичность из сплавов Ti−Al−Zr, Ti−Al−Zr−Nb−V, Ti−20% Zr, Ti−30% Zr при облучении сохраняют два последних. При нейтронном облучении охрупчивание усиливается с увеличением содержания в сплаве примесного кислорода, азота и водорода. Однако под действием облучения гидриды могут раствориться, и в этом случае суммарное охрупчивающее действие водорода и нейтронного облучения снизится.
Распухание Ti и его сплавов невелико в отличие от аустенитных хромоникелевых сталей и даже высоконикелевых сплавов. Имити-
руя действие нейтронного облучения, α-сплавы Ti облучали тяже-
лыми ионами Аr+ (Е = 2 МэВ, Т = 300÷700 °С) и Cr3+ (E = 3,8 МэВ,
Т = 500 °С) и установили, что при уровне повреждений 80 сна максимум распухания наблюдается при температуре 400−500 °С и составляет всего 0,05−0,6%. Наибольшее распухание (0,6 %) обнаружено на Ti технической чистоты, а наименьшее (0,05 %) на сплаве Ti−30% Zr. При нейтронном облучении максимум распухания наблюдается в интервале 500−600 °С (рис. 23.32).
111

Рис. 23.32. Температурная зависимость радиационного распухания титановых сплавов:
| − сплав ПТ-7М, Аr+, 2 МэВ, 80 сна; □ − сплав ПТ-27, Cr3+ 3,8 МэВ, 80 сна; U − сплав ВТ-1М, Cr3+ 3,8 МэВ, 80 сна; y − сплав ПТ-7М, Cr3+ 3,8 МэВ, 80 сна;
× − сплав ВТ1-1, облучение нейтронами до флюенса 1027 м−2 ( 80 сна)
Контрольные вопросы
1.Дайте характеристику растворимости химических элементов в алюминии.
2.Что такое электроотрицательность химического элемента Периодической системы Д.И. Менделеева? Определите электроотрицательность алюминия.
3.Назовите основные легирующие элементы для создания прочных алюминиевых сплавов.
4.Каким критериям должны удовлетворять вспомогательные легирующие элементы для алюминия?
5.Дайте характеристику видов упрочнения на основе легирования алюминия.
6.Назовите вредные примеси в алюминии с точки зрения механических свойств.
7.Дайте характеристику сплавов типа дюралюминий.
8.Изобразите структуру сплава Аl − 2% Сu, воспользовавшись диаграммой состояния системы сплавов на рис. 23.6.
9.Изобразите структуру сплава Аl − 11,7% Si, воспользовавшись диаграммой состояния системы сплавов на рис. 23.10.
10.Укажите состав и вид термообработки для создания самого жаро-
прочного сплава в системе Аl−Сu.
11.Что общего и в чем различие между естественным и искусственным старением сплавов на основе Al?
12.Назовите наиболее жидкотекучие сплавы в системах Al−Cu, Al−Si, Al−Mg и Al−Li.
13.Опишите распад пересыщенного твердого раствора Сu в Аl и эволюцию выделений второй фазы.
112
14.Дайте общую характеристику свойств алюминий-магниевых сплавов типа АМг.
15.Дайте общую характеристику свойств алюминий-кремниевых спла-
вов.
16.Дайте общую характеристику свойств алюминий-литиевых спла-
вов.
17.Каковы преимущества совместного легирования Аl магнием и кремнием по сравнению с раздельным легированием?
18.Дайте объяснения влиянию Fe на коррозионную стойкость Аl, в том числе и совместно с Ni.
19.Какие сплавы алюминия относятся к металлокерамическим?
20.Почему по мере увеличения температуры коррозионная стойкость Аl на воздухе снижается?
21.Обоснуйте выбор количества Fe и Ni как легирующих элементов в
Аl и опишите фазовый состав в системе сплавов Al−Ni−Fe.
22.Дайте характеристику оксидной пленке на Аl как защите металла от коррозии.
23.Опишите особенности коррозии Аl в воде при температуре выше
100°С.
24.Назовите принципы легирования с целью повышения коррозионной стойкости Аl в воде при повышенных температурах.
25.Назовите меры борьбы с интеркристаллической коррозией Аl в во-
де.
26.Дайте характеристику свойств сплавов Аl, применяемых в ЯЭУ.
27.Дайте характеристику радиационной стойкости сплавов Al, их совместимости с топливом и другими конструкционными материалами.
28.Дайте характеристику свойств магния.
29.Дайте характеристику растворимости химических элементов в Mg.
30.Назовите основные легирующие элементы для создания прочных магниевых сплавов.
31.Каким критериям должны удовлетворять вспомогательные легирующие элементы для магния?
32.Назовите вредные примеси в Mg.
33.Дайте характеристику сплавов в системе Mg−Al.
34.Изобразите структуру (эскиз) сплава Mg−5% Аl, Mg−12,7% Аl, воспользовавшись диаграммой состояния системы сплавов Mg−AL на рис. 23.15.
35.Изобразите структуру (эскиз) сплава Mg−0,05% Се, воспользовавшись диаграммой состояния системы сплавов Mg−Се на рис. 23.15.
113
36.Продолжите кривые зависимости σ100 и НВ от содержания Аl в Mg
всторону увеличения содержания Аl (рис. 23.15).
37.Объясните причины возникновения максимума жаропрочности в
системе сплавов Mg−Аl при содержании 6−7% Аl (рис. 23.15).
38.Объясните ход кривой длительной прочности в системе Mg−Се по мере увеличения содержания Се (рис. 23.15).
39.Укажите вид термообработки сплава с 5% Аl в системе Mg−Al, позволяющей получить максимум жаропрочности.
40.Выберите составы жидкотекучих сплавов в системах Mg−Al, Mg−Mn, Mg−Zn, Mg−Се, Mg−Th, Mg−Ni, Mg−Be и укажите наиболее жидкотекучий из них.
41.Учитывая снижение сопротивления ползучести сплавов по мере роста рабочей температуры, укажите предельно допустимые рабочие тем-
пературы сплавов систем Mg−Al и Mg−Zn, сравните их между собой.
42.Укажите достоинства и недостатки сплавов систем Mg−Zr, Mg−Zn−Zr, Mg−Th−Zn−Zr и сравните свойства сплавов, укажите преимущества и недостатки сложного легирования.
43.При каких условиях оксидная пленка защищает Mg от дальнейшего окисления? Причины этого.
44.Как вы понимаете причины ускорения коррозии Mg в пароводяной среде при росте рабочей температуры?
45.Назовите предпочтительную для Mg и его сплавов рабочую среду, сделав термодинамическое обоснование возможных реакций Mg со средой.
46.Назовите принципы легирования с целью повышения коррозионной стойкости Mg в воздухе, воде и СO2.
47.Проведите сравнение коррозионной стойкости сплавов систем
Mg−Al и Mg−Be−Zr.
48.Каково влияние Be на коррозионную стойкость Mg в СО2?
49.Каково влияние термической обработки на коррозионную стойкость Mg и его сплавов?
50.Назовите примеры использования магниевых сплавов в ЯЭУ.
51.Какие промышленные отработанные для ядерных реакторов сплавы магния Вы знаете?
52.Дайте характеристику совместимости сплавов магния с ураном, его сплавами и соединениями.
53.Дайте характеристику радиационной стойкости магниевых сплавов.
54.Дайте характеристику кристаллической структуры и свойств бериллия.
114
55.Какие требования к пластичности металлов предъявляет машиностроение? Как удовлетворяет Be этим требованиям?
56.Каким образом изменяется предел текучести Be в зависимости от размера зерна?
57.Назовите достоинства и недостатки бериллия.
58.Каковы причины низкой пластичности бериллия?
59.Дайте характеристику хладноломкости бериллия.
60.Дайте характеристику красноломкости бериллия.
61.Дайте характеристику растворимости химических элементов в бериллии.
62.Назовите элементарные виды пластической деформации Be, приведите типичные значения критических напряжений сдвига.
63.Каковы основные цели легирования Be применительно к задачам машиностроения?
64.Охарактеризуйте возможности метода легирования Be для улучшения его свойств.
65.Каково влияние технологии получения и обработки на свойства Be?
66.Каковы способы упрочнения Be?
67.Предложите способы повышения пластичности Be.
68.Дайте характеристику металлокерамического способа получения бериллия.
69.Назовите технологические методы повышения пластичности бериллия.
70.Как улучшить механические свойства прессованного бериллия?
71.Приведите примеры применения Be в авиации.
72.Благодаря каким свойствам применяют Be в космической технике?
73.Назовите основные свойства, определяющие применение Be в ЯЭУ.
74.Дайте характеристику радиационной стойкости бериллия.
75.Назовите машиностроительные сплавы бериллия.
76.Дайте характеристику коррозионной стойкости Be и его сплавов в теплоносителях.
77.Назовите достоинства и недостатки титана.
78.Каковы особенности пластической деформации титана?
79.Дайте характеристику титану как основе для создания жаропрочных сплавов.
80.Дайте обоснование и назовите основные легирующие элементы титана при разработке прочных сплавов на его основе.
81.Назовите вредные примеси и дайте характеристику их взаимодействия с титаном.
115
82. Как изменяется температура α ' β-превращения Ti при его легировании алюминием? Дайте характеристику диаграммы состояния системы сплавов Ti−Al.
83. Как изменяется температура α ' β-превращения Ti при его легировании цирконием? Дайте характеристику диаграммы состояния системы сплавов Ti−Zr.
84.Дайте характеристику классификации сплавов титана в зависимости от их фазового состояния.
85.Предскажите структуру сплава Ti−2% V (рис. 23.28) при медленном охлаждении до 20 °С; при закалке из β-области.
86.Предскажите структуру сплава Ti−3% Al (рис. 23.28) при медленном охлаждении до 20 °С; при закалке из β-области; при закалке из β- области и старении при 400 °С.
87.Предскажите структуру сплава Ti−2% Fe (рис. 23.28) при медленном охлаждении до 20 °С; при закалке из β-области.
88.Назовите условия получения α-сплавов Ti, дайте характеристику их микроструктуры и методов упрочнения.
89.Назовите условия получения (α + β)-сплавов Ti, дайте характеристику их микроструктуры в зависимости от вида термической обработки (медленное охлаждение, закалка, старение).
90.Назовите условия получения β-сплавов Ti, дайте характеристику их микроструктуры в зависимости от вида термической обработки.
91.Дайте характеристику методов упрочнения (α + β)-сплавов титана.
92.Дайте характеристику метастабильных фаз, получаемых при тер-
мической обработке (α + β)-сплавов титана.
93.Дайте характеристику мартенситного превращения в титановых сплавах.
94.Назовите пути упрочнения β-сплавов титана.
95.Дайте характеристику коррозионной стойкрсти Ti в различных сре-
дах.
96.Дайте характеристику коррозионного растрескивания сплавов ти-
тана.
97.Назовите основные причины водородного охрупчивания сплавов титана.
98.Дайте характеристику технологических свойств сплавов титана.
99.Назовите основные причины и степень радиационного охрупчивания и распухания сплавов титана.
100.Назовите области применения сплавов титана.
116
23.2.Конструкционные материалы на основе циркония
23.2.1.Свойства циркония
Цирконий достаточно распространенный элемент, его запасы в земной коре составляют около 0,28 %. По распространенности он занимает 11-е место среди элементов Периодической системы. Цирконий считается тугоплавким металлом, его температура плавления (1855 °С) выше температуры плавления железа (1539 °С). Кроме циркония, благородных и некоторых редких металлов к тугоплавким относят: Ti (1672 °C), Cr (1875 °С), V (1900 °С), Hf (1975 °C), Nb (2415 °C), Мо (2610 °С), Те (2700 °С), Та (2996 °С), Re (3180 °C) и W (3410 °C), которые являются переходными металлами IVa, Va и VIa подгрупп Периодической системы элементов.
Нелегированный Zr, если не говорить об использовании его в качестве дегазирующего, раскисляющего и легирующего элемента в сплавах цветных и черных металлов, имеет ограниченное применение. Известно, что цирконий может входить в состав пиротехнических смесей, может применяться как геттер в радиоэлектронной вакуумной технике. Сравнение циркония с другими материалами для хирургических инструментов (особенно для нейрохирургических) показало его высокую коррозионную стойкость и нетоксичность.
Более 90 % производимого Zr и его сплавы как конструкционные материалы используются только в атомной энергетике. Из них изготавливаются оболочки твэлов, чехлы и другие детали тепловыделяющих сборок, канальные трубы для реакторов на тепловых нейтронах. В связи с этим в настоящем разделе Zr как основа конструкционных материалов рассматривается исключительно с точки зрения использования его в реакторостроении и применительно к условиям, возникающим в ядерных реакторах.
Удовлетворительные физико-механические свойства и весьма низкое сечение захвата тепловых нейтронов позволяют считать Zr «реакторным материалом № 1». По сечению поглощения тепловых нейтронов (σа = 0,185 10-28 м2) Zr уступает лишь таким конструкционным материалам, как Mg и Be (см. табл. 23.1). Основной вклад в величину σа вносит изотоп с массовым числом 91, содержащийся в природном Zr в количестве 11,23 % (σа = 1,58 10-28 м2).
117

Цирконий − полиморфный металл. Его низкотемпературная модификация (α), существующая при температуре до 862 °С, имеет ГПУ кристаллическую решетку при комнатной температуре с пара-
метрами: а = 0,323118 нм, с = 0,514634 нм и с/а = 1,59271. Высоко-
температурная модификация (β) имеет ОЦК кристаллическую решетку. Превращение α ' β носит бездиффузионный мартенситный характер, что подтверждается слабой зависимостью положения точки превращения от скорости охлаждения, и происходит по схеме
(0001)α {100}β; <1120 >α <111>β.
Полиморфное превращение в технологии изготовления и термообработки изделий из Zr имеет значение, аналогичное значению превращения γ ' α для сталей. Наличие превращения β ' α позволяет регулировать свойства материала в весьма широком диапазоне.
Наряду с полиморфным (α ' β)-превращением, в чистом Zr обнаружено еще одно превращение, происходящее под воздействием высокого давления. При давлениях выше 6 ГПа образуется структура, отличная от α- и β-фаз, которая сохраняется при комнатной температуре и после снятия напряжения. Эта структура аналогична структуре метастабильной ω-фазы, существующей в сплавах Zr с переходными металлами. При нагреве она превращается в ГПУ α-фазу, причем для полного ω → α-перехода достаточен нагрев при температуре 110 °С в течение нескольких часов.
Таким образом, можно считать установленным существование в Zr трех фаз: α, β и метастабильной ω (табл. 23.30).
Таблица 23.30
Кристаллическая структура и плотность известных фаз в цирконии
Фаза |
Кристаллическая |
Параметры |
Плот- |
Условия |
решетки, нм |
ность |
|||
|
структура |
|
ρ, кг/м3 |
существования |
|
|
а = 0,323118 |
6,51 103 |
|
α |
ГПУ |
с = 0,514634 |
Т < 862 °С |
|
|
|
с/а = 1,59271 |
|
|
β |
ОЦК |
а = 0,359 |
6,54 103 |
Т = 862−1855 °С |
|
|
а = 0,5036 |
6,68 103 |
|
ω |
ГПУ |
с = 0,3109 |
р > 6 ГПа |
|
|
|
с/а = 0,61736 |
|
|
118

Цирконий обладает резко выраженной |
|
|
анизотропией теплового расширения. На |
|
|
рис. 23.33 представлена зависимость ли- |
|
|
нейных коэффициентов теплового рас- |
|
|
ширения αа и αс циркония по осям а и с и |
|
|
усредненного для бестекстурного мате- |
|
|
риала αt. Поскольку в природе такого |
|
|
материала не бывает, необходимо поль- |
|
|
зоваться значениями αt, измеренного для |
|
|
конкретного образца. |
|
|
Если известны текстурные показатели |
|
|
(см. ниже) изделия, то вполне удовлетво- |
|
|
рительные результаты можно |
получить |
|
расчетным путем, используя данные αt по |
|
|
осям а и с и текстурный показатель fn, |
Рис. 23.33. Зависимость |
|
представляющий собой эффективную |
||
долю нормалей к базисной плоскости, |
средних температурных |
|
коэффициентов линейного |
||
ориентированных в данном направлении. |
расширения по осям а (αа), |
|
Тогда для любого направления n коэф- |
с (αс) и усредненного |
|
фициент теплового расширения |
|
по направлениям ( αt ) |
αn = αс fn + αа (1 − fn). |
(23.8) |
для бестекстурного |
Цирконий характеризуется аномально |
материала |
|
|
||
большим атомным радиусом (ra = 0,160 нм), превышающим атомные радиусы всех переходных металлов, за исключением трех металлов подгруппы скандия (Y, La, Ac). Даже более тяжелый аналог циркония Hf из-за лантаноидного сжатия имеет меньший атомный радиус (ra ≈ 0,159 нм). Указанная аномалия обусловлена низкой степенью застройки внутренней d-оболочки циркония (4s24р64d2).
Большой атомный радиус свидетельствует о пониженной прочности межатомной связи в цирконии. Последнее подтверждается низкими значениями энергии активации самодиффузии: примерно 103 кДж/г-атом для α-Zr и 272 кДж/г-атом для β-Zr при температуре выше 1200 °С. Для сравнения у более легкоплавкого железа эти характеристики составляют около 236 и 289 кДж/г-атом для α-Fe и γ-Fe соответственно, а у Сr, температура плавления которого примерно такая же, как и у циркония, она равна 356 кДж/г-атом.
119
Другая характеристика прочности межатомной связи − модуль упругости. У циркония он невысок и при комнатной температуре равен примерно 100 ГПа, что в два раза меньше, чем у железа. При повышении температуры модуль упругости быстро уменьшается и при 800 °С достигает 56 ГПа. Это свидетельствует о существенном ослаблении прочности межатомной связи при температуре, близкой к температуре полиморфного превращения, что свойственно не только цирконию, но и другим полиморфным металлам. Темпера-
тура полиморфного превращения, по-видимому, в большей мере характеризует прочность межатомной связи, чем температура плавления.
Несмотря на высокую температуру плавления, чистый Zr обладает низкими прочностными свойствами. Так, у иодидного Zr при комнатной температуре предел прочности σв = 200−260 МПа, предел текучести σ0,2 = 80−130 МПа и относительное удлинение при разрыве δ = 36−48 %. При нагреве кратковременная прочность циркония существенно снижается − примерно в два раза при 350 °С. Высокая даже при комнатной температуре пластичность в сочетании с небольшим пределом текучести обеспечивает хорошую его деформируемость.
Механические свойства Zr очень чувствительны к содержанию примесей внедрения. Присутствие их в металле в виде твердых растворов внедрения приводит к заметному повышению пределов прочности и текучести и снижению пластичности, особенно при невысокой температуре. Так, при увеличении содержания кислорода в иодидном Zr от 0,02 до 0,15 % σв возрастает примерно в 1,5 раза, а δ снижается в 3 раза. Резко снижает пластичность Zr примесь азота (в 2−3 раза интенсивнее, чем кислород).
Начальный период испытаний циркониевых образцов на ползучесть характеризуется значительной мгновенной деформацией. Предел ползучести при скорости 0,4 10-4 %/ч, определенный на отдельных образцах иодидного Zr, при 300 и 350 °С составляет соответственно 60 и 50 МПа.
Низкая жаропрочность Zr ограничивает его использование для изготовления деталей, работающих при высокой температуре и значительных нагрузках. Этот недостаток отчасти устраняется ле-
120
гированием. Однако даже лучшие циркониевые сплавы уступают по жаропрочности сплавам на основе железа (сталям) и никеля.
Текстура изделий из циркония и его сплавов. В отличие от многих конструкционных материалов, для которых анизотропия свойств учитывается только качественно, для циркониевых сплавов имеется настоятельная необходимость количественного учета анизотропии свойств. Поэтому описание текстуры циркониевых сплавов и ее количественное выражение через различного рода текстурные параметры приобретают особое значение. Ниже кратко описаны основные сведения о текстуре труб из циркониевых сплавов.
Все разнообразие ориентировок кристаллитов в трубе, образующихся в результате обработки давлением и термической обработки, можно свести условно к трем ориентировкам наиболее характерного для гексагонального кристалла направления, перпендикулярного базисной плоскости (базисная нормаль) вдоль главных осей трубы: тангенциального, радиального и осевого, совпадающих с главными нормальными напряжениями при трехосном напряженном состоянии (рис. 23.34).
Рис. 23.34. Ориентировка кристаллитов в трубе из циркониевого сплава по отношению к осям трубы и главным нормальным напряжениям
Количественно текстура может быть охарактеризована тремя текстурными показателями fT, fR и fA, представляющими собой эффективные доли базисных нормалей для каждого из главных направлений и имеющими смысл усредненных квадратов косинусов ориентации базисных нормалей относительно соответствующих осей трубы1. Очевидно, что всегда fT + fR + fA = 1.
Более полное и наглядное представление о характере текстуры труб дают прямые полюсные фигуры, с помощью которых возмож-
1 Физическое материаловедение. Т. 1. − М.: МИФИ, 2007. П. 1.6.2.
121

но рассчитать не только текстурные показатели, но также и коэффициенты анизотропии в уравнениях течения и уравнениях ползучести применительно к циркониевым трубам.
На рис. 23.35 представлена типичная полюсная фигура для трубы из сплава Zr + 2,5 % Nb в состоянии после холодной деформации и последующей рекристаллизации. Хорошо видно, что вдоль оси трубы ориентировано лишь небольшое (fA ≈ 0,1) количество базисных нормалей и большая их часть ориентирована под углом примерно 45° по отношению к радиальному направлению, т.е. fT и fR примерно равны и составляют около (1 − fА)/2 ≈ 0,45.
Рис. 23.35. Типичная полюсная фигура для трубы (см. рис. 24.2) из сплава Zr + 2,5 % Nb в состоянии холодной деформации и отжига 540 °С, 5 ч:
R − радиальное направление;
T − тангенциальное направление;
A − осевое направление
Такой тип текстуры сохраняется для всех видов труб, и полюсные фигуры для них отличаются главным образом положением «пятна» максимума плотности базисных полюсов.
Положение пятна определяется в основном степенью деформации трубы на стадиях горячего прессования и холодной деформации, при этом наибольшую роль в формировании текстуры, как правило, играет стадия горячего прессования. Чем больше степень вытяжки при горячем прессовании, тем больше сдвигается максимум базисных полюсов в область больших углов, ближе к тангенциальному направлению.
Схемы деформации труб из циркониевых сплавов при горячем прессовании и последующей холодной прокатке таковы, что в образующихся текстурах эффективная доля базисных нормалей, ориентированных вдоль оси трубы, примерно одинакова и составляет обычно около 0,1. Рекристаллизационный отжиг практически сохраняет эту текстуру. Таким образом, для различных труб в основ-
122

ном происходит перераспределение базисных нормалей между радиальным и тангенциальным направлениями.
С учетом специфического характера полюсных фигур труб были предложены способы количественного описания текстур в аналитической форме или с помощью численных математических моделей. Например, можно представить распределение плотности базисных полюсов в виде колоколообразной функции, характеризуемой тремя параметрам − угловым положением максимума плотности базисных полюсов и двумя полуширинами распределения (рис. 23.36).
Анализ многочисленных полюсных фигур циркониевых труб пока-
зывает, что при такой форме изображения для труб, полученных по близким технологическим схемам, можно описать основные характеристики текстуры с помощью одного текстурного параметра − углового положения максимума плотности базисных полюсов θ.
Рис. 23.37. Схема, поясняющая связь между текстурными показателями fT и fR
(при fA = const)
и текстурным параметром θ
123
В этом случае «идеальной» радиальной текстуре отвечает параметр θ = 0°, идеальной тенгенциальной текстуре − θ = 90°.
Схематическая зависимость, связывающая параметры θ, fT и fR при fА = const ≈ 0,1, показана на рис. 23.37: обозначены области, соответствующие наиболее вероятной текстуре твэльных труб из сплава Zr + 1 % Nb и канальных труб из сплава Zr + 2,5 % Nb.
Ползучесть циркония и его сплавов. Одним из недостатков циркониевых сплавов является относительно низкое сопротивление ползучести, что обусловлено пониженной прочностью межатомной связи.
Скорость термической ползучести циркониевых сплавов становится вполне заметной уже при температурах 250−300 °С и при напряжениях несколько ниже предела текучести при 300 °С составляет около 10-5 %/ч. Ползучесть циркониевых сплавов в этой области температур является затухающей, описываемой степенным законом от времени, а также степенным законом от напряжения, при этом показатель степени увеличивается от 1 до 100 по мере увеличения напряжения. Иногда зависимость скорости ползучести от напряжения представляют приближенно в функции гиперболического синуса от напряжения shσ, которая в ограниченном интервале напряжений удовлетворительно описывает процесс ползучести, давая при низких напряжениях линейную зависимость, а при высоких − экспоненциальную.
Однако, по некоторым данным, даже при 300−350 °С на затухающей кривой термической ползучести можно выделить стадию установившейся ползучести. В частности, для описания такой ползучести материала труб из сплава Zr + 2,5 % Nb (в осевом направлении) при одноосном нагружении была предложена формула
& |
−1 |
) = 7,2 10 |
−2 |
τ |
−0,68 |
|
|
19,7σ |
|
− |
9150 |
|
+ |
|||||||
sh |
|
|
exp |
|
|
|||||||||||||||
ε(ч |
|
|
|
|
|
|
|
RT |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
RT |
|
|
|
(23.9) |
|||
|
|
10 |
|
42,3σ |
|
|
|
|
52000 |
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|||||||||||
+3,7 10 |
sh |
|
|
|
|
|
exp |
− |
|
|
|
, |
|
|
|
|
||||
|
RT |
|
|
RT |
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
где τ − время, ч; σ − напряжение, МПа; Т − температура, К; R − универсальная газовая постоянная.
124
Эта формула удовлетворительно описывает ползучесть материала труб из сплава Zr + 2,5 % Nb в состоянии частичной рекристаллизации при напряжениях от 50 до 200 МПа.
Для сплава Zr + 1 % Nb в этом диапазоне температур лучшие результаты дала система формул, в которой определенному интервалу напряжений соответствует своя зависимость:
& |
-8 |
|
|
|
|
|
σ ≤ 5 МПа; ε = 2,3 10 (σ/5)С; |
|
|
||||
& |
|
-12 |
2,65 |
С; |
|
|
5 < σ ≤ 10 МПа; ε = 7,24 10 |
|
σ |
|
|
||
& |
= 1,46 10 |
-17 |
5,5 |
|
||
10 < σ ≤ 12 МПа; ε |
σ |
С; |
|
|||
& |
|
-23 |
8 |
|
(23.10) |
|
12 < σ ≤ 20 МПа; ε = 9,3 10 |
σ С; |
|||||
С = 3,3507 1017 exp − 25140T , 723 > Т > 623 К;
С= 3,66 1012 exp − 18000 , 623 > Т > 573 К.
T
Полагают, что деформация термической ползучести в сплавах реализуется путем скольжения (или скольжения и переползания)
дислокаций по призматическим плоскостям {10 1 0 } в направлении <1120 >. Не исключается при этом некоторое участие скольжения по базисным плоскостям. Такой ограниченный набор систем скольжения приводит к довольно сильной анизотропии ползучести, которая существенно влияет на поведение труб при сложном на- пряженно-деформированном состоянии.
При расчетах деформации ползучести анизотропного материала может быть использован ассоциированный закон течения при пластическом деформировании. Свойства анизотропии ползучести материала в этом случае задаются с помощью коэффициентов анизотропии F, G, Н, аналогичных коэффициентам анизотропии пластического течения в теории Хилла.
Выражения для скоростей деформации ползучести в главных направлениях трубы могут быть записаны так:
ε& T = ε& 0(σf)/σf [(F + G)σT − GσA − FσR];
& |
& |
(23.11) |
ε A = ε 0(σf)/σf [(G + H)σA − GσT − HσR], |
|
|
где эффективное напряжение
125

σf = [F(σR − σT)2 + G(σT − σA)2 + H(σA − σR)2]1/2. |
(23.12) |
Числовые значения F, G и Н зависят от способа их нормировки. Иногда применяют нормировку F + G + Н = 1,5 исходя из того, что для изотропного материала F = G = Н = 0,5. Однако для труб представляется более удобной нормировка G + Н = 1. В этом случае ε& 0(σf) представляет собой скорость ползучести при одноосном нагружении трубы вдоль ее оси.
В большинстве случаев циркониевые изделия работают при напряжениях, когда ползучесть может быть описана линейным законом от напряжения. В этом случае с учетом нормировки выражения (23.11) упростятся:
ε& T = KС [(F + G)σT − GσA − FσR];
& |
(23.13) |
ε A = KС [σA − GσT − HσR], |
|
где KС представляет собой так называемый структурный фактор, т.е. не зависящую от напряжения функцию, учитывающую свойства материала и влияние на них температуры.
Коэффициенты анизотропии в уравнениях (23.11)−(23.13) обычно определяют экспериментальным путем, измеряя деформации труб в различных направлениях.
Холтом и Ибрагимом была предложена модель описания скоростей деформации по осям с помощью коэффициентов анизотропии, вычисляемых из полюсных фигур.
В этой модели скорость ползучести по осям трубы записывается следующим образом:
ε& T = KС [СТТσT + СТАσA + СТRσR];
& |
(23.14) |
ε A = KС [СТАσT + СAАσA + САRσR], |
|
где, например, коэффициент СТТ означает долю деформации в окружном направлении от окружного напряжения, СТА − долю окружной деформации от осевого напряжения и т.д.
Для тонкостенной трубы под внутренним давлением (σR2 = 0, σT2 = 2σA2) могут быть использованы комбинированные коэффици-
енты: |
|
|
C2T = CTT + 0,5CTA; C2A = CAT + 0,5CAA. |
(23.15) |
|
Тогда |
= KСC2Tσ2T; ε 2A = KСC2Aσ2A. |
(23.16) |
ε T2 |
||
& |
& |
|
126

В условиях облучения эти уравнения будут различаться только тем, что КС будет иметь другое численное значение, и в правую часть уравнения в качестве сомножителя войдет интенсивность по-
тока быстрых нейтронов ϕ, т.е., например, |
(23.17) |
ε T2 = KС ϕC2T σT. |
|
& |
|
Между коэффициентами Хилла и Холта−Ибрагима существуют простые соотношения:
CTT = (F + G) CAA; CAT = −GCAA = CTA; |
|
CAR = −HCAA = CRA; CTR = −FCAA = CTR; |
(23.18) |
C2T = (F + 0,5G) CAA; C2A = (0,5 − G) CAA. |
|
Коэффициенты Clk рассчитывают путем суммирования вкладов в деформацию кристаллитов (зерен), ориентированных под различными углами по отношению к главным осям трубы. Для суммирования обычно используется базисная текстура, в частности наиболее удобно использовать прямые полюсные фигуры. Способ расчета иллюстрируется на рис. 23.38, где показана ориентация зерна (αR, Ф), которой на полюсной фигуре соответствует плотность базисных полюсов J(αR, Ф). Относительная доля
кристаллитов с ориентацией в интервале (ΔαR, Ф) вычисляется как
V0(αR, Ф)ΔαR Ф = |
J (αR ,Φ)sin αR |
αR ΔΦ |
. |
(23.19) |
|
π/2 |
2π |
|
|||
|
∫ |
∫ J (αR ,Φ)sin αR dαR dΦ |
|
|
|
|
0 |
0 |
|
|
|
Суммируя вклады в деформацию Сkl(αR, Ф) от зерен по всему объему, т.е. по всей полюсной фигуре, вычисляют коэффициент анизотропии:
π/2 |
2π |
|
||
Сkl = ∫ |
∫ V0(αR, Ф) |
С |
kl (αR, Ф)dαRdФ. |
(23.20) |
0 |
0 |
|
|
|
127

При этом значения Сkl ( R, Ф) зависят от конкретного механизма
деформирования в кристаллите, т.е. от того, по какой плоскости и в каком направлении происходит скольжение.
Обычно принимают, что скольжение происходит в основном по призматическим плоскостям {1010} в направлении <1020> при некоторой доле скольжения по базисным плоскостям. Соотношение между призматическим и базисным скольжением выбирается исходя из наилучшего соответствия экспериментальным результатам. В случае комбинированного скольжения коэффициенты анизотропии
вычисляются с помощью соотношения |
|
Сkl = (1 X)Cklp + XCklb , |
(23.21) |
где Cklp и Cklb коэффициенты анизотропии соответственно для
призматического и базисного скольжения; X доля базисного скольжения, которая может составлять от 0,1 до 0,3.
Для расчета коэффициентов Сkl (они достаточно громоздки) разработаны специальные расчетные программы, описание которых можно найти в специальной литературе.
Сделанное нами описание подхода к расчету этих коэффициентов имеет цель продемонстрировать способ их использования, что необходимо для понимания закономерностей радиационного деформирования изделий из циркониевых сплавов.
В табл. 23.31 приведены значения коэффициентов F, G, Н и Сkl, рассчитанные описанным выше способом по программе TEXTUR для текстур различного типа, которые показаны на рис. 23.39.
23.2.2. Влияние легирования на структуру, механические свойства и жаропрочность циркония
Выше было отмечено, что Zr недостаточно прочен для применения в условиях энергетических реакторов. Поэтому проблема его легирования для повышения прочности и жаропрочности возникла сразу же после освоения этого металла в качестве реакторного материала, т.е. освоения технологии очистки от сопутствующего всегда Hf c очень высоким сечением захвата тепловых нейтронов ( а = = 115 10-28 м2) и других вредных примесей.
128

Таблица 23.31
Текстурные показатели и коэффициенты анизотропии радиационной ползучести канальных труб из сплава Zr + 2,5 % Nb, изготовленных по различным технологиям
|
|
|
|
Коэффициенты |
Коэффициенты |
||||
|
Текстурные |
анизотропии |
анизотропии |
||||||
Тип трубы |
показатели |
ползучести по |
ползучести по |
||||||
|
|
|
|
|
Хиллу |
|
Холту−Ибрагиму |
||
|
fT |
fR |
fA |
F |
G |
Н |
САА |
С2T |
С2A |
Рекристаллизо- |
|
|
|
|
|
|
|
|
|
ванная, тип А |
0,507 |
0,403 |
0,09 |
0,09 |
0,442 |
0,558 |
1,840 |
0,575 |
0,106 |
Рекристаллизо- |
|
|
|
|
|
|
|
|
|
ванная, тип В |
0,457 |
0,448 |
0,095 |
0,095 |
0,505 |
0,495 |
1,830 |
0,64 |
−0,009 |
ТМО-1 |
0,383 |
0,371 |
0,246 |
0,333 |
0,5070 |
0,493 |
1,625 |
0,95 |
−0,011 |
ТМО-2 |
0,398 |
0,144 |
0,456 |
0,408 |
0,422 |
0,577 |
1,625 |
0,995 |
0,127 |
Рис. 23.39. Прямые полюсные фигуры для труб из сплава Zr−2,5 % Nb, полученных по различной технологии:
а− отжиг после холодной деформации (ХД), тип А; б − отжиг после ХД, тип В;
в− ТМО-1 (закалка в воду из (α+β)-области, ХД, старение 515 °С, 24 ч);
г− ТМО-2 (охлаждение в газовой смеси из (α+β)-области, ХД, старение 515 °С, 24 ч)
129
Важнейшие требования к легированию при создании конструкционного материала на основе Zr для активной зоны реакторов на тепловых нейтронах заключаются в том, что легирующий элемент должен:
1)иметь небольшое сечение захвата тепловых нейтронов, чтобы не обесценить основное положительное качество циркония − малое сечение захвата нейтронов;
2)обеспечивать коррозионную стойкость в теплоносителе оболочек твэлов, канальных труб и других деталей активной зоны на весь срок эксплуатации;
3)обеспечивать механическую надежность твэлов и каналов при всех возможных режимах работы реактора, включая скачки мощности и аварийные ситуации;
4)обеспечивать высокую радиационную стойкость сплава в рабочих условиях реактора;
5)не образовывать относительно долгоживущих радиоактивных
нуклидов с жестким γ-излучением, как, например, 60Со, так как это удорожает разгрузку реактора, хранение, транспортировку и переработку отработавших твэлов;
6)заметно не ухудшать технологические свойства циркония;
7)быть относительно недорогим и доступным.
Диаграммы состояния, типичные для двойных сплавов циркония, приведены на рис. 23.40.
По мере удаления легирующих элементов от Zr в Периодической системе растворимость их в α- и β-Zr обычно снижается. Неограниченно растворимы в обеих модификациях Zr лишь его аналоги и ближайшие соседи по подгруппе − Ti, Sc и Hf (см. рис. 24.40, а).
Из других соседей − тугоплавких металлов Va- и VIa-подгрупп, имеющих ОЦК решетку, неограниченно растворимы в изоморфной им β-фазе циркония лишь Nb, Та, Th и U, атомные радиусы которых отличаются от атомного радиуса циркония не более чем на 10 %; остальные тугоплавкие металлы, для которых это различие составляет 12−17 %, ограниченно растворимы как в α-, так и в β-модификациях циркония. Растворимость более 10 % в α-Zr имеют только Аl, N и О, а в β-Zr − 15 химических элементов, среди которых V, Мо, Sn, Mn и алюминий. Растворимость более 1% в
130
α-Zr имеют Y, Fе, В, Sn, Bi и другие элементы, а менее 1% − Be, V, Та, Cr, Mo, W, Ni, Cu, Si и др. По мере изменения растворимости тип диаграмм состояния изменяется от сравнительно простого − с монотектоидом (для Nb и Та) − до более сложного, характеризующегося наличием эвтектики, эвтектоида и промежуточных соеди-
нений, таких, как V2Zr, Cr2Zr, Mo2Zr, W2Zr (см. рис. 23.40, б и в).
Диаграммы состояния последнего типа характерны и для большинства других переходных металлов: Mn, Re, Fe, Co, Ni, у которых атомный радиус меньше, чем у циркония, на 15−25 %.
Рис. 23.40. Типы двойных диаграмм состояния сплавов циркония с переходными металлами (а−в) и элементами главных подгрупп (г, д) (по оси абсцисс указано атомное содержание элементов)
Элементы главных подгрупп III и VI групп Периодической системы образуют с Zr диаграммы состояния либо перитектоидного типа (см. рис. 23.40, г), либо перитектического типа (см. рис. 23.40, д). Эти диаграммы характеризуются повышением температуры полиморфного превращения Zr и наличием большого числа промежуточных фаз. Например, в системе Zr−Al девять таких фаз. Цирконий образует соединения более чем с 20 химическими элементами, включая имеющие значения применительно к легированию: Аl, Fe, В, С, Sn, Be, V, Cr, Mo, Mn, Ni, Cu, Si.
Легирование повышает прочностные свойства циркония как при нормальной, так и при высокой температуре, и получение циркониевых сплавов, обладающих достаточной прочностью, не пред-
131

ставляет особо сложной задачи (рис. 23.41). Упрочняющие элементы располагаются по убыванию эффективности своего действия в следующем порядке: W, Та, Мо, Nb, Сг, Al, Sn, Fe, Ti при 20 °С и
W, Мо, Та, Nb, Cr, Fe, A1, Sn, Ti при 500 °С.
Рис. 23.41. Механические свойства сплавов системы Zr−Nb:
а − холоднокатанный лист, отожженный в вакууме при 750 °С, 1,5 ч (температура испытания Тисп = 20 °С); б − закалка из β-области + отпуск при 500 °С, 24 ч (Тисп = 500 °С )
При использовании закалки и отпуска образцов перед механическими испытаниями упрочнение во всех сплавах, представленных на рис. 23.40, в, г достигается за счет дисперсных интерметаллических соединений. Титан, образующий непрерывный ряд твердых растворов с Zr (см. рис. 23.40, а), лишь слабо упрочняет его. То обстоятельство, что тугоплавкие W, Та, Мо и Nb упрочняют α-фазу циркония наиболее сильно, можно объяснить их сравнительно большим атомным радиусом, в силу чего диффузионная подвижность мала и образуемые ими интерметаллические фазы долго сохраняют дисперсность. Элементы Cr, A1, Sn и Fe имеют меньший атомный радиус, более подвижны в Zr, и поэтому их интерметаллические соединения легче коагулируют и упрочнение менее выражено.
Превращение β → α в чистом Zr, как указывалось выше, происходит бездиффузионным путем с большой скоростью, и зафиксировать β-фазу при комнатной температуре даже при больших скоростях охлаждения не удается. Температура превращения β → α
132
снижается в зависимости от увеличения скорости охлаждения (на
10−100 °С при 3000−10 000 град/с).
В присутствии небольшого количества неметаллических или металлических примесей (десятые доли процента) образуются игольчатые структуры α-фазы (обычно обозначаемые α′-фазами), служащие критерием мартенситного превращения.
Зафиксировать β-модификацию Zr при комнатной температуре можно только путем легирования значительным количеством β-стабилизирующих элементов, обладающих большой растворимостью в β-Zr и параметром решетки, близким к параметру решетки β-Zr. К таким элементам относятся Nb, Мо, Та. При введении в
сплав относительно небольших количеств указанных или некоторых других (например Fe, Re) элементов закаленные из β-области сплавы приобретают структуру метастабильной ω-фазы, являющейся переходной между β- и α-фазами. Метастабильная ω-фаза имеет ГПУ решетку.
Старение циркониевых сплавов, имеющих метастабильные β- и ω-фазы, при температуре 250−600 °С приводит к структурным преобразованиям, в результате которых возможно их превращение в α- фазу. Процесс этот сложен и может осуществляться путем превращения как β → α, так и β → ω → α. При известных условиях возможно только частичное преобразование структуры β→ω. Если указанные превращения протекают не до конца, то образуются гетерогенные структуры, обычно обладающие более высокими прочностными характеристиками.
Среди элементов Vа группы только Nb может рассматриваться в качестве легирующего элемента, так как ванадий даже в малых количествах усиливает коррозию циркония; тантал имеет высокое сечение захвата тепловых нейтронов. В VIа группе могут быть использованы Cr и Mo с относительно небольшими σа, а у W большое сечение захвата нейтронов. Из элементов VIII группы только Fe привлекает внимание, так как Ni способствует поглощению цирконием водорода.
Таким образом, Nb почти единственный элемент из V, VI и VIII групп, подходящий для легирования циркония применительно к водяной и пароводяной средам для использования до 300−350 °С.
133
Ниобий как легирующий элемент в цирконии обладает следующими положительными свойствами:
1) сечение захвата тепловых нейтронов небольшое (1,1 10-28 м2), и он может быть добавлен в количестве нескольких процентов без существенного повышения σа;
2) стабилизирует коррозионную стойкость нелегированного циркония, т. е. устраняет вредное влияние малых количеств таких примесей, как углерод, алюминий, титан, имеющихся в реакторночистом цирконии;
3)эффективно снижает долю водорода, поглощаемую циркониевым сплавом;
4)образует с β-фазой циркония ряд твердых растворов, что объясняется одинаковыми кристаллическими решетками и очень
близкими атомными радиусами; в α-фазе ниобий растворяется при монотектоидной температуре в количестве до (1−1,1) % (по другим данным − до 1,5 %).
Зарубежные реакторные циркониевые сплавы типа циркалой изготавливаются из руды, богатой азотом, и содержащей повышенные концентрации других вредных примесей (так называемый губчатый Zr). Поэтому стоит задача повышения их коррозионной стойкости за счет нейтрализации, в первую очередь, азота. Для этого наиболее логично использование для легирования элементов IV группы. В этой группе кроме Sn ни один элемент не может быть использован для легирования циркония: Ti резко снижает коррозионную стойкость; Hf имеет очень высокое значение σа; Pb летуч и усиливает коррозию; атомные радиусы Si и Ge сильно отличаются от радиуса атома Zr и они практически нерастворимы как в α-, так и β-Zr.
Основой отечественных реакторных циркониевых сплавов является смесь более чистых иодидного и электролитического Zr, и такая острая проблема не стоит.
На рис. 23.42 и 23.43 представлены диаграммы состояний наиболее важных систем Zr−Nb и Zr−Sn, нашедших широкое применение в реакторостроении. Первая является базовой для отечественных реакторных циркониевых сплавов, а вторая − для сплавов, используемых в США и применяемых в активной зоне реакторов на тепловых нейтронах (ВВЭР, РБМК, BWR, PWR, CANDU).
134

Рис. 23.42. Диаграмма состояния системы Zr−Nb
Рис. 23.43. Диаграмма состояния системы Zr−Sn
Ниобий снижает температуру превращения α ' β (см. рис. 23.42). Максимальная растворимость Nb в α-Zr составляет 1 % (разные исследователи приводят данные с разбросом от 0,6 до
135
1,7 % Nb, что определяется чистотой циркония и методами исследования). Система Zr−Nb характеризуется непрерывной взаимной растворимостью при высоких температурах в жидком и твердом (β-фаза) состояниях. На кривой ликвидуса существует минимум при 1740 °С и около 21,7 ат. % Nb. При понижении температуры происходит расслоение твердого раствора β на два: βZr и βNb, представляющие собой соответственно твердый раствор Nb в β-Zr и твердый раствор β-Zr в ниобии. Вершина купола расслоения соответствует примерно 988 °С и 60,6 ат. % Nb. Монотектоидная реакция βZr ' βNb + α протекает при 610 °С (620 °С по другим данным). Загрязнение сплавов системы примесями О2 и N2 стабилизирует α-фазу при температурах выше монотектоидной и расширяет двух-
фазную βZr + βNb-область.
Олово повышает температуру α'β превращения (см. рис. 23.43). Система Zr−Sn характеризуется наличием соединения Zr4Sn и, возможно, еще двух соединений: Zr5Sn3 и ZrSn. Соединение Zr4Sn образуется в твердом состоянии по перетектоидной реакции при 1140 °С. Максимальная растворимость Sn в β-Zr достигает около 21 %, а в α-Zr − 9 % при температуре 980 °С и существенно снижается с уменьшением температуры: при 300−350 °С (рабочая температура в активной зоне реакторов на тепловых нейтронах) его растворимость в α-Zr ничтожна. В интересующем «циркониевом угле» диаграммы при температурах от комнатной до рабочих присутствует лишь одна интерметаллидная упрочняющая фаза − Zr4Sn.
Сплав Zr−1 % Nb (Э110) является основным оболочечным материалом твэлов отечественных реакторов РБМК и ВВЭР. В исходном состоянии (последеформационный отжиг 580 °С, 3 ч) двухфазная микроструктура сплава представляет собой равноосные зерна αZr (d = 3−5 мкм) и мелкие глобулярные выделения βNb (d = 50 нм), содержащие 85−90 % Nb и имеющие ОЦК решетку с периодом
а ≈ 0,33 нм (рис. 23.44, а).
Сплав Zr−2,5 % Nb (Э125) используется в реакторах РБМК в качестве материала технологических каналов, а в реакторах CANDU – труб давления. Технология изготовления труб для реактора РБМК отличается от канадской технологии изготовления труб для реакто-
136

ра CANDU, что обусловливает и различия в исходной микроструктуре.
βNb |
βZr |
|
|
1 мкм |
|
|
|
|
|
|
|
а) |
б) |
|||
|
|
|
|
|
|
|
Рис. 23.44. Микроструктура сплавов Zr + 1 % Nb после холодной деформации (ХД) + отжиг 580 °С, 3 ч (а) и Zr + 2,5 % Nb после экструзиии в температурном интервале 820−850 °С + ХД + отжиг 400 °С, 24 ч (б)
Трубы давления для реактора CANDU получают экструзией в температурном интервале 820−850 °С с последующей холодной деформацией на 27 % и заключительным отжигом при 400 °С, 24 ч. В результате такой обработки формируются узкие вытянутые пластины αZr, разделенные прослойками обогащенной ниобием βZr фазы (рис. 23.44, б). Большинство зерен с базисными полюсами, ориентированными в тангенциальном направлении, вытянуты параллельно поверхности трубы. Согласно результатам рентгеноспектрального анализа среднее содержание ниобия в β-фазе около
44 %.
137
Структура трубы из сплава Э125, полученной путем выдавливания и отжига при температуре 475 °С в течение 24 ч, близка к структуре трубы, изготовленной для реактора CANDU, но вследствие более высокой температуры отжига степень перестройки дислокационной структуры и распада βZr-фазы выше: дислокаций в 2 раза меньше чем в трубах, отожженных при 400 °С, а среднее содержание ниобия в прослойках β-фазы выше по сравнению с отожженным материалом и составляет около 60 %.
Вследствие относительно низкой температуры эвтектоидного превращения в системе Zr−Nb (см. рис. 23.42) при охлаждении из области β-фазы возникают неравновесные структуры.
Обобщая данные по сплавам Zr−Nb после закалки, можно отметить следующие концентрационные зависимости образования метастабильных фаз:
от 0 до 3−5 % Nb − α′-фаза (пересыщенный твердый раствор Nb
вα-Zr), имеющая ГПУ кристаллическую решетку;
от 5−7 до 14−15 % Nb − β + ω;
свыше 14−15 % Nb − метастабильная β-фаза.
Однако при закалке из (α + β)-области в образцах может про-
изойти (β → ω)-превращение и в сплавах с меньшей концентрацией Nb (например, сплав Zr + 2,5 % Nb), обусловленное перераспределением Nb между α и β составляющими структуры в процессе выдержки при температуре, соответствующей двухфазной области, и возникновением участков, обогащенных ниобием, в которых и осуществляется (β → ω)-превращение. Таким образом, в зависимости от условий гомогенизации в двухфазной (α + β)-области и скорости охлаждения, в структуре сплава могут присутствовать α-, α′-, ω-фазы и даже остатки β-фазы, если последняя обогатится ниобием
впроцессе предварительной гомогенизации в (α + β)-области.
Всплавах с содержанием Nb менее 5 % при отпуске происходит
распад пересыщенного твердого раствора α′, и в соответствии с равновесной диаграммой состояния (см. рис. 23.42) выделяется богатая ниобием фаза βNb с ОЦК решеткой: α′ → α + βNb. Частицы гомогенно выделяющейся βNb-фазы имеют форму тонких удлиненных пластинок.
138

Метастабильная ω-фаза при отпуске превращается в стабильные
α- и βNb-фазы по схеме
ωзакал → ωотп (обедненная) + βZr (обогащенная). $ α + βNb
Максимальное количество ω-фазы, образующейся при закалке в результате превращения β → β + ω, наблюдается в сплавах циркония при содержании Nb около 8 %, что подтверждается скачком твердости (рис. 23.45). Сама ω-фаза имеет высокую твердость (HV ≈ 4300 МПа).
В результате легирования циркония ниобием упрочнение при кратковремен-
ных испытаниях при температуре 20 °С  достигает максимума при концентраци-
достигает максимума при концентраци-  ях 3−8 % Nb; при 500 °С максимальное
ях 3−8 % Nb; при 500 °С максимальное  упрочнение наблюдается в сплавах с 3−5 % Nb (см. рис. 23.41). Возрастание прочности малолегированных сплавов при нормальной температуре обусловлено мартенситным превращением β → α′, а при более высокой концентрации Nb − в ω-фазу. С дальнейшим увеличением содержания Nb фиксируется все большее количество мягкой β-фазы и прочность снижается.
упрочнение наблюдается в сплавах с 3−5 % Nb (см. рис. 23.41). Возрастание прочности малолегированных сплавов при нормальной температуре обусловлено мартенситным превращением β → α′, а при более высокой концентрации Nb − в ω-фазу. С дальнейшим увеличением содержания Nb фиксируется все большее количество мягкой β-фазы и прочность снижается.
Существенным является то, что повышение прочности сплавов сопровождается значительным снижением пластичности; особо низкую пластичность имеют сплавы, имеющие в структуре ω-фазу
(см. рис. 23.41).
При длительных испытаниях жаропрочные характеристики сплавов циркония с ниобием имеют сложную зависимость от состава (рис. 23.46). Минимальной скоростью ползучести при 400−500 °С обладают сплавы с 3−5 % Nb (сплавы мартенcитного класса, у которых растворимость ниобия в α-Zr превышает предельную). Повышение длительной прочности у отпущенных сплавов связано с наличием гетерогенной структуры, состоящей из α-твердого раствора с включениями дисперсных частиц β-Nb.
Анализ механических свойств и жаропрочности (см. рис. 23.41 и 23.46) сплавов системы Zr−Nb показывает, что они должны содер-
139
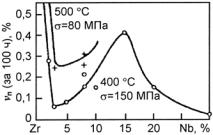
жать не более 3 % Nb для обеспечения прочности и жаропрочности при сохранении достаточной пластичности.
Рис. 23.46. Скорость ползучести (за 100 ч) сплавов системы Zr−Nb (закалка из β-области + отпуск при 500 °С, 24 ч) при разных значениях температуры и приложенного напряжения
Повышение прочности и соответствующее снижение пластичности в сплавах системы Zr−Sn обусловлены наличием гетерогенной структуры − металлической α-матрицы и интерметаллидного соединения Zr4Sn. Объемная доля интерметаллида возрастает по мере увеличения концентрации олова. В этой системе, как следует из рис. 23.47, наблюдаются более низкие значения кратковременной прочности при нормальной и высокой температуре, чем в сплавах Zr−Nb (см. рис. 23.41). Значительное снижение скорости ползучести во время длительных испытаний (400−550 °С) обеспечивается при концентрациях Sn больше 1−2 % (рис. 23.48); увеличение сопротивления деформации в этом случае связано с присутствием большего количества включений интерметаллидных частиц Zr4Sn. Однако слишком высокое содержание Sn может привести к охрупчиванию сплава (см. рис. 23.47), особенно в в реакторных условиях. Поэтому сплавы должны содержать не более 2 % Sn (например, основой сплавов циркалой-2 и циркалой-4 является систе-
ма Zr + 1,5 % Sn).
Повышение сопротивления ползучести циркония при температуре около 500 °С путем легирования возможно главным образом благодаря упрочнению, достигаемому выделением дисперсных слабокоагулирующих частиц интерметаллидных фаз (системы
Zr−Cr, Zr−Mo, Zr−Fe, Zr−Sn, Zr−Al) или частиц второго твердого раствора (системы Zr−Nb, Zr−Ta). Последние могут возникать как в процессе распада β-твердых растворов, так и в процессе старения закаленных α-твердых растворов.
140
Рис. 23.47. Механические свойства |
|
сплавов системы Zr−Sn: |
|
а − холоднокатанный лист, |
|
отожженный в вакууме при 750 °С |
|
в течение 1,5 ч (Тисп = 20 °С); |
Рис. 23.48. Скорость ползучести |
б − закалка из β-области + отпуск |
(за 100 ч) сплавов системы Zr−Sn |
при 500 °С в течение 24 ч |
(закалка из β-области + отпуск |
(Тисп = 500 °С) |
при 500 °С, 24 ч) |
Наличие легирующих элементов, растворенных в α-фазе, не является первостепенным фактором, обеспечивающим упрочнение циркониевых сплавов. Так, высоким сопротивлением ползучести обладают сплавы циркония с 1−2 % Cr, растворимость которого в α-Zr ничтожна, тогда как высоколегированные сплавы Zr с Ti, являющиеся твердыми растворами, имеют меньшую жаропрочность. С другой стороны, элементы, практически не растворяющиеся в β-Zr, как, например, Be, повышают жаропрочность еще меньше, так как в этом случае трудно получить интерметаллид в достаточно дисперсном состоянии.
Заметный упрочняющий эффект при нормальной температуре оказывают также элементы, образующие с цирконием твердые растворы внедрения: кислород и азот, причем упрочнение при наличии азота выше. Повышение температуры вызывает быстрое снижение упрочняющего воздействия кислорода и азота. Например,
141

сплав, содержащий 0,2 % кислорода, при 260 °С имеет такую же прочность, как иодидный цирконий.
Сопротивление ползучести циркониевых сплавов может в той или иной степени характеризоваться температурой начала плавления сплава (линиями солидуса, эвтектическими или перитектическими линиями), косвенно определяющей энергию межатомных связей как в отдельных фазах, так и в сплаве в целом. Сопротивление ползучести циркония при легировании увеличивается в последовательности: Be, Fe, Al, Cr, Mo, Та и Sn, что находится в соответствии с нарастанием температур эвтектического превращения в данных сплавах, равных 900, 934, 1350, 1380, 1520, 1585 и 1590 °С.
При создании жаропрочных сплавов циркония принимают во внимание не только структурный фактор − гетерогенность структуры, дисперсность упрочняющих фаз, создаваемую термообработкой, но и свойства самих упрочняющих фаз. Все интерметаллиды циркония: Zr4Sn, ZrCr2, ZrFe2 и др. − представляют собой химические соединения с различной микротвердостью, которая существенно выше микротвердости иодидного циркония (рис. 23.49).
Рис. 23.49. Микротвердость интерметаллидов циркония ZrMo2, ZrCr2, ZrFe2, Zr2Ni, Zr2Cu, Zr4Sn и Zr в зависимости от температуры
Максимальной микротвердостью, остающейся неизменной вплоть до 700 °С, обладают интерметаллиды ZrMo2 и ZrCr2; болee низкую микротвердость имеют интерметаллиды ZrFe2 и Zr4Sn,
142
причем интерметаллид Zr4Sn при температуре более 450−500 °С начинает заметно разупрочняться. Еще более низкую микротвердость и нестабильность свойств имеют интерметаллиды Zr2Ni и Zr2Cu. Их разупрочнение начинается уже при температурах
300−350 °С.
Для интерметаллидных соединений характерно сочетание ковалентного и металлического характера связей. По-видимому, наблюдаемое разупрочнение интерметаллидов Zr4Sn, Zr2Ni и Zr2Cu связано с более значительным ростом доли металлической связи при увеличении температуры. Интерметаллиды, свойства которых почти не изменяются при увеличении температуры (ZrMo2, ZrCr2, ZrFe2), принадлежат к фазам типа Лавеса, природа которых еще недостаточно изучена.
Таким образом, исходя из жаропрочных характеристик самих упрочняющих интерметаллидных фаз наиболее желательно присутствие в структуре циркониевых сплавов интерметаллидов ZrMo2 и ZrCr2. Упрочнение возможно как при увеличении количества интерметаллидных фаз разного состава, так и создании структур, у которых, кроме упрочнения за счет вторичных фаз, одновременно осуществляется упрочнение основной металлической матрицы путем образования твердых растворов (системы Zr−Sn−Cr, Zr−Nb−Sn
и т.д.).
Число циркониевых сплавов, нашедших практическое применение, в настоящее время невелико, что связано прежде всего с тем, что к материалам, используемым в ядерных реакторах, предъявляются жесткие, часто противоречивые требования, удовлетворить которым могут далеко не все сплавы. Для обеспечения работоспособности таких изделий, несущих давление, как оболочки твэлов и каналы, необходимо оптимальное сочетание радиационной стойкости, включая сопротивление радиационной ползучести и радиационному росту, коррозионной стойкости, исходной пластичности, трещиностойкости, технологичности.
В настоящее время разработано несколько промышленных сплавов циркония, имеющих довольно удачное сочетание указанных свойств для использования в ядерной энергетике. Среди этих сплавов, получивших широкое распространение, отечественные
143
сплавы циркония Zr−1% Nb и Zr−2,5% Nb и зарубежные сплавы на основе системы Zr−Sn циркалой-2 и циркалой-4, содержащий те же элементы, что и циркалой-2, но с ограниченным содержанием никеля, способствующего поглощению цирконием водорода.
Указанные сплавы в течение многих лет удовлетворяли основные потребности атомной энергетики, однако в последнее время в связи с необходимостью повышения глубины выгорания ядерного топлива, разработками АЭС, работающих в маневренных режимах, необходимы новые сплавы, обладающие лучшим комплексом свойств, чем существующие. Разработка таких сплавов идет по пути комбинирования сплавов циркония с ниобием и сплавов типа циркалой, и на этом пути найдены довольно удачные комбинации. Основой таких сплавов является система Zr−Nb−Sn, как, например, сплав Э635. В табл. 23.32 приведены составы циркониевых сплавов, использующихся в реакторах на тепловых нейтронах, включая сплав Э635 с улучшенными механическими свойствами, жаропрочностью и радиационной стойкостью.
Механические свойства циркония и его сплавов приведены в табл. 23.33. Из таблицы видно, что сплавы типа циркалой и сплав Э110 обладают примерно одинаковыми свойствами при рабочей температуре ~ 300 °С. Эти сплавы используют в качестве материала оболочек твэлов. По сравнению с ними сплав Э125 имеет значительное преимущество по прочности при температуре 300 °С. Этот сплав используется в качестве материала канальных труб реакторов канального типа РБМК и САNDU. Более высокими из перечисленных в табл. 23.33 материалов прочностными свойствами обладает сплав Э635.
Механические свойства сплава скэнюк-1, разработанного в Европе на основе советского сплава Zr−1 % Nb и не содержащего Sn, практически не отличаются от свойств сплава циркалой-2 (рис. 23.50).
На рис. 23.51 приведены рекристаллизованные структуры сплава Zr−1% Nb и разных сплавов циркония, имеющих составы, близкие к составу сплава Э635, но отличающихся содержанием Nb, Fe и Sn и, следовательно, фазовым составом.
144

145
Таблица 23.32
Химический состав циркония и его сплавов, используемых в ЯЭУ
Материал |
|
|
|
|
|
|
|
|
|
|
Содержание элементов, % |
|
|
|
|
|
|
|
|
||||||
|
|
|
Nb |
|
|
Sn |
|
Fe |
Cr |
|
|
Ni |
C |
|
|
|
O |
|
N |
||||||
Zr (иодидный) |
|
|
− |
|
|
|
− |
|
≤ 0,03 |
≤ 0,02 |
|
|
≤ 0,02 |
≤0,008 |
|
|
≤ 0,05 |
|
≤ 0,005 |
||||||
Zr (электролитический) |
|
− |
|
|
|
− |
|
≤ 0,05 |
≤ 0,03 |
|
|
≤ 0,008 |
≤ 0,02 |
|
|
≤ 0,1 |
|
≤ 0,006 |
|||||||
Zr (губчатый) |
|
|
− |
|
|
|
− |
|
* |
|
* |
|
|
* |
|
≤ 0,027 |
|
|
≤ 0,14 |
|
≤ 0,008 |
||||
Э110 (Zr − 1 % Nb) |
|
0,9−1,1 |
|
|
|
− |
|
≤ 0,03 |
≤ 0,02 |
|
|
≤ 0,02 |
≤ 0,02 |
|
|
≤ 0,1 |
|
≤ 0,006 |
|||||||
Э125 (Zr − 2,5 %Nb) |
|
2,4−2,7 |
|
|
|
− |
|
≤ 0,03 |
≤ 0,02 |
|
|
≤ 0,02 |
≤ 0,02 |
|
|
≤ 0,1 |
|
≤ 0,006 |
|||||||
Циркалой-2 |
|
|
− |
|
|
1,2−1,7 |
|
0,07−0,2 |
0,05−0,1 |
|
0,03−0,08 |
≤ 0,027 |
|
|
≤ 0,14 |
|
≤ 0,008 |
||||||||
Циркалой-4 |
|
|
− |
|
|
1,2−1,7 |
|
0,18−0,24 |
0,07−0,13 |
|
− |
≤ 0,027 |
|
|
≤ 0,14 |
|
≤ 0,008 |
||||||||
Э635 |
|
|
0,9−1,1 |
|
|
1,1−1,4 |
|
0,3−0,5 |
≤ 0,02 |
|
|
≤ 0,008 |
≤ 0,02 |
|
|
≤ 0,1 |
|
≤ 0,006 |
|||||||
* Нет данных |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 23.33 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Механические свойства при растяжении циркония и некоторых его сплавов |
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
в рекристаллизованном состоянии |
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Материал |
|
20 °С |
|
|
|
|
|
200 °С |
|
|
|
|
300 °С |
|
|
|
|
|
400 °С |
|
|||||
σв, |
|
σ0,2, |
|
δ,% |
|
σв, |
σ0,2, |
|
δ,% |
|
σв, |
σ0,2, |
|
δ,% |
|
σв, |
|
σ0,2, |
δ,% |
||||||
|
МПа |
МПа |
|
|
МПа |
МПа |
|
|
МПа |
МПа |
|
|
|
МПа |
|
МПа |
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
Zr |
220 |
80 |
|
45 |
|
140 |
|
50 |
|
55 |
|
120 |
|
45 |
|
55 |
|
110 |
|
40 |
|
60 |
|||
Э110 |
350 |
200 |
|
30 |
|
260 |
|
160 |
|
31 |
|
200 |
|
120 |
|
33 |
|
180 |
|
90 |
|
38 |
|||
Э125 |
450 |
280 |
|
25 |
|
320 |
|
220 |
|
24 |
|
300 |
|
200 |
|
23 |
|
270 |
|
180 |
|
22 |
|||
Циркалой-2 |
480 |
310 |
|
22 |
|
250 |
|
150 |
|
34 |
|
200 |
|
100 |
|
35 |
|
170 |
|
70 |
|
36 |
|||
Циркалой-4 |
490 |
310 |
|
28 |
|
300 |
|
180 |
|
32 |
|
210 |
|
120 |
|
35 |
|
− |
|
− |
− |
||||
Э635 |
590 |
500 |
|
16 |
|
520 |
|
355 |
|
22 |
|
320 |
|
230 |
|
21 |
|
− |
|
− |
− |
||||
145

Рис. 23.50. Зависимость механических свойств рекристаллизованных сплавов скэнюк-1 и циркалой-2 от температуры:
− сужение поперечного сечения ψ; − истинное сопротивление разрыву σист; S − временное сопротивление разрыву σв; − предел текучести σ0,2
Zr-1Nb |
|
Zr-1Nb-0,12Fe |
Zr-1Nb-0,3Fe-0,8Sn |
|
Zr-0,7Nb-0,6Fe-1,3Sn |
Рис. 23.51. Микроструктура и распределение частиц вторых фаз в сплавах циркония (×20000) (В.Н. Шишов и др.)
146

Если в сплаве Zr−1% Nb присутствуют лишь частицы второй фазы β-Nb со средним размером около 40 нм, то в сплаве Zr−1 % Nb−0,12 % Fe наряду с фазой β-Nb есть выделения фазы Лавеса Zr(Nb, Fe)2. В сплаве Zr−1 % Nb−0,3 % Fe−0,8 % Sn раз-
мер частиц этой фазы достигает 100 нм. В сплаве Zr−0,7 % Nb−0,6 % Fe−1,3 % Sn, кроме фазы Лавеса, обнаружены выделения фазы (Zr, Nb)2Fe (Т-фаза) с размерами до 1 мкм. В последних двух сплавах, не смотря на добавки Sn, интерметаллид Zr4Sn не обнаружен, хотя, как следует из равновесной диаграммы состояния системы Zr−Sn (см. рис. 23.43), со снижением температуры растворимость олова в цирконии резко умньшается, и интерметаллидная фаза Zr4Sn должна присутствовать.
β- L
L+T
Т
β-Nb
Фаза
Лавеса
Фаза
Лавеса
Фазафаза
 ЛавесаЛаве
ЛавесаЛаве
ТТ-фазаза
1 мкм
Рис. 23.52. Фрагмент фазовой диаграммы Zr−Nb−Fe (разрез при 580 °С) и типичная микроструктура сплавов:
L − фаза Лавеса Zr(Nb, Fe)2, Т − фаза (Zr, Nb)2Fe (А.В. Целищев и др.)
147
Циркониевый угол фазовой диаграммы тройной системы Zr−Nb−Fe при 580 °С, полученный на основании исследований сплавов типа Э635 с различным содержанием ниобия (0,71−1,25 %) и железа (0,10−0,68 %), приведен на рис. 23.52. В табл. 23.34 представлены результаты исследования фазового состава указанных сплавов после окончательной термообработки (трехкратная холодная прокатка и заключительный отжиг при 580 °С, 3 ч).
Таблица 23.34
Характеристики фазовых выделений в исследованных сплавах типа Э635 (А.В. Целищев и др.)
Состав |
|
Струк- |
Параметры |
Состав фазы, |
Сред- |
Концент- |
||
сплава, мас |
Фаза |
решетки, |
массовая доля, |
ний |
рация, |
|||
% |
|
тура |
нм |
|
% |
|
размер, |
1019 м-3 |
|
|
|
|
Zr |
Nb |
Fe |
нм |
|
1,1Sn; |
L |
ГПУ |
а = 0,54; |
39 |
40 |
21 |
84 |
2,2 |
0,99Nb; |
|
|
с = 0,87 |
|
|
|
|
|
0,30Fe |
|
|
|
|
|
|
|
|
1,2Sn; |
β-Nb |
ОЦК |
а =0,34 |
15 |
85 |
0 |
23 |
3 |
1,00Nb; |
L |
ГПУ |
а =0,54; |
40 |
43 |
17 |
77 |
1,5 |
0,10Fe |
|
|
с = 0,87 |
|
|
|
|
|
1,2Sn; |
L |
ГПУ |
а = 0,54; |
43 |
34 |
23 |
78 |
1,2 |
0,71Nb |
T |
ГЦК |
с = 0,87 |
69 |
10 |
21 |
400 |
0,01 |
0,33Fe |
|
|
а = 1,22 |
|
|
|
|
|
1,1Sn; |
L |
ГПУ |
а = 0,53; |
44 |
31 |
25 |
83 |
1,4 |
1,04Nb |
T |
ГЦК |
с = 0,86 |
65 |
13 |
22 |
400 |
0,15 |
0,68Fe |
|
|
а = 1,22 |
|
|
|
|
|
1,1Sn; |
L |
ГПУ |
а = 0,54; |
39 |
39 |
22 |
80 |
2,3 |
1,25Nb |
T |
ГЦК |
с = 0,87 |
69 |
13 |
19 |
400 |
0,03 |
0,47Fe |
|
|
а = 1,22 |
|
|
|
|
|
1,2Sn; |
β-Nb |
ОЦК |
а = 0,34 |
15 |
85 |
0 |
25 |
2 |
1,12Nb |
L |
ГПУ |
а = 0,54; |
39 |
42 |
19 |
80 |
2,2 |
0,25Fe |
|
|
с = 0,87 |
|
|
|
|
|
В действующих технических условиях (ТУ) в слитках из сплава Э635 содержание ниобия допускается в пределах 0,9−1,2 %, а железа − 0,30÷0,47 %. Таким образом, величина отношения Nb/Fe может меняться в широких пределах от 1,9 до 4. Следовательно, сплав, соответствующий требованиям ТУ, может иметь двухфазную или трехфазную структуру. При наличии в сплаве 1,0 % Nb двухфазная
148
область (αZr + фаза Лавеса) существует при содержании железа 0,2−0,3 %, при большем количестве железа образуется дополнительно Т-фаза.
Установлено, что крупные частицы Т-фазы и их скопления являются основной причиной ранней локализации деформации при растяжении образцов сплава Э635 и определяют стадию зарождения вязкого излома в шейке, понижая равномерную пластичность и сопротивление разрушению. Следовательно, способность сплава к устойчивой пластической деформации можно повысить, снижая количество и размер крупных частиц Т-фазы, например, уменьшением содержания железа в сплаве.
Поиски новых сплавов, которые обеспечили бы достижение выгорания > 70 МВт сут/кг в последнее время активизировались в связи с появлением новой программы развития атомной энергетики в России. Полагают, что существующие сплавы для оболочек твэлов не в полной мере удовлетворяют требованиям новых типов реакторов. Сплав Э635 существенно превосходит сплав Э110 по прочности (см. табл. 23.33), сопротивлению ползучести и радиационному росту, однако уступает последнему по коррозионной стойкости в воде под давлением. С другой стороны сплав Э110 в условиях кипения теплоносителя подвержен нодулярной коррозии. Поэтому поиски новых сплавов в последнее время велись в направлении создания сплавов, которые удовлетворяли бы всем требованиям, предъявляемым к циркониевым сплавам для оболочек твэлов, обеспечивающим выгорание более (60−70) МВт сут/кг.
Необходимо отметить, что существующие сплавы, используемые для оболочек твэлов, являются результатом отбора среди многих циркониевых сплавов. Поэтому создание принципиально нового сплава, который удовлетворял бы всем требованиям, вряд ли возможно. Вследствие этого поиски были ограничены небольшими вариациями существующих композиций. Во Франции за основу был принят сплав губчатого циркония с 1 % ниобия, получивший название М5. Применение губчатого циркония по сравнению со смесью иодидного и электролитического, применяемого в России, дало этому сплаву определенные преимущества. Аналогом сплава Э635 на западе является сплав Zirlo.
В России в настоящее время предлагается несколько модификаций сплавов Э110 и Э635, которые, по всей видимости, могут
149
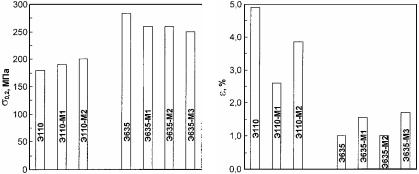
прийти на смену существующим сплавам после исследования их радиационных и коррозионных свойств в условиях соответствующих реакторных систем. О подходах, использованных при разработке этих сплавов, будет сказано в разделе «Коррозионная стойкость циркония и его сплавов». Здесь мы ограничимся только демонстрацией результатов этих недавних разработок, выполненных ВНИИНМ.
В табл. 23.35 показаны составы новых вариантов сплавов, а на рис. 23.53 влияние вариаций составов сплавов Э110 и Э635 на их механические свойства.
|
|
|
|
|
Таблица 23.35 |
|
|
Химический состав разрабатываемых циркониевых сплавов |
|||||
|
|
|
|
|
|
|
|
Сплав |
|
Содержание элементов, % |
|
|
|
|
Nb |
Sn |
Fe |
O |
|
|
|
|
|
||||
|
Э110 |
1,0 |
|
|
0,05 |
|
|
Э110-М1* |
1,0 |
|
|
0,13 |
|
|
Э110-М2 |
1,0 |
|
0,13 |
0,13 |
|
|
Э635 |
1,0 |
1,2 |
0,30 0,35 |
0,09 |
|
|
Э635-М1 |
1,0 |
0,8 |
0,30 |
0,09 |
|
|
Э635-М2 |
0,75 |
1,2 |
0,30 |
0,09 |
|
|
Э635-М3 |
0,75 |
0,8 |
0,30 |
0,09 |
|
|
М-5 |
1,0 |
|
|
0,12 |
|
|
Zirlo |
1,0 |
1,0 |
0,12 |
0,12 |
|
|
_____________ |
|
|
|
|
|
|
*Номер модификации. |
|
|
|
|
|
|
|
|
а |
|
б |
|
Рис. 23.53. Механические свойства оболочечных труб во внереакторных условиях: а предел текучести при 380 С; б деформация диаметральной ползучести под внутренним давлением (Т = 400 С, = 100 МПа, = 3000 ч)
150
23.2.3.Коррозионная стойкость циркония
иего сплавов
Вподавляющем большинстве случаев, которые могут иметь практическое значение, решающую роль играет взаимодействие Zr
сэлементами, образующими так называемые фазы внедрения (О, Н, N), которые либо являются непременной составляющей рабочей среды (воздух, вода, пар и др.), либо присутствуют в виде примесей как в циркониевых сплавах, так и в теплоносителе.
Взаимодействие с кислоро-
дом. Цирконий обладает большим
сродством к кислороду − |
G0 |
= |
|
|
|
298 |
|
|
|
= 478 кДж/г-атом О. Как следует |
|
|||
из диаграммы состояния (рис. |
|
|||
23.54), цирконий − один из немно- |
|
|||
гих металлов, хорошо растворяю- |
|
|||
щих кислород, при этом в α-Zr ки- |
|
|||
слород растворяется до 6,75% и |
|
|||
стабилизирует α-фазу, повышая |
|
|||
температуру (α ' β)-превращения |
|
|||
и температуру плавления цирко- |
|
|||
ния; максимальная растворимость |
|
|||
кислорода в β-Zr составляет около |
|
|||
2% и уменьшается до нуля в точке |
|
|||
(α ' β)-превращения. |
|
|
Рис. 23.54. Диаграмма состояния |
|
Система Zr−О (см. рис. 23.54) |
||||
системы Zr−O |
||||
характеризуется наличием |
хими- |
|||
|
||||
ческого соединения ZrО2, возможно, ZrO и субоксидов типа ZrnO (п = 8; 5,6; 3,7; 3,1; 2,9; 2,7). Многие исследователи указывают на возможность образования упорядоченной структуры Zr3О. Температура плавления оксида ZrO2 примерно 2700 °С; с α-фазой он образует эвтектику при 1900 °С. Перитектическая реакция Ж + α ' β протекает при 1940 °С. Диоксид ZrО2 имеет небольшую область гомогенности с границами ~23 % О при 1900 °С и ~25 % О при
700 °С.
При 1000 °С (по другим данным 1170 °С) и 1557 °С ZrО2 испытывает полиморфные превращения и может существовать в трех
151
кристаллических модификациях: моноклинной (а = 0,51454 нм, b = 0,52075 нм, с = 0,53107 нм, β = 99°14') − при Т < 1000 °С (1170 °С); тетрагональной (а = 0,36444 нм, с = 0,52829 нм) − в интервале 1000 (1170) – 1577 °С; кубической (а = 0,5272 нм при
2400 °С) − при Т > 1577 °С. При переходе от моноклинной модификации к тетрагональной удельный объем уменьшается на 7,6 % (или увеличивается при обратном переходе).
Коррозия в углекислом газе и на воздухе. При взаимодейст-
вии Zr с СО2 происходит окисление поверхности металла с образованием оксидной пленки. Кинетика этого процесса имеет те же закономерности, что и окисление в кислороде и на воздухе. Специфика коррозии Zr в СО2 состоит в том, что углерод, освобождающийся при разложении молекулы СО2, взаимодействует с оксидной пленкой. Исследование окисления циркония в радиоактивном углекислом газе при температуре 550 и 700 °С показало, что углерод в основном концентрируется в оксидной пленке и лишь небольшая часть его поступает в металл. С течением времени скорость поглощения углерода уменьшается.
Воздух − значительно более агрессивная среда по отношению к цирконию, чем углекислый газ. Основной составляющей воздуха является азот. Хотя взаимодействие чистого азота с цирконием обычно происходит медленнее, чем с чистым кислородом, однако в смеси с кислородом азот существенно увеличивает скорость окисления. Это можно связать с тем, что при окислении на воздухе цирконий интенсивно поглощает азот, который, как будет показано ниже, ухудшает защитные свойства оксидной пленки.
Коррозия в воде и паре. Наибольшее практическое значение имеют вопросы коррозионной стойкости Zr и его сплавов в воде высоких параметров, пароводяной смеси и паре. Для коррозии циркония и его сплавов в этих условиях характерны следующие основные черты.
1. Коррозия начинается с адсорбции молекул воды поверхностью циркония. Молекулы диссоциируют, образуя ионы кислорода и водорода. Кислород растворяется в металле, и при достижении определенной концентрации на поверхности образуется оксид ZrO2. Водород также частично растворяется в металле. Многочисленные исследования показали, что зародыши ZrO2 появляются
152
вначале по границам, а затем внутри зерна преимущественно в плоскостях (1010).
2.После образования пленки оксида образующиеся на его поверхности ионы кислорода диффундируют сквозь пленку, достигая металла и наращивая, таким образом, толщину пленки оксида. Водород также диффундирует сквозь пленку, при этом доля поглощаемого сплавом водорода от образующегося существенно зависит от состава сплава. Перенос атомов Zr через пленку при этом незначителен и составляет лишь несколько процентов от количества продиффундировавших атомов кислорода.
3.Исследования, проведенные с помощью стабильного изотопа
18О, а также ядерной реакции 17О(3Не, α)16О, показывают миграцию кислорода в глубинных слоях оксидной пленки по путям облегченной диффузии («короткозамкнутым», «линейным»), а также рост оксидной пленки в результате движения кислорода по кратчайшим диффузионным путям (границам зерен, микротрещинам, микропорам).
4.Если рост оксидной пленки осуществляется путем транспорта ионов кислорода по анионным вакансиям, то большое значение приобретает транспорт электронов через пленку для обеспечения ионизации кислорода на поверхности пленки. В этом отношении чрезвычайно важной является возможность транспорта электронов по короткозамкнутым путям, в качестве которых могут выступать участки с повышенной по сравнению с оксидом проводимостью (металлические включения, интерметаллиды). Обобщенная картина транспорта кислорода и электронов и реакций на границах раздела показана на рис. 23.55.
5.На первых этапах окисления при переходе ZrO2 из аморфного состояния в кристаллическое по мере роста кристаллов сначала образуется кубическая форма, затем тетрагональная, последняя переходит в моноклинную. Обычно первая стадия является кратковременной, и при длительном процессе окисления оксидная пленка в основной массе состоит из моноклинного оксида циркония.
Вначальный период она является плотной и хорошо сцепленной с металлической поверхностью. Иногда в структуре пленки встречаются метастабильные формы высокотемпературных модификаций
153

(кубической или тетрагональной) оксида циркония. Кинетика окисления циркония в зависимости от толщины пленки описывается различными уравнениями. В общем случае кинетику можно описать степенной функцией типа
m = Аτn, |
(23.22) |
где m − привес; τ − время; А и п − постоянные. В зависимости от условий окисления, состава и подготовки поверхности образца показатель степени п меняется от 1/3 до 1, что указывает на то, что характер протекания процесса окисления изменяется от кубического закона до линейного.
Рис. 23.55. Обобщенное схематическое изображение процессов, протекающих
воксидной пленке циркониевого сплава
Вначальный период показатель степени п = 0,5, что соответствует механизму диффузии кислорода через слой оксида циркония по анионным вакансиям.
После достижения толщины пленки около 1 мкм закон квадратичной параболы прироста толщины сменяется на закон кубиче-
ской параболы, т.е. п ≈ 0,33.
Когда толщина пленки достигает примерно 3 мкм, окисление существенно ускоряется и уже подчиняется линейному закону, т.е. значение п = 1. Явление перехода к линейному закону получило название перелома (рис. 23.56), а толщина пленки, при которой наступает перелом − критической толщины.
154

При достижении критической толщины в пленке образуются микропоры, продольные и поперечные микротрещины, через которые относительно свободно проникает вода (или пары воды) и водород, и лимитирующим фактором становится диффузия кислорода через весьма тонкий барьерный слой неповрежденного оксида циркония, прилегающего непосредственно к металлу. Толщина этого слоя остается постоянной (растет при этом внешний растрескавшийся слой), в результате чего поток диффундирующих через барьерный слой атомов остается постоянным и, следовательно, постоянна скорость роста общего слоя оксида.
Рис. 23.56. Кинетические кривые окисления Zr в воде при 370 °С:
1 − иодидный Zr с 0,007 % N; 2 − губчатый Zr с 0,003 % N;
3 − иодидный Zr с 0,003 % N
С повышением температуры окисления критическая толщина пленки возрастает, а время до перелома уменьшается.
При переходе через перелом изменяется не только кинетика окисления, но и внешний вид и прочность пленки. До перелома пленка − черного цвета, блестящая, хорошо сцепленная с металлом. Она является эффективным барьером против коррозии, состав ее достехиометрический и отвечает формуле ZrO2-х, где х ≤ 0,05. После перелома цвет постепенно изменяется от черного до белого, проходя через серые оттенки.
При толщине 50−60 мкм пленка становится рыхлой, осыпающейся. В некоторых случаях это принимается как исчерпание рабо-
155
тоспособности изделия из циркониевого сплава. Состав белой пленки стехиометрический.
Коррозионная кинетика циркониевых сплавов чрезвычайно сильно зависит от многих факторов, основными из которых являются: наличие примесей и легирующих элементов; структурное состояние сплава, формирующееся на всех этапах обработки; качество и чистота поверхности изделия; наличие и характер распределения остаточных напряжений; состав теплоносителя (примеси − содержание кислорода и водорода); параметры теплоносителя и его состояние (вода под давлением, пароводяная эмульсия); наличие и интенсивность нейтронного потока; различного рода механические воздействия, удары, трение и т.п.
Есть несколько гипотез, объясняющих наступление явления перелома. Чаще всего его связывают с напряжениями, возникающими в пленке вследствие разницы в удельных объемах металлического Zr и его оксида (отношение VZro2/VZr = 1,56). Напряжения в пленке и металлическом подслое возрастают с ростом толщины пленки. Кроме того, с ростом толщины уменьшается эластичность и увеличивается дефектность пленки. В конечном итоге, как полагают, это приводит к ее растрескиванию и наступлению перелома.
Явление перелома на кривой окисления иногда рассматривают с позиции возможности фрагментации оксидной пленки, образующейся на поверхности, так как считают, что плотная черная оксидная пленка, образующаяся в начальный период окисления на монокристалле циркония, также является монокристаллической, а белый оксид после перелома имеет поликристаллическое строение.
Вместе с тем существуют факты, говорящие о том, что прилегающий к металлу слой оксида является аморфным, и речь может идти скорее не о фрагментации, а о рекристаллизации оксидной пленки.
Во всяком случае, все рассмотренные механизмы обеспечивают наличие коротких «быстрых» каналов диффузии кислорода и водорода.
Влияние примесей и легирующих элементов на коррозион-
ную стойкость циркония. Полагают, что наиболее высоким сопротивлением окислению в сухом кислороде обладает чистый цирконий. Однако коррозионная стойкость Zr в очень сильной степени зависит от содержания даже малых количеств примесей, что осо-
156
бенно проявляется при взаимодействии с водой или паром при повышенных температурах.
Растворенный в Zr кислород в количестве, не превышающем несколько десятых долей процента, незначительно влияет на скорость окисления циркония. С увеличением содержания кислорода скорость окисления заметно возрастает.
Кнаиболее вредным примесям относится азот. Азот, так же как
икислород, образует с Zr твердые растворы больших концентраций
(при 500°С в α-Zr растворяется до 3,7% азота). Присутствие азота существенно уменьшает коррозионную стойкость Zr и его сплавов. При этом эффект присутствия азота реализуется как в случае растворения его в сплаве, так и в коррозионной среде. Представление о влиянии азота дает рис. 23.56, из которого следует, что увеличение содержания азота от 0,003 до 0,007 % снижает время до достижения перелома на порядок величины. Допустимым считается его содержание не более 0,002−0,003 %. Отрицательное влияние азота связывают с увеличением числа анионных вакансий при его растворении в оксиде ZrO2. С другой стороны, азот образует нитрид ZrN, нерастворимый в ZrO2 и потому располагающийся по границам зерен оксида. Это облегчает транспорт кислорода к поверхности Zr вследствие появления дополнительных путей проникновения кислорода к металлу.
К примесям, отрицательно влияющим на коррозионную стойкость, следует отнести и углерод, образующий с Zr карбид ZrC. Поэтому он действует аналогично азоту.
Следует отметить и отрицательную роль водорода. Водород в α-Zr растворяется незначительно, поэтому при выделении водорода по реакции окисления циркония
2O2− + Zr → ZrO2 + 2e + 2+, 2+ + 2e + H2O → O2− + 2H+, (23.23)
где − анионная (кислородная) вакансия, e − электрон, он образует гидриды ZrH2 в приповерхностном слое. При этом защитная оксидная пленка при росте гидридов может быть повреждена и тем самым ускорены коррозионные процессы.
Отрицательная роль водорода может усилиться, если в приповерхностном слое имеются интерметаллиды или неметаллические включения, создающие условия для концентрирования водорода.
157
В воде и паре примеси и легирующие элементы следующим образом влияют на коррозионную стойкость циркония:
1)Н, N, С, О, Ti, U, Al, Са, Mg, Cl, Si, Pb, Mo, Zn, La, Ce, Ga, V, Be, Та ускоряют коррозию;
2)Sn, Sb, Fe, Cr, Ni ослабляют вредное действие элементов первой группы;
3)Hf, Cu, W нейтральны.
Существенно, что действие вредных примесей при одновременном их содержании в Zr суммируется; при этом может проявляться явление синергизма, т.е. взаимное усиление действия друг друга при одновременном содержании нескольких примесей. Это приводит к тому, что использование чистого Zr возможно только при таком низком содержании вредных примесей, достижение которого требует неоправданно больших усилий. Поэтому отрицательное влияние примесей стараются компенсировать соответствующим легированием.
При выборе легирующих элементов исходят из необходимости обеспечения комплекса свойств сплава, необходимого для выполнения своего функционального назначения (например, оболочки твэлов или канальные трубы). В этот комплекс свойств входят: обеспечение низкого сечения захвата тепловых нейтронов, обеспечение механической надежности (т.е. высокие прочностные свойства при достаточно высокой пластичности), отсутствие долгоживущих радиоактивных изотопов, обладающих жестким гаммаизлучением и, наконец, высокая коррозионная стойкость.
Наиболее широко используют в практике легирующие элементы: Nb, Sn, Fe, Cr, Cu, Mo, Ni. Если говорить строго в отношении очень чистого Zr, то все эти элементы ухудшают его коррозионную стойкость (рис. 23.57). Единственным элементом, практически не изменяющим коррозионную стойкость чистого Zr, является железо. Указанные элементы различным образом влияют также на поглощение сплавом водорода.
На рис. 23.58 представлены отношения количеств поглощения водорода сплавом к поглощению чистым цирконием. Видно, что Nb и Sb существенно уменьшают поглощение водорода; в наибольшей степени увеличивает поглощение водорода Ni.
Если в отечественной практике использования получили распространение главным образом Zr−Nb-сплавы (см. табл. 23.32), то
158

за рубежом основными являются сплавы, основанные на легировании оловом (циркалой-2 и циркалой-4). Это различие сложилось исторически на основании того, что отечественная циркониевая промышленность начинала развиваться на иодидном чистом Zr, в то время как западная базировалась на более загрязненном азотом цирконии.
Рис. 23.57. Влияние легирующих элементов на коррозию Zr:
а − в воде (350 °С, 3000 ч); б − в паре (400 °С, 3000 ч)
Рис. 23.58. Отношение количества поглощенного водорода бинарным сплавом Zr−Me к поглощению чистым цирконием
Ниобий не только повышает прочностные характеристики циркониевых сплавов (см. п. 23.2.2), но в небольших количествах (см. рис. 23.57, а) оказывает стабилизирующее действие на их коррозионную стойкость в воде, нейтрализуя влияние вредных примесей.
159
Для сплавов, легированных до 5 % Nb, отмечается отсутствие резкого перелома на кривой окисления в области температур 300 500 С; относительно слабо изменяя влияние N, Al и С, ниобий существенно блокирует отрицательное влияние Si, Ni, Fe.
С повышением содержания ниобия коррозионная стойкость сплавов Zr Nb снижается, поэтому сплав Zr + 2,5 % Nb, обладая повышенными прочностными свойствами, менее коррозионностоек, чем сплав Zr + 1 % Nb. Полагают, что один из механизмов положительного влияния Nb заключается в том, что в процессе окисления в пленке ZrO2 возможно присутствие ниобия в виде Nb2O5 или 6ZrO2 Nb2O5, которые, располагаясь по границам кристаллитов ZrO2, способствует «залечиванию» дефектов защитной пленки.
Олово, введенное в небольших количествах в загрязненный Zr, повышает его коррозионную стойкость в воде и паре (рис. 23.59). Смысл введения Sn двоякий: во-первых, Sn улучшает механические свойства и жаропрочность циркония (см. п. 23.2.2); во-вторых, оно парализует вредное влияние примесей, особенно азота, однако повышение содержания Sn выше 0,5 1 % приводит вновь к увеличению привеса (см. рис. 23.59). Положительное влияние Sn на коррозионную стойкость Zr объясняется возможностью образования двухфазной пленки (ZrO2 SnO2), свойствами и характером распределения оксида SnO2, в частности, расположением его на межкристаллитных границах оксида ZrO2. При этом между содержанием Sn и допустимой концентрацией N существует следующая зависимость:
Содержание Sn, % ……………... |
0,5 |
1,0 |
2,0 |
2,5 |
3,0 |
Допустимое содержание N, % … |
0,002 |
0,003 |
0,006 |
0,007 |
0,008 |
Вместе с тем следует отметить, что Sn оказывает весьма отрицательное влияние на коррозионную стойкость чистого Zr (например, иодидного) в воде и паре. Особенно резко это проявляется при повышенных температурах и длительных выдержках. Отмечается возрастание скорости коррозии с увеличением концентрации Sn, а также наличие перелома на кривой окисления, после которого скорость окисления существенно возрастает.
Элементы Fe, Cr, Сu, Мо и Ni хотя и используются для легирования циркониевых сплавов, но их применение основано, главным
160
образом, на эмпирических данных, а механизмы и закономерности влияния их на коррозионную стойкость Zr не установлены.
Неплохую стойкость в паре показали сплавы Zr−Cr при содержании Сr до 1,5 %; Fe и Мо показали отрицательное действие на коррозионную стойкость бинарных сплавов, хотя в многокомпонентных сплавах они могут оказывать положительное влияние. В двойной системе Zr−Sn, как оказалось, небольшие добавки Fe, Cr и Ni действуют облагораживающе, понижая скорость коррозии.
Минимальное значение скорости коррозии находится в области содержания этих элементов около 0,2 %. Однако в связи с тем, что Ni способствует абсорбции водорода циркониевыми сплавами (см. рис.
23.58), в качестве перспективного легирующего элемента его не рассматривают, а в последнее время появилась четкая тенденция замены его другими элементами или полного отказа от его использования. Например, первоначальный состав конструкционного сплава циркалой-2 содержал все три дополнительных элемента. Впоследствии был разработан «безникелевый» сплав циркалой-4 с содержанием Ni не более 0,007 % (см. табл. 23.32).
Выше было рассмотрено влияние элементов в бинарных системах. В более сложных системах роль легирующих элементов может измениться и качественно, и количественно, что проявляется, в частности, при легировании циркония, содержащего вредные примеси. Влияние элементов может проявляться различно и при разных условиях. Например, медь, влияющая отрицательно на коррозию в воде при 350 °С, в паре при 400−500 °С может обеспечить высокую коррозионную стойкость. Примером влияния сложного легирования являются сплавы типа циркалой − положительное влияние
161

олова в этих сплавах реализуется только в сочетании с железом и хромом.
Сплав Э635 имеет существенное преимущество перед сплавом циркалой-4 в коррозионной стойкости (рис. 23.60).
Рис. 23.60. Зависимость коррозии оболочек твэлов из сплавов циркалой-4 (1) и Э635 (2) от содержания Li в воде (автоклавное испытание в течение 300 суток при 360 °С
и σ = 18,6 МПа)
Изменение содержания основных легирующих элементов в сплавах типа Э635 приводит к существенным изменениям коррозионной стойкости. Так, установлено, что снижение концентрации Sn (при стандартных 1 % Nb и 0,3÷0,4 % Fe) от 1,5 до 0,8 % очень сильно снижает привес массы при автоклавных испытаниях в паре при 400 °С. В сплавах с 1,2 % Sn и 0,3÷0,4 % Fe снижение содержания Nb от 1,3 до 0,6 % снижает привес на 50 %, а при снижении содержания Sn до 0,8 % привес уменьшается еще на 30 %.
При изменении содержания Fe в интервале от 0,1 до 0,6 % (при 0,8 % Sn и 1 % Nb) минимумом привеса массы наблюдается при
(0,3−0,4) % Fe.
В воде при 360 °С снижение содержания Sn от 1,5 до 0,8 % (в сплавах с 1 % Nb и 0,3÷0,4 % Fe) сильно снижает коррозию. В сплавах с 1,2 % Sn и 0,3÷0,4 % Fe уменьшение содержания Nb от 1,3 до 0,6 % снижает привес почти на 40 %, а при снижении содержания Sn до 0,8 % привес меньше еще на 10−15 %.
От величины соотношения концентраций ниобия и железа зависят не только технологические свойства сплава Э635. Как видно из рис. 23.61, величина привесов сплава Э635 после испытаний при Т = 360 °С в воде и в воде с литием является немонотонной функцией величины K = Fe/(Fe+Nb).
162

Из рис. 23.61 также следует, что для повышения коррозионной стойкости сплава Э635 за счет оптимизации соотношения железа и ниобия по имеющимся результатам автоклавных испытаний следует выбрать Kопт = 0,30. Тогда, задавая содержание железа 0,35 %, получаем соответствующее содержание ниобия в сплаве 0,8 %. Таким образом, для повышения коррозионной стойкости сплава Э635 можно рекомендовать сплав, содержащий 0,8 ± 0,1 % Nb и 0,35 ± 0,03 % Fe. Полученные результаты подтверждают правильность выбора содержания ниобия и железа в составе модернизированного сплава Э635М, разработанного А.В. Никулиной с сотрудниками на основе базового сплава Э635.
Рис. 23.61. Зависимость привеса сплавов типа Э635 при коррозионных автоклавных испытаниях от величины соотношения концентраций железа и ниобия
Применяемые в России промышленные сплавы циркония для оболочек Э110 и Э635 существенно отличаются друг от друга по сопротивлению коррозии. Сплав Э110 проявляет очень высокую коррозионную стойкость в водно-химическом режиме ВВЭР (рН11 12 с высоким содержанием водорода в теплоносителе) (рис. 23.62), в кипящем безкоррекционном режиме РБМК или в высоко-
163

напряженных реакторах судовых ядерно-энергетических установок ледоколов, а также в будущем в плавучих АЭС, но проявляет склонность к нодулярной коррозии (рис. 23.63). Сплав Э635 менее склонный к нодулярной коррозии, проявляет существенно большую общую коррозию в режиме ВВЭР (см. рис. 23.62).
Рис. 23.62. Оксидные пленки на оболочках твэлов для условий, характерных ВВЭР-1000
Рис. 23.63. Нодулярная коррозия во внереакторных условиях при температуре 500 °С (методика ИРМ)
164
Поскольку в России в ближайшие десятилетия запланировано строительство АЭС различной мощности и назначения в основном с реакторами с водой под давлением, то модификация сплавов, о которой говорилось выше, была направлена на сближение сплавов не только по прочностным свойствам, но и по сопротивлению коррозии в режиме ВВЭР, в том числе с поверхностным кипением, что характерно для судовых установок, плавучих АЭС и АЭС-2006-2009.
На рис. 23.63 видно, что при легировании кислородом до 0,13 % (сплав Э110-М1) склонность сплава Э110 к нодулярной коррозии существенно снижается. Вследствие этого полагают, что использование для сплава Э110 в качестве основы губчатого циркония может повысить его свойства применительно к использованию в качестве оболочек твэлов реакторов с водой под давлением.
По-видимому, модификации сплавов Э110 и Э635 будут основными материалами оболочек твэлов на ближайшие десятилетия как для реакторов с водой под давлением, так и для реакторов с кипящим теплоносителем.
Всвязи с тем, что базовый сплав Э635 существенно уступает сплаву Э110 по коррозионной стойкости, разрабатываемые новые модификации сплава Э635 и прогноз коррозионного поведения сплава Э635М в режиме ВВЭР (см. рис. 23.62) позволяют надеяться на то, что они обеспечат повышение глубины выгорания ядерного топлива.
Влияние структурно-фазового состояния на коррозию цир-
кониевых сплавов. Коррозионное поведение сплавов циркония (так же, как и другие аспекты его поведения) существенно зависит от структурно-фазового состояния сплавов, определяемого, в свою очередь, термической и термомеханической обработкой. Так, циркониевые сплавы проявляют высокую коррозионную стойкость в структурном состоянии, при котором содержание Nb в твердом растворе минимально.
Примером влияния сложного легирования являются сплавы типа циркалоя. Положительное влияние олова в этих сплавах реализуется только в сочетании с железом и хромом.
Взависимости от типа легирования, характера взаимодействия легирующих элементов с Zr и исходного состояния сплава циркониевые сплавы можно разбить на три группы.
165
1.Сплавы, в которых легирующие элементы имеют неограниченную растворимость в Zr и образуют в результате взаимодействия с ним непрерывный ряд твердых растворов (Ti, Hf).
2.Сплавы, в которых легирующие элементы практически нерас-
творимы в α-Zr и присутствуют в нем в виде интерметаллидных соединений. Это сплавы, содержащие Fe, Sn, Cr, Mo, Ni, Сu и др.
3. Сплавы, в которых легирующие элементы имеют неограниченную растворимость в β-Zr и ограниченную растворимость в
α-Zr (Nb, Ta).
Для сплавов первой группы характерна слабая зависимость механических свойств и коррозионной стойкости от термической обработки.
Всплавах второй группы термическая обработка сильно изменяет механические свойства и коррозионную стойкость. Структура этих сплавов является многофазной, состоящей из слаболегированной циркониевой матрицы и включений интерметаллидных фаз.
Если коррозионная стойкость матрицы, содержащей малое количество легирующего элемента в твердом растворе, в какой-то мере известна, то влияние интерметаллических соединений на это свойство изучено недостаточно. Установлено, тем не менее, что скорость коррозии циркониевых сплавов может существенно зависеть от количества, размеров и распределения интерметаллидных частиц.
Вкачестве примера на рис. 23.64 изображена зависимость изме-
нения коррозионного привеса закаленного сплава Zr−Cu−Мо от времени старения. Ухудшение коррозионной стойкости при увеличении времени старения выше 40 ч приписывают укрупнению мелкодисперсных интерметаллидов. Нисходящая часть кривой обусловлена, очевидно, обеднением твердого раствора α-Zr.
Таким образом, оптимальному состоянию соответствует условие равномерного распределения мелкодисперсных интерметаллидов и максимальное обеднение твердого раствора.
Для сплавов третьей группы характерна наиболее сильная зависимость механических свойств и коррозионной стойкости от термообработки. Так, в сплавах системы Zr−Nb в закаленном состоянии низкая коррозионная стойкость обусловлена присутствием нестабильных структур: α′- и ω-фаз.
166

Рис. 23.64. Зависимость коррозионной стойкости в паре при 400 °С и давлении 10 МПа сплава
Zr + l % Cu + + l,5 % Mo,
закаленного с температуры 1000 °С (выдержка 1 ч), от времени старения при 500 °С
Как следует из диаграммы состояния системы Zr-Nb (см. рис. 23.42), в ней при нагреве происходит довольно сильное изменение растворимости ниобия в цирконии, прежде чем достигается температура (α → β)-превращения. Поэтому при закалке из двухфазной (α+β)-области может происходить фиксирование при комнатной температуре нестабильного структурного состояния. В частности, как было показано в п. 23.2.2, образуются метастабильные α′-, β- и ω-фазы (последняя в участках, сильно обогащенных ниобием).
Пересыщение твердого раствора приводит к пониженной коррозионной стойкости. Для повышения коррозионной стойкости необходимо обеспечить распад твердого раствора и добиться максимальной равновесности структурных составляющих α-Zr и β-Nb; содержание ниобия в последней должно быть на уровне 85−90 %.
Поскольку коррозионные свойства Zr−Nb-сплавов существенно зависят от структурно-фазового состояния, очень важны режимы окончательной термообработки. Наилучшие результаты дает отжиг ниже монотектоидной горизонтали (см. рис. 23.42), при котором происходит обеднение α-фазы ниобием и замена фазы β-Zr на β-Nb. Отжиг при более высокой температуре может привести к повышению доли непревращенной фазы β-Zr и ухудшению сопротивления коррозии.
Особенно сильно структурное состояние влияет на коррозионное поведение сплава Zr + 2,5 % Nb. Для этого сплава еще в большей, чем у сплава Zr + 1 % Nb, степени наилучшие результаты дает «спокойное», равновесное состояние сплава, полученное отжигом
167
после холодной деформации ниже монотектоидной горизонтали, когда наиболее полно происходит обеднение ниобием α-фазы. При этом в целях оптимизации соотношения сопротивления коррозии и прочностных свойств отжиг производится обычно при не слишком высокой температуре (около 540 °С).
Однако желание получения более высоких прочностных свойств и высокого сопротивления ползучести привело к использованию сплава Zr + 2,5 % Nb в состоянии термомеханической обработки, которая состоит в закалке из (α+β)-области, холодной деформации с последующим старением. Оказалось, что различные сочетания холодной деформации и старения дают резко различающиеся результаты по коррозионной стойкости. На рис. 23.65 показаны кривые привеса сплава Zr + 2,5 % Nb в различных состояниях, которые можно разбить на две группы: после старения в течение 6 ч, когда распад закаленной структуры завершился не полностью, и после старения в течение 24 ч, когда этот распад практически завершился. Привесы для крайних значений в этих группах различаются в
10 раз.
Таким образом, для сплава Zr + 2,5 % Nb, так же как и для сплава Zr + 1% Nb, вопрос об обеспечении коррозионной стойкости сводится к вопросу оптимизации соотношения прочностных свойств и сопротивления коррозии.
Для обеспечения полноты распада α′-фазы нужно повышать температуру и время старения, но при этом нельзя перейти границу, когда начнется рекристаллизация (превращение пластинчатой структуры в равноосные зерна) и интенсивная коагуляция мелкодисперсной βNb-фазы. Наряду с термической обработкой на коррозионную стойкость циркониевых сплавов, главным образом третьей группы, заметное влияние оказывает механическая обработка. Так, сплавы Zr−Nb, деформированные при Т < Трекр, приобретают высокую коррозионную стойкость, сравнимую со стойкостью сплавов после отпуска в области α-фазы, а иногда даже выше.
Такой эффект обычно объясняют образованием в процессе прокатки или волочения текстуры. Поскольку кристаллографическая структура растущих зерен оксидной пленки согласуется с металлической подложкой, то при наличии текстуры взаимная разориентировка зерен растущей оксидной пленки и подложки будет мини-
168

мальной. Это приводит к уменьшению дефектных зон в пленке оксида и повышению ее защитных свойств.
Рис. 23.65. Влияние степени холодной деформации и длительности старения при 500 °С на коррозию закаленного с 880 °С сплава Zr + 2,5 % Nb в воде:
а − Т = 316 °С, р = 10,5 МПа; б − Т = 360 °С, р = 18 МПа
Влияние внешних факторов на коррозию циркониевых сплавов. К основным внешним факторам следует отнести механическое воздействие, состав теплоносителя, тепловые потоки и действие излучений.
Фреттинг-коррозия. Циркониевые сплавы имеют относительно высокое сопротивление коррозии в воде умеренных параметров, типичных для энергетических реакторов, пока на поверхности металла имеется тонкая оксидная пленка. Если эту пленку удалить, то произойдет быстрое окисление с образованием новой оксидной пленки, выполняющей защитные функции. В случае постоянного удаления возникающей пленки, например, за счет соприкосновения с другими поверхностями (т.е. трения и износа), возникает процесс
169
удаления металла с поверхности, получивший название фреттингкоррозии. Наиболее подвержены фретинг-коррозии места контакта оболочек твэлов с дистанционирующими решетками, вибрирующими под влиянием турбулентности потока и пульсации давления теплоносителя.
Фреттинг-коррозия нередко реализуется на практике и может привести к повреждению тепловыделяющих элементов, чехловых труб или направляющих каналов. Скорость фреттинг-коррозии зависит от многих факторов, включая частоту и силу соприкосновений, прочность оксидной пленки, агрессивность окружающей среды и т.п.
Основной метод борьбы с этим явлением состоит в предотвращении вибраций, приводящих к периодическому соприкосновению поверхности циркониевых изделий с другими деталями, например, использование дистанционирующих решеток пружинного типа. Назначение таких решеток − предохранить твэлы от выскакивания из фиксированных гнезд под действием вибрации.
Состав теплоносителя. Основные требования к организации водно-химического режима (ВХР) АЭС с ВВЭР сводятся к обеспечению целостности защитных барьеров за счет снижения коррозионного воздействия теплоносителя с химическими добавками на конструкционные материалы. Не менее важной и все более значимой становится задача снижения радиационных полей от оборудования первого контура и накопления продуктов коррозии (шламовой составляющей и радиоактивных продуктов коррозии) в технологическом контуре.
Определяющими химическими параметрами существующего ВХР теплоносителя первого контура являются: оптимальная сумма щелочных компонентов на всех этапах топливного цикла, содержание водорода и кислорода. Поддержание корреляционностабильной концентрации щелочных компонентов является сложновыполнимой задачей − прямое измерение щелочных компонентов, непосредственно определяющих оптимизацию взаимодействия теплоносителя с конструкционными материалами, затруднительно.
Как известно, основные химические параметры первого контура − «щелочные компоненты», «аммиак», «водород» − связаны между собой. Роль аммиака при этом двойная: поддержание необходимо-
170
го рН теплоносителя на определенных этапах топливного цикла и обеспечение необходимой концентрации водорода в технологическом контуре. Водород в группе этих химических параметров можно выделить как интегральный, влияющий на два других химических параметра и более других отражающий параметры работы реакторной установки. Следовательно, параметр «водород» может быть использован для управления ВХР теплоносителя первого контура АЭС с ВВЭР. Этому способствует и тот факт, что водород, как химический параметр, имеет широкий диапазон нормируемого значения, что и позволяет оптимизировать режим на различных уровнях мощности.
Коррозинно-активный химический параметр «кислород» также играет существенную роль в активном взаимодействии теплоносителя с конструкционными материалами. Попадание его сверх допустимой нормы (а она очень мала) с подпиточной водой не может быть исключено. При этом для связывания кислорода необходимо достаточное время, за которое уже могут пройти процессы негативного характера. Путь, препятствующий попаданию кислорода в теплоноситель, только один возможность его автоматического измерения, позволяющая вовремя откорректировать дозировку реагента (гидразина) либо восстановить параметры работы деаэратора (в случае его работы). Так, на Кольской АЭС для блоков 3 и 4 с ре-
акторными установками ВВЭР-440 проекта В-213 осуществля-
ется постоянная дозировка гидразина в теплоноситель. Данные химического мониторинга реализуемых на этих блоках технологий поддержания ВХР позволяют сделать определенные выводы по возможности снижения поступления кислорода в теплоноситель и установить пути корреляции ведения режима в целом.
Щелочной режим в данном случае обеспечивает максимальную коррозионную устойчивость конструкционных материалов. Например, в АСТ, кроме рН, установлены следующие предельные значения показателей качества реакторной воды: хлоридов с фторидами 0,1 мг/кг; кислорода 0,01 мг/кг; продуктов коррозии в пересчете на Fe при стационарных режимах 0,05 мг/кг, при переходных режимах 0,2 мг/кг; удельной активности 3,7 106 Бк/кг.
Таким образом, вопрос о влиянии состава теплоносителя на коррозию циркониевых сплавов в основном сводится к вопросу о
171
содержании кислорода и водорода, хотя иногда и приходится рассматривать другие компоненты теплоносителя, например добавки борной кислоты в ВВЭР. При этом часто содержание кислорода является наиболее сильно влияющим фактором.
Облучение. По сравнению с действием кислорода роль облучения кажется несущественной. Однако имеются примеры, когда действие облучения является резко доминирующим. Например, сплав системы Zr−Fe−Ni, который во внереакторных условиях проявляет явное преимущество по сравнению со сплавами Э110, Э125 и циркалой-4, но в условиях облучения его окисление оказывается катастрофически быстрым.
Облучение усиливает коррозию практически всех сплавов циркония. Единственным сплавом, для которого отмечено положительное влияние облучения, по крайне мере в начальной стадии, является сплав Zr−2,5% Nb, особенно в состоянии после закалки и отпуска. Этот эффект можно объяснить тем, что облучение стимулирует более глубокий распад α (или α′) -фазы, приводя к ее большему, чем без облучения, обеднению ниобием.
Механизм воздействия облучения на коррозию Zr недостаточно ясен. Существует два аспекта действия облучения. С одной стороны, создание дефектов в оксидной пленке, способствующих транспорту кислорода из теплоносителя к поверхности металла. С другой стороны, облучение путем радиолиза теплоносителя вызывает усиление взаимодействия последнего с Zr как за счет повышения концентрации атомарного кислорода, так и в особенности за счет образования неустойчивых радикалов НО2 и О2+.
Нодулярная коррозия. Полагают, что именно образование радикалов в результате радиолиза является причиной специфического явления − очаговой (нодулярной) коррозии циркониевых сплавов. Очаги коррозии, обнаруживаемые на твэлах, имеют диаметр обычно несколько десятых долей миллиметра и глубину от нескольких десятков до 100−200 мкм.
Нодулярную коррозию наблюдали также и на внутренней поверхности длительно работающих технологических каналов реакторов РБМК и тяжеловодного реактора SGHWR. В то же время нодулярная коррозия не отмечается на каналах реакторов CANDU, в
172

теплоноситель которого для подавления радиолиза вводится водород. В реакторах ВВЭР для подавления радиолиза в теплоноситель вводят аммиак. Интенсивность нодулярной коррозии пропорциональна плотности нейтронного потока и обычно коррелирует с распределением нейтронного потока по высоте активной зоны реактора. Усиление нодулярной коррозии вплоть до образования сплошных поясков из слившихся очагов наблюдается обычно вблизи дистанционирующих решеток, что связывают с электрохимическими процессами.
Типичный вид поперечного сечения очага коррозии на поверхности канальной трубы реактора РБМК из сплава Zr−2,5% Nb, образовавшегося за 13,5 лет после начала эксплуатации, показан на рис. 23.66.
Природа нодулярной коррозии еще недостаточно ясна. Имеются экспериментальные данные, показывающие, что образование очагов чаще всего происходит в области частиц интерметаллидов. Полагают, что интерметаллиды, вкрапленные в оксидную пленку, создают «короткозамкнутую» цепь для электронов, облегчая в этой области образование ионов кислорода. Образование радикалов в результате радиолиза усиливает эффект структурной неоднородности, такой же усиливаю-
щий эффект создают электрохимические процессы вблизи деталей сборок из коррозионно-стойкой стали.
Как было отмечено выше, сплав Э110 обладает высокой коррозионной стойкостью воде под давлением (например, в ВВЭР), но подвержен нодулярной коррозии при кипении и повышенном содержании кислорода (например, в реакторах РБМК). Сплав Э635, уступая сплаву Э110 по равномерной коррозии в ВВЭР, имеет преимущества в стойкости к нодулярной коррозии при кипении с наличием кислорода (см. рис. 23.63).
173

23.2.4.Взаимодействие циркония и его сплавов
сводородом
Циркониевые сплавы при использовании в качестве оболочек твэлов, деталей ТВС и каналов подвержены наводороживанию. Основным источником накопления водорода является газ, освобождающийся при взаимодействии Zr с водой по реакциям (23.22). Существуют и другие источники наводороживания оболочки, например водород, сорбированный топливом в виде паров воды, углеводородных соединений, а также водород, находящийся под оболочкой твэла.
|
Из |
диаграммы состояния Zr−H |
|
(рис. 23.67) следует, что: |
|
|
1) β-Zr растворяет водород в |
|
|
большом количестве; |
|
|
2) |
водород снижает температуру |
|
аллотропического (β → α)-превраще- |
|
|
ния до 550 °С, и при этой температу- |
|
|
ре твердый раствор β-Zr эвтектоидно |
|
|
распадается на α-Zr и δ-фазу; эвтек- |
|
|
тоид образуется с 41 ат. % Н; |
|
|
3) растворимость водорода в α-Zr |
|
|
при эвтектоидной температуре дос- |
|
|
тигает 6,1 ат. %, а затем резко сни- |
|
Рис. 23.67. Диаграмма состояния |
жается и при комнатной температуре |
|
системы Zr−H |
уже при содержании 0,0015 ат. % Н |
|
наблюдают гидриды циркония.
Система Zr−H характеризуется наличием трех гидридов: γ-ZrH, δ-ZrH2 и ε-ZrH2. Фаза γ имеет ГЦТ кристаллическую решетку (а = = 0,460 нм, с = 0,497 нм), при 225 °С распадается на α + δ-смесь. Фаза δ с ГЦК кристаллической решеткой (а = 0,47783 нм при 61,6 ат. % Н и а = 0,47808 нм при 62,5 ат. % Н) имеет область го-
могенности от ZrH1,4 до ZrH1,56. Фаза ε с ГЦТ кристаллической решеткой (а = 0,4885 нм, с = 0,4582 нм при 62,5 ат. % Н) имеет об-
ласть гомогенности от ZrH1,67 до ZrH1,965.
174

Водород в сплаве циркония перераспределяется из горячей области в холодную, а в присутствии градиента напряжений − из области сжимающих в область растягивающих напряжений.
Когда концентрация водорода в цирконии превышает предел растворимости, образуются гидриды γ-ZrH или δ-ZrH2. При этом равновесной (стабильной) фазой является δ-фаза. Однако, при ускоренном охлаждении (и низких температурах) возможно образование метастабильных γ-гидридов. Дело в том, что при выделении γ-гидрида увеличение объема в месте гидрирования меньше, чем при выделении δ-гидрида (~12 и ~17 % соответственно), т.е. уровень возникающих внутренних напряжений в первом случае гораздо ниже.
Для сплавов циркония различают предельную растворимость водорода двух типов. Растворимость TSSD1 характеризует фазовую границу (α + δ) → α:
cTSSD {мас.ppmH} = (1,26 ± 0,09) ×105 exp[−(4350 ±50) / T].
Для описания границы α → (α + δ) используют понятие предельной растворимости TSSP2, которая может быть выражена через растворимость TSSD:
cTSSP (T) = cTSSD (T + T), |
(23.24) |
где T − температурный гистерезис, составляющий 25−75 К. Известно, что предельная растворимость обоих типов практически не зависит от механических напряжений.
Значительный объемный эффект превращения α → δ определяет во многом места выделения гидридов, а также их ориентацию. Преимущественными участками выделения гидридной фазы являются скопления дислокаций, границы двойников и зерен. Соотношение между числом гидридов, выделяющихся по границам и внутри зерен (интер- и интрагранулярные выделения соответственно), зависит от содержания водорода и скорости охлаждения сплава: чем выше содержание водорода и скорость охлаждения раствора, тем меньше доля межкристаллитных гидридов. При относи-
1TSSD − Terminal Solid Solubility at Dissolution (предельная растворимость в твер-
дом состоянии).
2TSSP − Terminal Solid Solubility at Precipitation (предельная растворимость при выделении).
175

тельно медленном охлаждении образцов гидриды имеют преимущественно форму пластин, при быстром − форму игл. С увеличением скорости охлаждения размеры гидридов уменьшаются.
Склонность циркониевых сплавов к выделению гидридов определенной ориентации зависит от наличия напряжений (внешних и внутренних), температуры, содержания водорода, текстуры, микроструктуры и прочностных свойств матрицы. В обычных условиях (без напряжений) гидриды выделяются главным образом на базисных плоскостях α-Zr. Под действием напряжений возможно образование гидридов на призматических плоскостях. В общем случае гидриды располагаются перпендикулярно направлению действия главных растягивающих напряжений. Необходимый для переориентации гидридов уровень растягивающих напряжений составляет (0,4÷0,5)σ0,2, где σ0,2 – предел текучести материала при температуре испытания.
Растворимость водорода в цирконии уменьшается, если в нем содержатся другие примеси внедрения, например кислород и углерод. В твердых растворах замещения некоторые примеси, например Nb, увеличивают предел растворимости водорода.
При рабочих температурах (300−350 °С) растворимость водорода в Zr около 0,02 %, в сплавах Zr−Nb несколько выше, т.е. часть водорода находится в виде гидридов, остальная часть − в твердом растворе. При охлаждении реактора накопленный водород из твердого раствора выпадает в виде гидридов.
Гидридные выделения снижают способность материала к пластической деформации и уменьшают его трещиностойкость (коэффициенты K1C ). Степень снижения пластично-
Рис. 23.68. Влияние температуры и содержания Н2 на пластичность при растяжении холоднокатаных образцов циркалоя
сти гидрированного сплава зависит от концентрации водорода, температуры, размеров, морфологии гидридов и их ориентации по отношению к действующим напряжениям (рис. 23.68). При этом факторы темпера-
176
туры, концентрации и ориентации гидридов чаще всего являются определяющими. Наибольшее охрупчивание вызывают пластинчатые выделения, ориентированные перпендикулярно направлению действия растягивающих напряжений. С увеличением температуры объемная доля гидридов в структуре сплава снижается, а сами выделения становятся более пластичными, в результате чего пластичность сплава восстанавливается.
В случае труб под давлением (технологический канал, оболочка твэла) опасны, прежде всего, гидриды, ориентированные радиально. Количественной характеристикой ориентации выделений в трубах является показатель fn ≡ f45 / fоб , где f 45 − число гидрид-
ных пластин с нормалями, ориентированными к радиусу трубы под углом более 45°, а fоб − общее количество гидридов. Показатель
fn принят в качестве критерия отбраковки труб и колеблется в
пределах от 0,1 до 0,3, что обеспечивается технологией производства путем создания соответствующей текстуры.
В общем случае процесс разрушения гидрированного сплава протекает в три стадии: 1) образование трещин в хрупкой фазе − гидридах; 2) разрушение гидридов и выход трещин в матрицу; 3) распространение трещин в матрице. Возможность распространения гидридных трещин и механизм разрушения изделия зависят от свойств α-фазы. При низкой пластичности матрицы возможно растрескивание перемычек, ведущее к слиянию гидридных трещин и макроскопически хрупкому разрушению образца. Существует критическое расстояние между гидридными пластинками (около 150 мкм), выше которого разрушение композита «матрица−гидриды» вязкое, а ниже − хрупкое. В пластичной матрице деформация локализуется вблизи гидридных пластин, в результате чего образуются поры, и разрушение носит макровязкий характер.
Еще раз подчеркнем, что наиболее опасной является ориентация гидридов перпендикулярно действующему главному растягивающему напряжению. Примеры различной ориентации гидридов показаны на рис. 23.69.
На ориентацию гидридов оказывает влияние множество факторов: текстура, остаточные и внешние напряжения, особенности технологического процесса. Относительно связи ориентации гидридов с текстурой сведения довольно противоречивы, однако в
177

большей степени подтверждается мнение, что радиальная ориентация гидридов больше свойственна трубам с тангенционной текстурой.
Рис. 23.69. Гидриды в оболочке твэла из сплава Zr + 1 % Nb, имеющие разную ориентацию (×100): а − кольцевая ориентация; б − радиальная ориентация
Замедленное гидридное растрескивание. Весьма ограничен-
ная растворимость водорода в α-Zr и способность гидридов к переориентации под действием напряжений вызывают специфическое явление разрушения, получившее название замедленного гидридного растрескивания (ЗГР), которое и привело к ряду нежелательных инцидентов на канальных реакторах CANDU и РМБК. Так, на реакторах CANDU произошла массовая разгерметизация каналов, вызванная появлением сквозных трещин в месте соединения трубы из сплава Zr−2,5 % Nb с концевой деталью из ферритной коррозион- но-стойкой стали. Было отмечено, что по большей части разрушались каналы, изготовленные из слитка, содержание кислорода в котором было повышенным.
На реакторах РБМК также были случаи разгерметизации, вызванные появлением сквозных трещин в циркониевой части каналов. Анализ показал, что зоне разрушения также было присуще повышенное содержание примесей, т.е. более «жесткие» состояния сплавов в большей степени подтверждены растрескиванию. Как оказалось, и в том, и в другом случае развитие трещин было вызвано одним и тем же явлением, а именно замедленным гидридным
178

растрескиванием. Как показали исследования, в процессах растрескивания каналов по механизму ЗГР как в реакторах CANDU, так и РБМК были высокие растягивающие остаточные технологические напряжения.
Сущность этого явления заключается в следующем. Если на поверхности циркониевого изделия, к которому приложены растягивающие напряжения, имеется дефект, то при определенном уровне интенсивности напряжений растворенный в Zr водород диффундирует в вершину трещины, и при превышении концентрацией водорода предела растворимости (либо в результате повышения концентрации при рабочей температуре, либо в результате охлаждения) в вершине трещины может образоваться гидрид, ориентированный перпендикулярно растягивающему напряжению. Такой гидрид можно рассматривать как зародыш трещины. При достижении некоторого критического размера происходит образование трещины, которая останавливается в вязком металле. Далее цикл образования и разрушения гидрида будет повторяться, пока не образуется сквозная трещина, которая затем может расти и в осевом направлении. Схема образования и развития такой трещины показана на рис. 23.70, а типичная картина развития трещины − на рис. 23.71, где хорошо виден гидрид в вершине трещины и переориентация гидридов вблизи нее.
Рис. 23.70. Схема развития процесса гидридного растрескивания:
а− фаза накопления водорода; б − фаза растрескивания;
в− фаза перерастворения гидрида
179
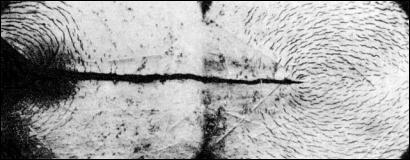
Рис. 23.71. Типичный вид трещины, образовавшейся в результате ЗГР (×100)
Развитие трещины может происходить как в изотермических условиях, так и при термоциклировании. В последнем случае нагрев необходим для того, чтобы обеспечить диффузионное перемещение водорода в вершину трещины, охлаждение − для выпадения ориентированного гидрида. При термоциклировании разрушение может происходить даже при очень низких содержаниях водорода, типичных для его концентрации в исходных изделиях, т.е. на уровне тысячных долей процента. Для такого типа разрушения скорость развития трещины практически не зависит от концентрации водорода, а только от уровня напряжений, степени их концентрации, свойств и состояния сплава.
Развитие гидридной трещины носит пороговый характер. На рис. 23.72 показаны зависимости скорости развития трещины от коэффициента интенсивности напряжения. Испытания проводились на компактных образцах с усталостной трещиной. Начиная с некоторой величины коэффициента интенсивности напряжения KI скорость роста трещины резко возрастает. Эта величина может быть названа критическим коэффициентом интенсивности напряжений для гидридного растрескивания KIH. Из результатов,
представленных на рис. 23.72, видно, что критическая величина КIH может существенно зависеть от состояния материала, в частности от степени его «загрязнения».
На основании исследований гидридного растрескивания была установлена полуэмпирическая зависимость, связывающая глубину дефекта в канальных трубах l, приложенное напряжение σ и критическую интенсивность напряжения KIH:
180
l = 0,39(KIH/σ)2. |
(23.25) |
Рис. 23.72. Зависимость скорости развития трещины v
от коэффициента интенсивности напряжения KI в образцах из отожженного сплава
Zr + 2,5 % Nb при ЗГР
( СH 2 = 0,01 %):
1 − обычное состояние;
2 − повышенное загрязнение
Если принять, что при производстве канальных труб могут быть пропущены дефекты глубиной до 100 мкм, то, используя формулу (23.25) и данные рис. 23.72, можно вычислить, что для развития трещины нужны окружные напряжения 600 МПа.
По другим данным критическая интенсивность напряжения KIH составляет около 5 МПа м1/2. Это соответствует напряжению для развития трещины около 300 МПа при глубине дефекта 100 мкм. Именно такие условия могли возникнуть при изготовлении канальных труб в процессе холодного передела и, особенно, при заключительной операции правки. Исследования показали, что в некоторых случаях в разрушенных каналах напряжения могли достигать 300−400 МПа. Остаточные напряжения в трубах вблизи переходных соединений каналов CANDU в некоторых случаях достигали 600 МПа. Таким образом, основным требованием устранения возможности развития ЗГР является устранение остаточных напряжений и повышение однородности свойств материала.
Как уже отмечалось, ЗГР возможно при незначительных концентрациях водорода, но высоких напряжениях, поэтому оно чаще происходит в начальный период эксплуатации, когда остаточные напряжения еще не релаксировали. После длительной эксплуатации, когда напряжения уже недостаточны для продвижения тре-
181

щин, существует другая опасность − понижение трещиностойкости за счет накопления водорода и переориентации гидридов.
При неблагоприятной ориентации гидридов критическая длина трещины катастрофически уменьшается даже при сравнительно высоких температурах (рис. 23.73).
В последнее время разработано несколько математических моделей ЗГР. Одна из таких моделей, разработанная А.А. Шмаковым, основанная на анализе напряженно-деформированного состояния вблизи вершины трещины, дает значение для KIH > 5,9 МПа м1/2, что вполне удовлетворительно согласуется с экспериментально определяемыми данными.
Облучение несколько понижает KIH, однако экспериментальных данных, демонстрирующих это, недостаточно.
В настоящее время полагают, что охрупчивание за счет совместного действия облучения и накопленного водорода может стать одним из факторов, ограничивающих ресурс технологических каналов в реакторах типа CANDU и РБМК.
Рис. 23.73. Зависимость критической длины трещины l для трубы из сплава Zr + 2,5 % Nb от температуры при благоприятной (тангенциальной) и не благоприятной (радиальной) ориентации гидридов:
Обозначение |
| |
z |
S |
U |
|
|
T |
|
−4 |
|
62 |
69 |
− |
− |
− |
− |
− |
СН2, 10 |
% |
|
|
75 83 |
69 70 |
49 54 |
33 44 |
51 60 |
Fn |
|
0 |
0,27−0,50 |
0,54−0,57 |
0,11 |
0,13 |
0,04 |
0,49−0,67 |
182

Гидридное растрескивание является характерной причиной разгерметизации твэлов. Чаще всего это происходит в местах, где может возникнуть высокая концентрация напряжений в наиболее холодных местах твэла (например, в области приварки заглушки к оболочке) и при наличии повышенной влажности под оболочкой. Характерный вид такого разрушения показан на рис. 23.74.
100 мкм
Рис. 23.74. Характерный вид гидридного разрушения оболочки твэла из сплава Zr + 1 % Nb при повышенном содержании влаги в свободном объеме
Локальное гидрирование. Одним из возможных повреждений оболочки твэла за счет водорода является локальное гидрирование, приводящее к образованию мощного гидрида, вызывающего в конечном итоге разрушение. За характерный вид такого гидрида он получил название «солнечный взрыв» (Sunburst) (рис. 23.75).
100 мкм
Рис. 23.75. Образование гидрида типа «солнечный взрыв» на внутренней поверхности оболочки твэла
183

Такое локальное гидрирование вызывается комплексом причин, среди которых главной является наличие влаги под оболочкой. Существует некоторая критическая величина содержания влаги в свободном объеме твэла, превышение которой при определенных условиях (повреждение защитного оксидного слоя, воздействие некоторых химических веществ, например галоидов, и др.) приводит к локальному гидрированию. Образование крупных неблагоприятно ориентированных гидридов возможно и при наличии достаточно больших градиентов температуры. Такое явление наблюдалось, например, в трубах каналов реакторов CANDU, когда вследствие деформации ползучести стенка горячего технологического канала коснулась холодной стенки трубы тяжеловодного бака (рис. 23.76). В местах касания возникли захоложенные области, послужившие центрами образования крупных гидридов (блистеров). Впоследствии в этом месте произошло катастрофическое внезапное хрупкое разрушение канальной трубы.
Рис. 23.76. Схема образования блистеров в стенке канала реактора CANDU:
а − горячая стенка топливного канала (ТК); б − холодная стенка каландра; 1 − образование захоложенного участка при контакте ТК с каландром;
2 − образование блистера и его растрескивание; 3 − образование блистеров на соседних участках; 4 − образование хрупкой трещины и ее рост до неустойчивого состояния
23.2.5. Коррозионное растрескивание под напряжением
Коррозия оболочек твэлов может происходить не только со стороны теплоносителя, но и со стороны топлива вследствие взаимодействия материала оболочки с топливом и продуктами его деления. Коррозия оболочек твэлов при воздействии топлива характе-
184

ризуется явлением растрескивания и разрушения оболочек со стороны внутренней поверхности. Она усугубляется не только более высокой температурой внутренней поверхности оболочки, но и воздействием химически активной среды, содержащей продукты деления ядерного топлива: I, Cs, Cd, Те и др. Некоторые из продуктов (Cs) образуют на внутренней поверхности оболочек хрупкие диффузионные пояски, облегчая тем самым образование трещин. Но наиболее опасным является йод, вызывающий коррозионное растрескивание под напряжением (КРН). Йод мигрирует в паровой фазе в виде соединения CsI. Связанный в соединение, йод не так агрессивен по отношению к цирконию. Однако под действием γ- облучения CsI диссоциирует, выделяя свободный йод, который, как установлено, концентрируется в дефектах оболочек, вызывая растрескивание. Другим наиболее активным элементом, вызывающим коррозионное растрескивание, является кадмий.
При КРН трещина зарождается, как правило, в вершине дефекта и распространяется перпендикулярно направлению растягивающих напряжений. Схема механизма разрушения циркониевой оболочки твэла в результате взаимодействия между таблетками топлива и оболочкой приведена на рис. 23.77. Вначале трещина развивается с постоянной скоростью, а затем скорость ее продвижения лавинообразно возрастает (рис. 23.78).
Рис. 23.77. Схема разрушения оболочки твэла из циркониевого сплава
врезультате взаимодействия с топливными таблетками:
1− образование зародыша трещины на свежей поверхности; 2 − раскрытие зародыша трещины в результате коррозионного растрескивания;
3 − распространение трещины при; 4 − конечное пластическое разрушение; 5 − выделение охрупчивающих продуктов деления
185

Рис. 23.78. Развитие КРН в оболочке из сплава Zr−1 % Nb:
1 − гладкая оболочка, σ = 175 МПа; 2 − исходная трещина глубиной l0 = 50 мкм,
σ = 155 МПа; 3 − l0 = 50 мкм, σ = 160 МПа; 4 − l0 = 50 мкм, σ = 175 МПа
На склонность к КРН оказывает влияние состав и состояние сплава. Упрочненные за счет холодной деформации или облучения сплавы более склонны к КРН, чем рекристаллизованные. Так же, как и на замедленное гидридное растрескивание, на КРН могут оказывать влияние остаточные напряжения.
Развитию КРН может способствовать текстура труб. Например, при тангенциальной текстуре, когда большая часть базисных нормалей ориентирована тангенциально, склонность к растрескиванию выше. Наличие второй фазы в структуре сплава также способствует зарождению коррозионных трещин.
Принято считать, что существует некоторая критическая концентрация йода, ниже которой растрескивания не происходит. По некоторым данным эта пороговая концентрация йода составляет (1÷3) 10-2 г/м2 (рис. 23.79). Однако исследования показывают, что при наличии дефектов на внутренней поверхности оболочки около 90 % всего йода концентрируется в дефектах. Поэтому критическая концентрация является достаточно неопределенной величиной.
Так как на КРН влияют как приложенное растягивающее напряжение, так и время его действия, то кинетика растрескивания зависит от скорости приложения нагрузки и от характера нагружения (внутреннее давление, нагружение расширяющейся от нагрева или распухания топливной таблеткой). В случае нагружения топливной таблеткой, когда возникающие в оболочке напряжения мо-
186
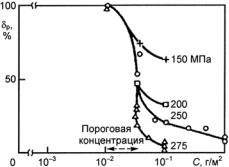
гут релаксировать, возможно подобрать такую скорость нагружения, когда напряжение не достигнет критической величины.
Рис. 23.79. Пороговая концентрация иода для КРН при 400 °С циркалоя, отожженного для снятия напряжений (зависимость относительного равномерного удлинения от концентрации йода)
Для борьбы с КРН при взаимодействии с продуктами деления используют различные способы. Например, применение покрытий, предотвращающих доступ йода к поверхности циркония. Это могут быть слой меди толщиной 5−10 мкм или специальные смазки, содержащие графит. Наиболее эффективным способом считают применение покрытия (плакировки) внутренней поверхности оболочки слоем чистого Zr, в котором отсутствует вторая фаза и напряжения быстро релаксируют за счет пластической деформации и не достигают критического уровня.
23.2.6. Модифицирование структурно-фазового состояния поверхностных слоев сплавов циркония
Свойства и эксплуатационные характеристики изделий ЯЭУ определяются структурно-фазовым состоянием (СФС) сплавов. Многие энергонапряженные изделия, например оболочка твэла, эксплуатируются в достаточно жестких условиях и, поэтому, к материалам предъявляются настолько разнообразные требования к свойствам, что для их удовлетворения материал должен иметь различные СФС в объеме и в приповерхностном слое. Например, объ-
емное СФС определяет длительную прочность и сопротивление ползучести, радиационную стойкость, трещиностойкость и сопротивление разрушению под действием постоянной нагрузки и усталости, усталости в условиях ползучести и в условиях водородного
187

охрупчивания материала оболочки. Эксплуатационные характеристики конструкционных материалов, к числу которых относятся коррозионная и эрозионная стойкость, сопротивление разрушению, трению и износу, трещиностойкость в условиях коррозионной усталости, КРН, фреттинг-коррозии и водородном охрупчивании и ряд других, определяются СФС приповерхностных слоев оболочки.
СФС приповерхностных слоев определяет, например, зарождение разрушения изделия. Зарождение разрушения на поверхности обусловлено, по крайней мере, двумя факторами. С одной стороны, наличие дефектов поверхности способствует (облегчает) зарождению трещин. С другой стороны, поверхность обычно оказывается наиболее нагруженной по сравнению с объемом деталей, причем не редки случаи, когда возникающие в поверхностном слое напряжения превышают предельные уровни.
В большинстве случаев для повышения сопротивления износу, уменьшения фреттинг-коррозии, и повышения сопротивления термоусталостному разрушению необходимо иметь прочную поверхность и вязкую сердцевину деталей, т.е. многозонную структуру. Материал детали с изменяющимся по сечению СФС можно считать
градиентным (многозонным) или композиционным. Такие состоя-
ния необходимо создавать в тонкостенных оболочках твэлов с тем, чтобы материал удовлетворял сложному комплексу требований к свойствам, указанным выше.
Наиболее перспективными методами модифицирования струк- турно-фазового состояния в приповерхностных слоях тонкостенных изделий (например, оболочек твэлов из сплавов циркония для реакторов на тепловых нейтронах) являются методы радиационнопучкового модифицирования1, т.е. радиационно-пучковые технологии (РПТ). В отличие от традиционных технологий обработки поверхности материалов в машиностроении (термомеханическая, хи- мико-термическая, химическая и электрохимическая) РПТ имеют свою специфику и особенности, а в ряде случаев вытесняют традиционные технологии модифицирования приповерхностных слоев вследствие более высокой эффективности, экологической чистоты и уникальности получаемых результатов. РПТ являются менее
1 Физическое материаловедение. Т. 5. М.: МИФИ, 2008. П. 18.9.4.
188
энергоемкими, так как обработке подвергается только тонкий приповерхностный слой материала или изделия.
Для обработки оболочек твэлов из циркониевых сплавов перспективным является метод легирования поверхностного слоя, исключающий формирование закаленных состояний, которым свойственна низкая коррозионная стойкость. Для этого наиболее подходящим является легирование в условиях ионного перемешивания при использовании полиэнергетического пучка ионов аргона. В этом случае формируется более равномерное (растянутое в глубину) распределение внедренных атомов в мишени (рис. 23.80) с меньшим уровнем радиационных дефектов по сравнению с моноэнергетическими пучками при одинаковых средних энергиях ионов. В качестве критерия эффективности обработки может быть выбрана коррозионная стойкость.
Основой модифицирования является легирование поверхностного слоя атомами из пленки, предварительно нанесенной термическим испарением на поверхность сплавов. Собственно легирование осуществляется в процессе облучения многослойной и многокомпонентной пленки (Al+Fe+Mo+Y) толщиной 100 120 нм ионами аргона со средней энергией 10 кэВ. В процессе облучения большая часть атомов пленки распыляется, а другая часть внедряется по механизму ядер отдачи в подложку (в цирконий). В результате поверхностный слой циркония обогащается атомами пленки, распределение которых по глубине, определенное методом Резерфордовского обратного рассеяния (РОР), имеет куполообразную форму с максимумом на расстоянии 10 30 нм от поверхности (см. рис. 23.80). Как видно на риунке, глубина проникновения легирующих элементов заметно зависит от порядка укладки слоев на подложку перед облучением. Это связано с тем, что максимальная глубина проникновения атомов пленки в подложку при фиксированной дозе облучения и энерговыделении зависит от приведенной массы, энергии, переданной атомами отдачи, и разности электроотрицательности атомов пленки и подложки.
В поверхностном слое сплавов Э110 и Э635 наряду с атомами легирующих элементов формируются интерметаллиды циркония с легирующими элементами типа Zr3Al, ZrFe2 и др.
189

а |
б |
Рис. 23.80. Распределение одновременно внедренных атомов Al, Fe, Mo и Y из многослойной пленки в поликристаллический цирконий марки 100:
а − порядок слоев пленки перед облучением Al−Fe−Mo; б − порядок слоев пленки перед облучением Mo−Fe−Al
В процессе ионного перемешивания уменьшается плотность исходных выделений в сплавах в 1,5−2 раза за счет растворения наиболее мелких выделений. Оценки показали, что 30−50 % атомов из выделений переходит в твердый раствор.
Структурно-фазовое состояние модифицированного слоя оказывает заметное влияние на структуру оксидных пленок, причем уменьшение плотности выделений частиц второй фазы в процессе легирования положительно сказывается на строении оксидной пленки, которая становится более однородной, и на коррозионной стойкости сплавов циркония в конечном итоге (рис. 23.81 и 23.82).
Рис. 23.81. Кинетика окисления циркония (1), сплавов Э110 (2) и Э635 (3) в исходном состоянии (штрихпунктирной линией приведен ход степенной зависимости ~τ0,33)
190
Рис. 23.82. Кинетика роста оксидной пленки на модифицированных сплавах циркония, т. е. после ионного легирования Al, Y, Fe, Mo и Sn: 1 − Э110 (порядок слоев Al−Y); 2 − Э110 (Al−Fe−Mo); 3 − Э635 (Al−Fe− Sn); 4 − Э635 (Al−Fe−Mo);
штрихпунктирной линией приведен ход степенной зависимости ~τ0,33
Коррозионные испытания (на временной базе от 300 до 5000 ч) показали, что в начальный период окисления (до 1200 ч) модифицированные сплавы окисляются более интенсивно (рис. 23.81). Это связано с тем, что модифицированная поверхность активирована облучением, т.е. поверхностные атомы обладают избытком свободной энергии, и в поверхностном слое создается градиент сжимающих напряжений, «втягивающий» атомы кислорода в глубь мишени. На этом этапе формируется достаточно однородная квазимонокристаллическая пленка с ровной поверхностью раздела оксид−металл. В процессе роста пленки все внедренные легирующие элементы, особенно атомы железа, оттесняются из оксида вглубь мишени.
После исчерпания избытка свободной энергии и релаксации внутренних напряжений скорость роста пленки (перелом на рис. 23.82) заметно снижается, при этом формируется мелкокристаллический оксид. Тормозящую роль с изменением механизма роста оксида оказывают внедренные атомы в условиях пониженного стимула к росту пленки.
191

Механизм формирования мелкокристаллического оксида состоит в образовании кристаллитов оксида, из которых внедренные атомы вытесняются на периферию, где эти атомы замедляют диффузию кислорода и тормозят рост кристаллитов. Характер перераспределения по глубине легирующих элементов, кислорода и водорода по мере роста оксидной пленки показан на рис. 23.83.
Рис. 23.83. Распределение внедренных атомов по глубине оксидной пленки и металла в сплавах Э110 (а) и Э635 (б), одновременно легированных атомами Al, Fe, Mo и Y; 1 и 2 − время испытания 600 и 1200 ч соответственно
Определенную тормозящую роль в окислении циркония оказывают атомы алюминия и иттрия, обладающие большим сродством к кислороду.
Сравнение коррозионной стойкости модифицированных сплавов Э110 и Э635 показало, что кинетика роста оксидной пленки на ионно-легированной поверхности для обоих сплавов различается в пределах измерений, а при временах окисления выше 1200 ч скорость роста пленки значительно замедляется и может быть представлена зависимостью, близкой к линейной.
Таким образом, на модифицированных образцах циркония и его сплавах, имеющих в зоне окисления градиентное распределение легирующих элементов, формируется двухслойная оксидная пленка с замедленной скоростью роста на второй стадии.
192
Необходимо подчеркнуть, что выше изложен первый опыт модифицирования СФС в поверхностном слое сплавов циркония. Этот опыт свидетельствует о том, что создание многозонных, градиентных СФС в тонкостенных изделиях ЯЭУ позволит существенно повысить их работоспособность.
23.3.7.Радиационная стойкость циркония
иего сплавов
Важный вопрос, касающийся работоспособности циркониевых оболочек, связан со степенью их охрупчивания под действием нейтронного облучения.
Облучение в реакторе вызывает увеличение прочностных характеристик и падение пластичности. Для большинства сплавов изменения механических свойств характеризуются достижением состояний, близких к насыщению.
Изменение механических свойств циркониевых сплавов при облучении вызвано накоплением радиационных дефектов в виде скоплений вакансий, вакансионных дислокационных петель и петель внедренных атомов. Полагают, что основной вклад в радиационное упрочнение вносят небольшие скопления вакансий. Состояние насыщения достигается тогда, когда концентрация малых скоплений достигает равновесия, при этом в области низкой температуры равновесие достигается главным образом за счет радиационного отжига. В области рабочих температур к радиационному отжигу присоединяется тепловой отжиг, приводящий к укрупнению малых скоплений и образованию дислокационных петель, вносящих меньший вклад в упрочнение.
При низкой температуре облучения (около 100 °С) состояние насыщения достигается уже при флюенсе быстрых нейтронов около 1024 м-2. При типичной рабочей температуре 300−350 °С такое состояние достигается при флюенсе около 5 1024 м-2.
Облучение при низкой температуре вызывает существенное повышение пределов текучести и прочности и резкое уменьшение пластичности. Особенно сильно относительное удлинение снижается у сложнолегирванного сплава Zr+1% Nb+1% Sn+0,4% Fe, облученного при температуре до 100 °С (табл. 23.36). Однако при облучении сплавов при рабочей температуре компонентов активных
193

зон водоохлаждаемых реакторов относительные удлинения имеют достаточно большие значения.
Таблица 23.36
Механические свойства циркониевых сплавов до и после облучения
нейтронами (Фн = 2 1020 м-2, Тобл = 20 °С) при температурах испытания 20 и 300 °С
Сплав |
Облу- |
|
20 °С |
|
|
300 °С |
|
|
σв, |
σ0,2, |
|
σв, |
σ0,2, |
|
|||
чение |
δ, % |
δ, % |
||||||
|
МПа |
МПа |
МПа |
МПа |
||||
|
n° |
|
|
|||||
Zr+1% Nb |
500−730 |
400−670 |
10−20 |
300−400 |
250−420 |
12−25 |
||
|
− |
350 |
200 |
30 |
200 |
120 |
33 |
|
Zr+2,5% Nb |
n° |
650−660 |
580−610 |
11−12 |
490−510 |
455−460 |
11−13 |
|
|
− |
450 |
280 |
25 |
300 |
200 |
23 |
|
Zr+1% Nb+ |
n° |
780−850 |
660−770 |
2−7 |
− |
− |
− |
|
+1% Sn+ |
− |
590 |
500 |
16 |
320 |
230 |
21 |
|
+0,4 % Fe |
|
|
|
|
|
|
|
Состоянием насыщения механические свойства циркониевых сплавов могут быть охарактеризованы при относительно кратковременных сроках службы (3−5 лет). При длительной эксплуатации в реакторе происходит дальнейшее понижение пластичности за счет накопления водорода, т.е. наблюдается радиационноводородное охрупчивание. Склонность к накоплению водорода и, следовательно, к охрупчиванию при больших сроках эксплуатации существенно больше у сплавов типа циркалоя, чем у Zr−Nbсплавов.
При нагреве механические свойства циркониевых сплавов восстанавливаются. Температура начала восстановления несколько превышает температуру облучения сплава. Наиболее интенсивно восстановление происходит при температуре выше 400 °С, и полное восстановление механических свойств осуществляется при температуре около 500 °С.
Сопротивление хрупкому разрушению. Сопротивление хруп-
кому разрушению является одной из важнейших характеристик циркониевых сплавов, в особенности используемых для каналов, несущих давление. Основным условием безопасной эксплуатации
194
каналов под давлением является обеспечение принципа «течь перед разрушением», т.е. каналы не должны претерпеть внезапное хрупкое разрушение до того, как будет обнаружена течь и реактор остановлен.
Существуют различные критерии сопротивления хрупкому разрушению: температура хрупко-вязкого перехода Тх; критический коэффициент интенсивности напряжений, называемый вязкостью разрушения KIС; критическая длина трещины lкр; удельная работа зарождения и роста трещины ак.
В обычных условиях Zr и большинство его сплавов являются вязкими материалами. Однако облучение и накопление водорода, происходящие при эксплуатации циркониевых изделий в реакторах, приводят к охрупчиванию, выражающемуся в увеличении температуры Тх перехода из вязкого в хрупкое состояние и умень-
шении KIС и lкр.
На рис. 23.84 показаны кривые изменения критической температуры хрупкости сплавов циркалой-2 и Zr−2,5 % Nb, определенные по ударным испытаниям на изгиб образцов с надрезом в зависимости от содержания водорода и облучения. Как следует из рис. 23.84, облучение сильнее воздействует на сдвиг температуры Тх при малых содержаниях водорода (рис. 23.84, в), однако действие водорода в значительной степени зависит и от структурных показателей, в частности ориентации гидридов, как это уже отмечалось ранее (см.
рис. 23.73).
Вязкость разрушения и критическая длина трещины зависят от состава и структурного состояния сплава. В табл. 23.37 приведены значения KIС и lкр для сплава Zr + 2,5 % Nb в различных состояниях и сплава Zr + 1% Nb + l% Sn + 0,4 Fe.
Из табл. 23.37 видно, что в исходном состоянии при номинальном содержании водорода ( 0,0002÷0,0004 % Н2) критическая длина трещины, оцененная для наиболее жестких условий испытаний каналов реакторов РБМК, составляет достаточно большую величину, существенно превосходящую ту, которая может быть уверенно зарегистрирована при испытаниях или в процессе эксплуатации (около 10 мкм). Наилучшими характеристиками обладает сплав Zr+2,5 % Nb в отожженном состоянии и в состоянии ТМО-2.
195

Рис. 23.84. Влияние наводороживания на критическую температуру хрупкости циркониевых сплавов:
а − холоднодеформированный циркалой-2; б − холоднодеформированный сплав Э125; в − термообработанный сплав Э125; г − основной металл сварного соединения Э125; д − металл околошовной зоны Э125; е − металл сварного шва Э125;
1 − без облучения (1 − трубы, 1′ − листы); 2 − нейтронное облучение,
Фн = (2,3÷4,7) 1024 м2
Таблица 23.37
Значения вязкости разрушения и критической длины трещины для канальных труб из циркониевых сплавов
Сплав |
Состояние |
KIС, МПа м1/2 |
lкр, мкм |
Zr + 2,5% Nb |
Горячее прессование + холодная |
97 |
42 |
|
деформация + отжиг 540 °С, 5 ч |
|
|
|
Горячее прессование + закалка в |
57 |
30 |
|
воду + холодная деформация + |
|
|
|
старение (ТМО-1) |
|
|
|
Горячее прессование + закалка в |
96 |
42 |
|
инертном газе + холодная деформа- |
|
|
|
ция + старение (ТМО-2) |
|
|
Zr + 1% Nb + |
Горячее прессование + холодная |
66 |
32 |
+ 1% Sn+0,4% Fe |
деформация + отжиг 580°С |
|
|
* Определялась для условий 150 °С, 10,7 МПа, консервативная оценка по корреляционным формулам.
196

Облучение существенно уменьшает критическую длину трещины. На рис. 23.85 показана зависимость критической длины трещины от флюенса для труб из сплава Zr + 2,5 % Nb диаметром 104 мм при толщине стенок 4,2 мм (реактор CANDU) при температуре 240−300 °С, определенной на малых компактных образцах.
Рис. 23.85. Зависимость критической длины трещины от флюенса быстрых нейтронов для трубы из сплава Zr−2,5 % Nb при температуре 240−300 °C, определенной на малых компактных образцах
На рисунке видно, что критическая длина трещины резко уменьшается в начальный период облучения. При увеличении флюенса происходит дальнейшее медленное уменьшение критической длины, которая становится уже соизмеримой с минимальной регистрируемой длиной трещины. Поэтому именно критическая длина трещины является главным критерием работоспособности труб технологических каналов.
Радиационное формоизменение. Облучение быстрыми ней-
тронами вызывает размерные изменения, обусловленные как ускорением процесса ползучести под действием напряжений (радиационная ползучесть), так и размерными изменениями, реализующимися в отсутствии напряжений (радиационный рост).
Изменение размеров циркониевых изделий, как правило, рассматривают состоящим из трех аддитивных компонентов: обычной или термической ползучести (εт), радиационной ползучести (εр) и
радиационного роста (εро), т.е.
ε = εт + εр + εро. (23.26)
В условиях реакторного облучения изменение размеров циркониевых изделий, а также изгиб их вследствие радиационных ползу-
197

чести и роста являются важнейшими факторами, определяющими работоспособность твэлов и канальных труб энергетических ядерных реакторов.
Радиационная ползучесть. Обычно рассматривают несколько механизмов радиационной ползучести циркония:
1)ориентированное выстраивание петель дефектов под действием напряжений;
2)переползание существующих краевых дислокаций, также ориентированное внешне приложенным напряжением, так называемый механизм ИНПА (SIPA), т.е. индуцированная напряжением преимущественная абсорбция точечных дефектов;
3)скольжение дислокаций при одновременном радиационном или деформационном упрочнении;
4)скольжение дислокаций с переползанием;
5)скольжение с перерезанием препятствий. Скольжение при этом может реализоваться как по призматическим, так и базисным плоскостям.
В предложенной Николсом модели все эти механизмы включаются последовательно по мере повышения напряжения, при этом изменяется функциональная зависимость скорости ползучести от напряжения, которую можно представить степенной функцией с показателем степени, меняющимся от 1 (выстраивание петель, механизм ИНПА) до 100 (скольжение с перерезанием стопоров). Схематически последовательность действия различных механиз-
мов ползучести и соответствующих им зависимостей от напряжения показана на рис. 23.86.
Рис. 23.86. Схема последовательности действия механизмов ползучести циркониевых сплавов в условиях облучения
198

Температурная область, в которой используются циркониевые сплавы, охватывает интервал, в котором происходит изменение механизма деформирования и может более или менее резко изменяться зависимость скорости ползучести от температуры. Это показано на рис. 23.87.
Рис. 23.87. Зависимость скорости ползучести сплава циркалой-2 от температуры при σ = 140 МПа:
1− направление вдоль прокатки; 2 − направление, близкое
кпоперечному
«Провал» в области температуры 250−300 °С обусловлен тем, что включается механизм интенсивного деформационного старения. Однако такие резкие различия существуют на ранней стадии деформирования. При длительных испытаниях процесс нивелируется.
Облучение вызывает двоякое действие на процесс ползучести. С одной стороны, происходит упрочнение материала за счет возникновения скоплений дефектов, играющих роль стопоров, и, повидимому, за счет ускорения деформационного старения. Эти процессы приводят к сокращению и подавлению стадии ползучести, т.е. подавлению активного скольжения.
С другой стороны, ускоряются процессы, контролируемые переползанием дислокаций, что приводит к увеличению скорости ползучести на более поздних стадиях и превращению затухающей ползучести, в том числе при низких температурах, в установившуюся. Схематично воздействие облучения на ползучесть циркониевых сплавов показано на рис. 23.88.
199

Рис. 23.88. Схематическое изображение влияния облучения на ползучесть циркониевых сплавов при постоянном напряжении:
− в реакторе; |
− вне реактора |
Таким образом, наиболее сильное влияние облучения проявляется в области умеренных температур, соответствующих области использования циркониевых сплавов в реакторах. С повышением температуры влияние облучения ослабевает, однако степень влияния облучения при высоких температурах зависит от интенсивности потока нейтронов, так как скорость радиационной компоненты ползучести возрастает пропорционально потоку нейтронов, т.е.
ε& ϕ.
На рис. 23.89 показана температурная зависимость скорости ползучести циркониевых сплавов без облучения и под облучением потоком нейтронов плотностью около 1017 нейтр./(м2 с), из которой следует, что при температуре около 380 °С действие облучения практически вырождается. Однако если учесть, что плотности потоков быстрых нейтронов в современных ВВЭР могут достигать 3 1018 нейтр./(м2 с), то радиационная компонента будет вполне ощутимой и при 400 °С.
Как отмечено выше, зависимость скорости ползучести сплавов Zr от напряжения характеризуется постепенным увеличением пока-
зателя степени ε& σn с увеличением напряжения. При этом показатель степени меняется не только с увеличением напряжения, но и со временем испытания, что связано с протеканием динамического деформационного старения. Облучение, резко сокращая переходную стадию ползучести, делает функциональную зависимость ε& ~ σ практически независящей от времени, при этом линейный
200
характер зависимости скорости ползучести от напряжения (п = 1) расширяется примерно до σ ≈ (1/3)σ0,2. Изменение характера зависимости под облучением иллюстрирует рис. 23.90.
Рис. 23.89. Зависимость ползучести различных циркониевых сплавов от температуры при плотности потока быстрых нейтронов ϕб.н = 1017 нейтр./(м2 с):
1 − чистый Zr; 2 − холоднодеформированный облученный циркалой-2; 3 − сплавы типа экселл; 4 − закаленный холоднодеформированный и состаренный сплав Zr−2,5 % Nb
Чистый Zr имеет низкое сопротивление ползучести, и только легирование делает возможным его использование при повышенных температурах. Элементами, эффективно увеличивающими сопротивление ползучести, являются Sn, Fe, Cr, Ni, Nb, Mo и О. Сравнение сопротивления ползучести чистого Zr и различных его сплавов представлено на рис. 23.89.
На рис. 23.91 и 23.92 приведены зависимости деформации ползучести от флюенса нейтронов для разных сплавов циркония. Наи-
201

более высокая ползучесть наблюдается у образцов сплавов типа Э110. Добавка железа до 0,1 % снижает деформацию ползучести (сплав Э110М). Видно, что сплав Э635 имеет существенное преимущество перед остальными в стойкости против радиационной ползучести, причем вариации состава по ниобию и олову слабо влияют на ползучесть – различия не превышают 0,1 %.
Рис. 23.90. Зависимость скорости ползучести циркониевых сплавов от напряжения
|
& |
n |
в реакторе ( |
) |
при Т ≈ 300 °С (схема): вид зависимости ε σ |
|
|||
и вне реактора (- - |
- - -) |
|
|
|
Рис. 23.91. Зависимость деформации радиационной ползучести сплавов циркония от флюенса нейтронов, облученных в реакторе БОР-60
при 330 °С и напряжении σ = 130 МПа:
1 − Э110; 2 − 110К; 3 − циркалой-4; 4 − Э635
202

Рис. 23.92. Деформация радиационной ползучести сплавов Э110 и Э635 и их модификаций в зависимости от флюенса нейтронов (
Тобл = 325 °С, σ = 113 МПа):
●– Э110 (1 % Nb, 0,01 % Fe, 0,08 % O2); ■ – Э110 (1 % Nb, 0,01 % Fe, 0,04 % O2);
– Э110M (1 % Nb, 0,01 % Fe, 0,04 % O2); ○ – Э635 (1,2 % Sn, 0,7 % Nb, 0,3 % Fe,
0,09 % O2); – Э635М (0,8 % Sn, 1 % Nb, 0,3 % Fe, 0,09 % O2); U – Э635 (0,8 % Sn, 0,6 % Nb, 0,3 % Fe, 0,09 % O2); – Э635
В настоящее время нет никакой строгой теории «жаропрочности» циркониевых сплавов. В общем случае повышение сопротивления ползучести происходит как за счет упрочнения твердого раствора такими элементами, как кислород, железо, олово и ниобий, так и за счет дисперсионного упрочнения. Во многих случаях последний эффект является превалирующим, в особенности при повышенных температурах.
Структурное состояние сплавов является одним из главных факторов, управляющих сопротивлением ползучести сплавов. Сюда входят действие холодной обработки (плотность дислокаций), наличие, дисперсность и характер распределения выделений. Количественное влияние структурного состояния может быть выражено через структурный фактор KС − модуль ползучести [см. уравнение
(23.11)].
Холодная деформация, увеличивая плотность дислокаций, понижает сопротивление циркониевых сплавов ползучести (рис. 23.93), поскольку дислокации играют существенную роль в процессе ползучести.
203
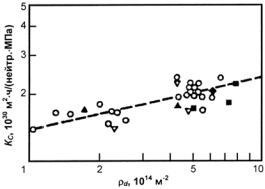
Рис. 23.93. Изменение индекса ползучести KС сплава Zr−2,5% Nb
в зависимости от плотности дислокаций при 300 °С (скорость ползучести пропорциональна индексу KС)
В пределах обычно реализуемых размеров зерна для большинства промышленных сплавов циркония (2−50 мкм) размер зерна несущественно изменяет сопротивление ползучести.
Структурный коэффициент ползучести KС зависит от типа легирования и обработки, определяющей структурное состояние сплава. В табл. 23.38 приведены структурные коэффициенты для трех состояний сплава Zr−2,5 % Nb, из которой видно их существенное различие.
Таблица 23.38
Структурные коэффициенты ползучести для трех различных состояний сплава Zr−2,5% Nb
|
|
|
|
Холодная |
Закалка |
Охлаждение |
|
Состояние |
деформация + |
от 860 °С в воду + |
от 860 °С + |
||
|
|
|
|
отжиг 540 °С, 5 ч |
отжиг 515 °С, 24 ч |
отжиг 539 °С, 24 ч |
KC, |
|
м2 ч |
|
6,17 10-26 |
1,52 10-26 |
2,4 10-26 |
|
нейтр МПа |
|||||
|
|
|
|
|
|
|
Влияние текстуры на ползучесть может быть прослежено по изменению С2Т в уравнении (23.14). Описанная выше модель текстуры позволяет построить зависимость коэффициентов анизотропии
204

ползучести С2Т и С2А от текстурного параметра θ. Такая зависимость представлена на рис. 23.941, из которой видно, что за счет изменения текстуры скорость ползучести в окружном направлении может быть уменьшена примерно в 1,5−2 раза при переходе от радиальной (θ 30°) к тангенциальной (θ 70°) текстуре. В осевом направлении деформация при этом не только изменится по величине, но и изменит знак. Зависимость, изображенная на рис. 23.94, получена расчетным путем, но сопоставление результатов изучения ползучести труб, имеющих различные текстурные параметры, но изготовленных из одного и того же материала по близким технологическим процессам, подтверждают эту закономерность.
Рис. 23.94. Изменение коэффициентов анизотропии ползучести Сlk труб из сплава Zr−2,5 % Nb, имеющих текстуру типа показанной
на рис. 23.35, в зависимости от текстурного параметра θ
Анализ имеющихся данных испытаний позволил вывести уравнения, описывающие ползучесть основных отечественных промышленных сплавов. Ползучесть сплава Zr−1 % Nb можно оценить по выражению:
−1 |
т |
−15 |
|
|
8500 |
|
|
−2 |
|
εf (ч ) = ε эф + 5,05 10 |
|
|
− |
|
|
Sh(2,0 10 |
|
σf), (23.27) |
|
|
ϕexp |
T |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
где ϕ − плотность потока нейтронов, а εтэф в зависимости от приложенного напряжения выражается из уравнения (23.9). Формула (23.27) пригодна для использования в интервале 280−400 °С.
Для сплава Zr−2,5 % Nb:
|
−1 |
−2 0,68 |
19,7 Sσ |
f |
|
|
|
9150 |
|
|
|
|
|
|
|
||||||
εf(ч |
) = 7,2 10 |
τ |
Sh |
|
|
|
exp |
− |
|
+ |
RT |
|
RT |
||||||||
|
|
|
|
|
|
|
|
|
||
205

10 |
42,3 Sσf |
|
|
|
|
52000 |
|
|||
+ 3,7 10 |
|
|
|
|
exp |
− |
|
|
+ |
|
|
|
|
|
|||||||
Sh |
RT |
|
RT |
|||||||
|
|
|
|
|
|
|
||||
+ 1,135 10 |
−21 |
|
|
12000 |
|
(23.28) |
||||
ϕ σf exp |
RT |
. |
||||||||
|
|
|
|
|
|
|
|
|||
В последней формуле фактор S является функцией флюенса и изменяется от 1 при Фн = 0 до 0,38 для Фн > 5 1024 м−2. Формула (23.28) пригодна для использования в интервале 250−350 °С.
Радиационный рост. Под действием нейтронного облучения при температурах около 300 °С циркониевые сплавы испытывают не только ускоренную ползучесть, но и анизотропный рост без приложения нагрузки (практически без изменения объема). При этом вдоль оси с кристаллы уменьшают свой размер, а вдоль оси а увеличивают. Коэффициент радиационного роста Gn представляет собой приращение полной эквивалентной деформации образца на
каждый смещенный атом, т.е. |
|
|
|
|
|
|
|
|
|
||||
G = |
1 |
2 |
[(dε −dε |
|
)2 +(dε −dε |
|
)2 |
+(dε |
|
−dε |
|
)2 |
] , (23.29) |
n |
σd ϕd ν(E) 9 |
1 |
2 |
1 |
3 |
|
|
2 |
|
3 |
|
|
|
где под знаком корня стоит величина приращения полной эквивалентной деформации образца, выраженная через приращение деформаций по главным кристаллографическим направлениям dε1, dε2 и dε3; σd ϕd ν(E) − полное число смещенных атомов в материа-
ле, подвергнутом облучению потоком частиц ϕ за время при сечении образования смещений σd и каскадной функции ν(Е).
Механизм радиационного роста недостаточно ясен. Полагают, что рост циркония обусловлен двумя факторами: ориентированным выстраиванием петель и переползанием дислокаций, стимулированным облучением.
Количественно соотношение между радиационным ростом в различных направлениях поликристаллического текстурированного материала выражается так называемым индексом роста Gn:
Gn = 1 − 3fn, |
(23.30) |
где fn − эффективная доля базисных полюсов в направлении п.
206

На рис. 23.95 показана зависимость деформации радиационного роста от текстуры и флюенса нейтронов. Для сильно выраженной текстуры мы видим удлинение вдоль прокатки (Gn = 0,82) и сокращение размеров поперек прокатки (Gn = −0,2). Закалка из β-области приводит к почти изотропной структуре (Gn = 0,13), и наблюдается лишь незначительный рост, переходящий в незначительное сокращение размеров.
Рис. 23.95. Радиационный рост сплава циркалой-2 при 60 °С
взависимости от роста текстуры:
1− материал K (медленное охлаждение от 800 °С), продольное направление, f = 0,06, Gn = 0,82;
2 − материал V (закалка от 1020 °С), продольное направление,
f = 0,26, Gn = 0,13;
3 − материал K, поперечное направ-
ление, f = 0,4, Gn = −0,2
Используя принципы моделирования, изложенные выше, можно построить зависимость индекса радиационного роста Gn от текстурного параметра θ для холоднодеформированных и рекристаллизованных труб, аналогичную зависимости для ползучести. Из рис. 23.96 видно, что для осевого направления трубы индекс роста GA практически не меняется, в то время как для окружного направления индекс роста GT с увеличением θ резко уменьшается и при θ ≈ 25° становится отрицательным, т.е. при больших значениях параметра θ диаметр трубы в результате радиационного роста уменьшается.
Предварительная пластическая деформация, приводя к повышению плотности дислокаций, увеличивает скорость радиационного роста при облучении. Для рекристаллизованного материала в начальной стадии облучения рост носит затухающий характер; для
207

материала с высокой степенью деформации наблюдается рост с постоянной скоростью (рис. 23.97).
l, %
3
2
1
Фн, 1025 м-2 (Е > 1 эВ)
Рис. 23.96. Зависимость индекса роста Gn от текстурного параметра θ:
GА − осевое направление трубы; GТ − окружное направление; GR − радиальное направление
Рис. 23.97. Радиационный рост сплава циркалой-4 в зависимости от флюенса нейтронов и степени холодной деформации (ХД): 1 − рекристаллизация, f = 0,112;
2 − ХД 20 %, f = 0,077;
3 − ХД 70 %, f = 0,055
При высоких флюенсах характер зависимости радиационного роста от флюенса для рекристаллизованного материала резко изменяется. На кривой появляется излом (breakaway), радиационный рост резко ускоряется и зависимость от флюенса становится линейной (рис. 23.98).
Рис. 23.98. Зависимость радиационного роста рекристаллизованного сплава циркалой-2 от флюенса нейтронов при Тобл = 280 °С
208

Это явление, как полагают, обусловлено тем, что размеры дислокационных петель и их плотность становятся достаточными, чтобы образовать дислокационную сетку, приводящую дислокационную структуру в состояние, близкое к структуре холоднодеформированного материала. Механизм радиационного роста изменяется, приближаясь к механизму радиационного роста деформированного материала. Скорость радиационного роста при этом также становится близкой к скорости радиационного роста деформированного материала.
Влияние легирования на радиационный рост неоднозначно, однако можно отметить, что чистый Zr в наименьшей степени подвержен радиационному росту (рис. 23.99). Наиболее общий вывод, который можно было бы сделать на основе этих данных, то, что усложнение легирования вызывает увеличение скорости роста.
Вместе с тем, как видно из представленных на рис. 23.100 и 23.101 данных, усложнением состава и разумным варьированием концентрацией легирующих элементов можно существенно подавить радиационный рост.
Из рис. 23.102 также видно, что более сложный по составу сплав Э635 имеет явное преимущество по стойкости против радиационного роста, чем сплавы Э110 и циркалой-4.
Для основных сплавов, используемых в отечественной промышленности (Э110 и Э125), радиационный рост в интервале температур практического их использования может быть описан следующими уравнениями.
209

Рис. 23.100. Радиационный рост сплава Э110 в зависимости от содержания железа и флюенса нейтронов, 1026 м-2:
y–1,8; – 2,5; – 3,8; c – 4,5;
{– 5,7; – 6,3
(реактор БОР-60, Е > 0,1 МэВ,
Тобл = 330–340 °С)
Рис. 23.101. Радиационный рост сплава Э635 с разным содержанием Nb, Sn и Fe в зависимости
от флюенса нейтронов (реактор БОР-60, Е > 0,1 МэВ,
Тобл = 330–340 °С)
Рис. 23.102. Зависимость от флюенса (Е > 0,1 МэВ) деформации циркониевых сплавов, облученных в реакторе БОР-60 при температуре от 330 до 360 °С:
1 − Э110 (отжиг 580 °С, 3 ч);
2 − циркалой-4 (40 % ХД);
3 − Э635 (580 °С, 3 ч); 4 − Э-635 (40 % ХД)
Для сплава Э110 в различных интервалах температуры радиационный рост в направлении оси трубы:
εроA |
= 2,5 10-14(Ф)0,43exp(−725/Т), |
400 ≤ Т ≤ 600 К; |
|
εроA |
= 3,8 10-12(Ф)0,43exp(−340/Т), |
600 ≤ Т ≤ 675 К; |
(23.31) |
εроA |
= 5,6 10-8(Ф)0,43exp(−10200/Т), |
675 ≤ Т ≤ 700 К. |
|
|
210 |
|
|
Для сплава Э125 в интервале температур 500−600 К для направ-
ления оси трубы:
εроA = 1,32 10-15(Ф)0,5exp(−700/Т). |
(23.32) |
Используя данные о текстурных показателях труб и соотношение (23.31), можно легко пересчитать радиационный рост для любого из главных направлений труб.
Подводя итоги по рассмотрению радиационного роста и ползучести циркониевых сплавов, следует отметить аддитивность деформаций радиационной ползучести и роста. Сравнивая кривые G2T на рис. 23.94 и GT на рис. 23.96, нетрудно заметить, что при сопоставимых скоростях ползучести и радиационного роста последний может существенно повлиять на деформацию в окружном направлении. Так, при малых θ окружная деформация за счет роста будет увеличиваться, а при больших − уменьшаться. При определенных условиях отрицательная деформация роста может преобладать и диаметр трубы под давлением, несмотря на ползучесть, будет уменьшаться. Такие случаи отмечались на практике, в особенности при относительно низких температурах (около 100−200 °С), когда скорость радиационной ползучести невелика.
Таким образом, текстура является эффективным средством управления деформационным поведением изделий из циркониевых сплавов. С другой стороны, термообработка изделий, в частности труб из циркониевых сплавов, приводя к заметному упрочнению, образует более изотропную структуру, лишая возможности управлять деформационным поведением с помощью текстуры.
Комбинируя оба метода управления структурой и текстурой материала, можно регулировать свойства изделий из циркониевых сплавов в широких пределах.
Контрольные вопросы
1.Назовите достоинства и недостатки Zr как реакторного материала.
2.Какие модификации Zr вы знаете? При каких условиях они существуют в чистом цирконии? Охарактеризуйте свойства различных аллотропических модификаций циркония.
211
3.Чем вызвана анизотропия свойств (и каких свойств) циркония?
4.Что такое текстура? Опишите способ количественной характеристики текстуры циркония. От чего зависит формирование и выраженность текстуры?
5.Особенности термической ползучести циркония. Чем вызвана анизотропия его ползучести? Как задаются свойства анизотропии ползучести циркония?
6.Характеристики диаграмм состояния Zr с легирующими элемента-
ми. Какие элементы увеличивают, а какие снижают температуру (α ' β)- превращения?
7.Какие элементы наиболее эффективно упрочняют цирконий? Пользуясь рис. 23.45, предложите составы сплавов системы Zr−Nb, имеющих высокую прочность при комнатной температуре в сочетании с хорошей технологичностью; предложите оптимальную термообработку выбранных сплавов и объясните процессы, происходящие при этой термообработке.
8.Что представляет собой α′-фаза, при каких условиях она образует-
ся?
9.Как можно зафиксировать при комнатной температуре β-фазу циркония? В чем преимущества сплавов с β-структурой перед сплавами с α- структурой?
10.Что представляет собой ω-фаза, при каких условиях она образуется? Какими свойствами обладает ω-фаза?
11.Опишите структурные изменения в сплавах с метастабильной
β-фазой в процессе отпуска при 250−600 °С.
12.Охарактеризуйте диаграмму состояния системы Zr−Nb. Какие виды упрочнения применимы к сплавам этой системы? Предложите конкретный сплав и опишите его структуру после: закалки; отпуска при
500 °С.
13.Охарактеризуйте диаграмму состояния системы Zr−Sn. Какие виды упрочнения применимы к сплавам этой системы? Предложите конкретный сплав и опишите его структуру после: закалки; отпуска при 700 °С.
14.Назовите концентрационные зависимости распространения мета-
стабильных фаз в сплавах системы Zr−Nb.
15. По какой схеме происходит превращение метастабильной ω-фазы при отпуске, какие структуры при этом образуются? Какой сплав в системе Zr−Nb имеет максимальное количество ω-фазы?
16. Пользуясь рис. 23.45, предложите оптимальный состав сплава Zr−Nb для работы при 500 °С, обладающего высокой прочностью. Какую
212
структуру имеет выбранный вами сплав в состоянии термодинамического равновесия при данной температуре?
17.Предскажите структуру и свойства сплава Zr−1% Nb в состоянии термодинамического равновесия при 200 °С; наличие и тип возможных фазовых превращений, изменение структуры и свойств в процессе: закалки от 850 °С; последующего отпуска при 500 °С.
18.Предскажите структуру и свойства сплава Zr−2,5% Nb в состоянии термодинамического равновесия при 20 °С; наличие и тип возможных фазовых превращений, изменение структуры и свойств в процессе: закалки от 850 °С; последующего отпуска при 540 °С.
19.Чем обусловлена максимальная прочность сплавов Zr с 3−8% Nb при 20 °С и с 3−5% Nb при 500 °С и снижение прочности с увеличением концентрации ниобия выше этих величин?
20.Пользуясь рис. 23.50 и 23.45, предложите составы сплавов системы
Zr−Nb, обладающие высокой прочностью и жаропрочностью при достаточной пластичности. Чем обеспечивается жаропрочность выбранного вами сплава?
21.Пользуясь рис. 23.50 и 23.52, предложите составы сплавов системы Zr−Sn, обладающие высокой прочностью и жаропрочностью при достаточной пластичности. Чем обеспечивается жаропрочность выбранного вами сплава?
22.Предскажите структуру и свойства сплава Zr−1,6% Sn в состоянии термодинамического равновесия при 20 °С, наличие и тип возможных фазовых превращений; изменение структуры и свойств в процессе: закалки от 1000 °С; последующего отпуска при 500 °С.
23.Какие виды упрочнения и создания жаропрочной структуры циркония вы знаете? Приведите примеры.
24.В чем принципиальное отличие структуры, механических и коррозионных свойств сплавов типа Э635 от отечественных сплавов системы
Zr−Nb и зарубежных циркалоев?
25.Дайте характеристику диаграммы состояния Zr−О. В каких кристаллографических модификациях и в каких интервалах температуры существует оксид ZrО2?
26.Чем обеспечивается коррозионная стойкость Zr в кислородосодержащих средах? Почему воздух является более агрессивной средой по отношению к Zr, чем СО2?
27.Опишите процессы, происходящие при коррозии Zr в воде и паре. Какие механизмы приводят к росту оксидной пленки? Что представляют
213
собой пути облегчения диффузии («коротко-замкнутые») и какова их роль
вокислении циркония?
28.Перечислите этапы изменения состояния ZrО2 с течением времени. Какую структуру имеет оксид ZrО2 при длительном окислении?
29.Охарактеризуйте кинетику окисления циркония. Какому закону она подчиняется? Что такое «перелом» и «критическая толщина» пленки? Охарактеризуйте состояние оксидной пленки до и после «перелома».
30.Как влияет температура на кинетику окисления циркония? Какие факторы влияют на коррозию Zr в пароводяных средах? Перечислите их.
31.Чем обусловлено явление перелома в окислении циркония?
32.Что такое фретинг-коррозия циркониевых сплавов? Отчего она зависит? Какие последствия этого вида коррозионного повреждения?
33.Какие примеси являются наиболее вредными по отношению к коррозионной стойкости Zr и почему? Какова роль водорода в снижении коррозионной стойкости циркония?
34.Охарактеризуйте роль примесей и легирующих элементов в коррозионной стойкости циркония.
35.Назовите наиболее широко используемые на практике легирующие элементы в Zr и охарактеризуйте влияние их на прочность, жаропрочность, коррозионную стойкость и механизмы такого влияния.
36.Каковы роли Nb и Sn в коррозионной стойкости: чистого (например, иодидного) Zr; Zr технической чистоты? Пользуясь рис. 23.47, 23.48
и 23.58, предложите состав сплава Zr−Sn, обладающего высокой коррозионной стойкостью, жаропрочностью и технологичностью.
37.В каких сплавах циркония термообработка существенно влияет на коррозионную стойкость? Какое структурное состояние циркониевых сплавов является наиболее коррозионно-стойким?
38.Предложите режим окончательной термообработки для получения
высокой коррозионной стойкости сплава Zr − 2,5% Nb.
39.Какова роль текстуры в обеспечении высокой коррозионной стойкости циркониевых сплавов? Каковы механизмы ее влияния на прочность оксидной пленки?
40.Как влияет облучение на коррозионную стойкость циркониевых сплавов, каковы предполагаемые механизмы такого влияния?
41.Что такое нодулярная коррозия? Каковы механизмы ее проявле-
ния?
42.Охарактеризуйте диаграмму состояния Zr−H. Какова роль гидридов циркония в изменении механических свойств циркония?
214
43.Как влияет ориентация гидридов на охрупчивание изделий из циркониевых сплавов? Что такое показатель ориентации гидридов?
44.Что такое «замедленное гидридное растрескивание», каковы причины и последствия его проявления?
45.Каковы особенности взаимодействия Zr с топливом и осколками деления? Какие продукты деления наиболее опасны с точки зрения охрупчивания циркониевых оболочек твэлов и почему?
46.Чем вызвано коррозионное растрескивание под напряжением циркониевых сплавов? Как влияет состав и состояние сплава на проявление этого явления? Какие способы используют для борьбы против коррозионного растрескивания циркониевых оболочек?
47.Как влияет облучение на механические свойства циркония? Что такое радиационно-водородное охрупчивание?
48.Какие критерии сопротивления хрупкому разрушению используют? Дайте их характеристики.
49.Каковы механизмы радиационного формоизменения циркониевых сплавов?
50.Перечислите механизмы радиационной ползучести циркония и дайте их характеристику.
51.Как влияют легирование и деформация на радиационную ползу-
честь?
52.Что такое «радиационный рост» циркония? Каков его механизм? Что характеризует индекс Gn?
53.Как влияют предварительная пластическая деформация и флюенс нейтронов на скорость радиационного роста? В чем суть такого влияния?
54.Как влияет текстура на радиационный рост?
55.Как зависит радиационный рост от химического состава циркониевых сплавов?
215