

1.4.Суммарные допуски и отклонения формы и расположения поверхностей
Суммарным отклонением формы и расположения ЕС называется отклонение, являющееся результатом совместного проявления отклонения формы и отклонения расположения рассматриваемой поверхности или профиля относительно баз. Поле допуска формы и расположения ТС- это область в пространстве или на заданной поверхности, внутри которой должны находиться все т очки реальной поверхности или реального профиля в пределах нормируемого участка. Это поле имеет заданное номинально положении относительно баз.
1.4.1. Виды суммарных допусков
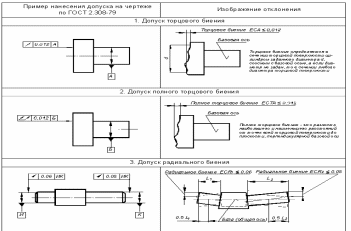
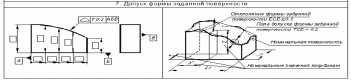
Виды допусков. Их обозначение на чертежах приведены в таблице 6. Числовые значения допусков в зависимости от степени точности даны в приложении 2. Примеры назначения допусков на чертежах и изображение отклонений приведены в табл. 7.
Таблица 6

Таблица 7

1.5.Нормирование отклонений.
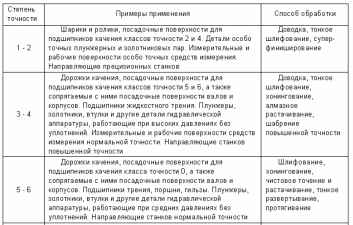
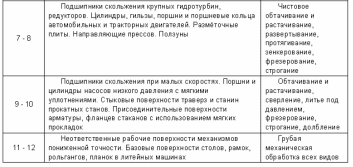
Для каждого допусков формы и расположения поверхности, согласно ГОСТ 24643-81 установлено 16 степеней точности, в зависимости от функциональных особенностей деталей и от вида обработки ( Таблица приложения). Кроме того, в зависимости от соотношения допуска на размер и допусками формы и расположения устанавливают следующие уровни относительной точности (Таблица приложения): А – нормальная относительная геометрическая точность ( допуск формы и расположения составляет приблизительно 60% допуска на размер); В –повышенная относительная геометрическая точность (40% допуска на размер); С – высокая относительная геометрическая точность (25% допуска на размер); особо высокая относительная геометрическая точность (менее 25% допуска на размер)
Допуски формы цилиндрической поверхности, соответствующие уровням А,В,С составляют приблизительно 30,20,12,5% допуска на размер т.к. допуск на размер задается на диаметр, а допуски отклонений формы и расположения на радиус. Неуказанные в документах допуски формы и расположения ограничиваются допуском на размер.
Таблица 3
Вследствие целого ряда причин при изготовлении геометрическая форма деталей не выдерживается. Поверхности также должны правильно располагаться одна относительно другой, однако они имеют погрешности взаимного расположения. Все эти погрешности формы, взаимного расположения, а также шероховатость поверхностей влияют на эксплуатационные (износ, шум, прочность, герметичность и т.д.) и на технологические (трудоемкость обработки, сборки, контроля, себестоимость) показатели. Поэтому отклонения формы и расположения поверхностей должны быть ограничены допусками.
Числовые значения и степень точности для допусков расположения обычно определяются методом подобия по рекомендациям справочной литературы.
Общие допуски формы и расположения поверхностей являются независимыми (их значения не зависят от действительных размеров рассматриваемых и базовых элементов). Общий допуск круглости для элементов с не указанными на чертеже предельными отклонениями размеров практически равен половине допуска диаметра, но не должен превышать общего допуска на радиальное биение. Общий допуск параллельности равен допуску размера между рассматриваемыми элементами.
Основные нормативные требования к допускам формы и расположения поверхностей отражены в государственных стандартах, а указания на чертежах выполняются согласно требованию ЕСКД по ГОСТ 2.308. Для каждого вида допуска установлено 16 степеней точности в порядке возрастания величины допуска(таблица 10, 11) При установлении соотношения между допуском размера и допуском формы для цилиндрических деталей принят диаметр рассматриваемой поверхности, а для плоских деталей допуск на толщину детали, так как наибольшая погрешность равна этому допуску (100 %). Для цилиндрических деталей допуск формы задан в радиусном выражении, поэтому наибольшая погрешность формы принята равной 50 % от допуска на диаметр. Для деталей жесткой конструкции по соотношению допусков размера и формы установлено четыре уровня относительной геометрической точности (Табл. 8) А - нормальный (для поверхностей без особых требований к точности формы); В - повышенный (для поверхностей, работающих при значительных скоростях и нагрузках при наличии ударов и вибраций); С - высокий (для поверхностей, работающих при высоких нагрузках с ударами и вибрациями, при скоростях свыше 1000 об/мин, а также при требованиях герметичности, плавности хода).
Д- особо высокий (герметичные соединения, особые требования к кинематической точности).
А также существуют рекомендации для осуществления связи между уровнями геометрической точности и степенями точности( табл. 9)
Таблица 8
Относительная геометрическая точность формы цилиндрических поверхностей( по ГОСТ 24643-81)

Таблица 9.
Степени точности формы цилиндрических поверхностей в зависимости от квалитета допуска диаметра и относительной геометрической точности (по ГОСТ 24643-81)
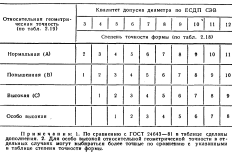
Таблица 10
Допуски цилиндричности, круглости и профиля продольного сечения
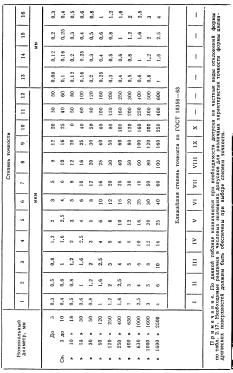
Таблица 11.
Допуски цилиндричности, круглости, профиля продольного сечения

Таблица 12
Допуски параллельности, перпендикулярности, торцевого биения
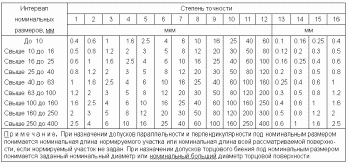
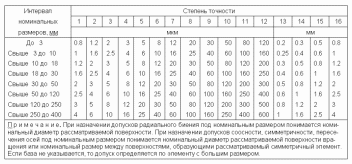
Таблица 13.
Допуски радиального биения, соосности, симметричности, пересечения осей в диаметральном выражении
2.Практическая часть