

В.М. Юрченко Расчет грузопотоков от комплексно-механизированных ЛАВ и выбор оборудования для конвейерных линий
.pdf20
один конвейер 2Л100У (на всю длину выработки).
Участок 8-9 – наклонный ствол ( LВ = l1 = 450 м, β = 14° ).
Конвейер, который будет установлен в наклонном стволе, загружают из аккумулирующего бункера, в который поступает неравномерный грузопоток с конвейера 2Л100У.
3.7. Максимальный суммарный минутный грузопоток для выработок однопоточных (ближе к концу транспортирования), где не происходит его изменение, составляет 70 % от арифметической суммы максимальных минутных грузопотоков от очистных забоев № 1, № 2, № 3.
а1( тах ) |
= 0,7Σ |
а1( тах ) = 0,7( 4,3 |
+ 3,5 |
+ 5,0 ) = 9,1 |
т/мин. (3.9) |
Σ |
|
I |
|
|
|
3.7.1. Выбор конвейера по приемной способности.
По табл. 7.9 [1] или по табл. 5 прил. 2 находим параметры ленточного конвейера (с учетом места установки: стационарный или полустационарный), который бы обеспечил условие γ Qкпр > a1(max)Σ , т.е. при-
емная способность конвейера должна быть больше максимального минутного грузопотока, равного 9,1 т/мин, действующего на участке 8-9.
Приемную способность, удовлетворяющую условию
Qкпр = 15,7 м3/мин, что при γ = 0,85 т/м3 соответствует 12,56 т/мин,
обеспечивают следующими параметрами конвейера:
В = 1000 мм – шириной ленты, Vл = 2,5 м/с – скоростью ленты.
В соответствии с принятыми параметрами и исходя из условий эксплуатации, для участка 5-8 выбираем по табл. 13.2 [1] или по табл. 1 прил. 3 ленточный конвейер 2Л100У.
3.7.2. Установление допустимой длины конвейера.
Принятие окончательного решения возможно после проверки: проходит ли предварительно выбранный конвейер 2Л100У по мощности привода и прочности конвейерной ленты с учетом конкретной эксплуатационной нагрузки и конкретного угла наклона выработки. Конвейер 2Л100У, планируемый к установке на всю длину участка 8-9, загружается в одной точке 8. Поэтому определяем приведенную эксплуатационную нагрузку по формуле
Qэ( прив ) = Qэ1 + Qэ2 + Qэ3 .
Заранее находим доли эксплуатационных нагрузок от грузопотоков каждого из трех очистных забоев
Qэi = 60а1( п )i kt .
21
Расчетный коэффициент нагрузки kt принимают по табл. 6.4 [1] или по табл. 4 прил. 2 по предварительно определенным: коэффициенту неравномерности грузопотока k1 и времени загрузки конвейера tk на участке 8-9.
k1 = |
1,67; |
k1 = |
1,82; |
k1 = 1,73 - определены раньше. |
|
|||
Тогда |
расчетные |
|
коэффициенты |
нагрузки |
равны |
|||
kt = 1,54; |
kt = |
1,67; |
kt |
= |
1,60 , а доли эксплуатационных нагрузок |
|||
соответственно равны |
Qэ |
= |
60 2,7 1,54 = |
249 т/ч, |
|
|||
|
|
|
|
|||||
|
|
|
1 |
= |
60 1,92 1,67 = |
|
|
|
|
|
|
Qэ2 |
192 т/ч, |
|
|||
|
|
|
Qэ3 |
= |
60 2,9 1,60 = |
278 т/ч. |
|
|
Приведенная эксплуатационная нагрузка конвейера, установлен- |
||||||||
ного на участке 8-9, составит |
|
|
|
|
||||
|
|
Qэ |
|
= |
249 + 192 + 278 = |
719 т/ч. |
|
|
|
|
( прив ) |
|
|
|
|
|
|
По графику применимости определяем допустимую длину конвейера. С учетом эксплуатационной нагрузки и угла наклона выработки допустимая длина конвейера 2Л100У составляет Lкдоп = 380 м. Так как
Lкдоп < LВ (3800 < 450) м, то приходится ставить либо два конвейера
длиной по 225 м, либо принять конвейер с той же шириной ленты, но с большей мощностью привода 3Л100У. Допустимая длина для конвейера 3Л100У составляет Lкдоп = 610 м, что отвечает условию
Lкдоп > LВ .
Таким образом, для данной технологической схемы транспорта выбор конвейеров осуществлен полностью.
4. ИСПОЛЬЗОВАНИЕ БУНКЕРОВ В КОНВЕЙЕРНЫХ ЛИНИЯХ
4.1. Усредняющий (сглаживающий) бункер
Предназначен для сглаживания неравномерности грузопотока, поступающего на подбункерный конвейер (рис. 3), при этом минутный коэффициент неравномерности k1 уменьшается (см. с. 10). Назначае-
мый подбункерный конвейер должен отвечать следующему условию:
Qk ≥ 60 a1( n ); Qk ≥ 60 ∑ a1( n ) .

22

23
Усредняющий бункер целесообразно применять в том случае, когда поступающая расчетная эксплуатационная нагрузка на выработку больше, чем техническая производительность конвейера ( Qэ > Qk ), а максимальный минутный грузопоток больше приемной способности ( атах′ > γ Qk пр ), и оборудование выработки более мощным конвейе-
ром не представляется возможным.
Необходимая вместимость усредняющего бункера зависит от производительности разгрузки бункера (т.е. производительности подбункерного питателя)
Производительность разгрузки усредняющего бункера определяют для различных ситуаций следующим образом:
1. Qэ < Qk , |
Qб.у. = 60γ Qk np , т/ч; |
′ |
|
атах > γ Qk пр , |
|
2. Qэ > Qk , |
Qб.у. = Qk , т/ч; |
′ |
|
атах ≤ γ Qk пр , |
Qб.у. = Qk , т/ч. |
3. Qэ > Qk , |
|
′ |
|
атах > γ Qk пр , |
|
Таким образом, значение производительности разгрузки усредняющего бункера может изменяться в пределах: 60γ Qкпр ≥ Qб.у. ≥ Qэ.
Вместимость усредняющего бункера, зависящую от минутного коэффициента неравномерности поступающего грузопотока и глубины усреднения (сглаживания), характеризуемой коэффициентом δ , определяют по формулам
Еус = kб а1( п ), т – для грузопотока, поступающего
из одного очистного потока;
Еус = kб ∑ а1( п ) , т – для грузопотоков, поступающих из двух и более потоков;
где kб - расчетный коэффициент, применяемый по табл. 2 в зависимости от коэффициента неравномерности k1 поступающего (-их) грузопотока (-ов) и глубины усреднения δ .
δ |
= |
а′тах − Qб.у. / 60 |
100% - для грузопотока, поступающего |
||
′ |
а1( п ) |
||||
|
|
|
|||
|
|
атах − |
из одного очистного забоя; |
||
|
|
|
|
||
|
|
|
|
|
24 |
|
δ |
= |
а′тах Σ |
− |
Qб.у. / 60 |
100% - для грузопотоков, поступающих |
|
′ |
− |
∑ а1( п ) |
||||
|
|
из двух и более забоев. |
||||
|
|
атахΣ |
Усредняющие (сглаживающие) бункеры рекомендуют сооружать в участковых конвейерных линиях ближе к очистному или подготови-
тельному забою [3].
Таблица 2
Значения расчетного коэффициента kб
Минутный коэффициент |
Относительная глубина усреднения |
|||||
неравномерности |
|
(сглаживания) грузопотока δ |
, % |
|||
поступающего в бункер |
25 |
|
50 |
75 |
|
100 |
грузопотока, k1 |
|
|
||||
|
|
|
|
|
|
|
1,2 |
2,0 |
|
2,0 |
2,0 |
|
3,0 |
1,6 |
2,0 |
|
2,0 |
3,0 |
|
7,0 |
2,0 |
2,0 |
|
2,0 |
5,0 |
|
10,0 |
2,04 |
2,0 |
|
2,0 |
6,0 |
|
12,0 |
2,8 |
2,0 |
|
3,0 |
7,0 |
|
15,0 |
В качестве емкости может быть использован горный бункер, оборудованный питателем (выбирают питатель по табл. 4-6 прил. 3), или механизированный бункер (принимают по табл. 3 прил. 3).
4.2. Аккумулирующий бункер
Предназначен для глубокого усреднения поступающего грузопотока (т.е. коэффициент неравномерности равен единице, см. рис. 3) или для аварийного аккумулирования груза с целью компенсации (исклю-
чения) простоев по вине транспорта. Аккумулирующие бункеры подразделяют на два вида: горные,
представляющие собой вертикальную выработку, и механизированные, представляющие собой реверсивный конвейер (например скребковый) с высокими бортами.
Горные бункеры рекомендуют применять во всех случаях, если это не ограничивается отсутствием необходимого перепада высот между точками загрузки и выгрузки материала, малым сроком службы, требованиями к сортности угля и физико-механическими свойствами транспортируемого угля, свойствами боковых пород, горным давлением и экономическими факторами [3].
Механизированные бункеры в качестве аккумулирующих следует применять в конвейерных линиях у подготовительных забоев для раз-

25
деления потоков угля и породы при подаче в систему магистрального транспорта, а также для аккумулирования легкослеживающейся горной массы или породы. Технические характеристики механизированных бункеров приведены в табл. 3 прил. 3.
Минимальную вместимость аккумулирующего бункера, установленного в конвейерной линии с целью глубокого усреднения грузопо-
тока, определяют по формуле
Еак ≥ с Асм ,
где с – расчетный коэффициент, учитывающий число конвейеров в подбункерной линии; с = 0,1 – сквозной бункер при числе конвейеров в подбункерной линии – 1-2; с = 0,12 – сквозной бункер при числе конвейеров в подбункерной линии – 3 и более.
Вместимость аварийного аккумулирующего бункера, установленного в конвейерной линии еще и с целью компенсации простоев по ви-
не транспорта, определяют по табл. 3. Производительность разгрузки аккумулирующего бункера задают
питателем, который перекрывает выпускное отверстие.
Если подбункерный конвейер загружается грузопотоком из одного аккумулирующего бункера, то производительность его разгрузки равна допустимой производительности конвейера:
Qб.а. = Qпит = Qэпк ,
где Qэпк - допустимая для заданных условий ( Lк - действительная длина конвейера, β - угол наклона установки) техническая производительность конвейера. Величину можно определить по графику
применимости конвейера [2].
Если на конвейер одновременно поступают грузопотоки из нескольких бункеров, то производительность разгрузки бункеров
следует определять по формуле
Qб.а. = Qэпк Lк Aсмi ,
∑n li Aсм
i |
|
i= 1 |
i |
|
где Acмi - среднесменная добыча (нагрузка), поступающая в i
кер, т; li - длина отрезка подбункерного конвейера, на который действует соответствующее значение производительности разгрузки (расстояние от точки разгрузки i– бункера до головной части подбункерно-
|
|
|
|
|
|
26 |
|
|
|
|
|
|
|
Необходимая вместимость аккумулирующих (аварийных) бункеров Еак |
Таблица 3 |
||||||||||
|
|
|
||||||||||
|
|
|
на стыках звеньев конвейерного транспорта, т |
|
|
|
||||||
Величина |
|
|
|
Заданный уровень снижения простоев |
|
|
|
|||||
среднесмен- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ного грузо- |
0,40 |
0,50 |
0,60 |
|
0,65 |
0,70 |
0,75 |
0,80 |
0,85 |
0,90 |
|
0,95 |
потока, по- |
|
|
||||||||||
ступающего |
|
|
|
|
|
|
|
|
|
|
|
|
в бункер, т |
|
|
|
|
|
|
|
|
|
|
|
|
150-300 |
6-12 |
10-20 |
13-25 |
|
14-28 |
15-30 |
18-35 |
20-40 |
24-48 |
30-60 |
|
35-70 |
300-400 |
12-20 |
20-30 |
25-38 |
|
28-41 |
30-45 |
35-55 |
40-60 |
50-70 |
60-80 |
|
70-100 |
450-600 |
20-25 |
30-40 |
40-50 |
|
45-55 |
50-65 |
55-70 |
50-80 |
70-95 |
90-120 |
|
110-150 |
600-750 |
25-35 |
35-50 |
35-40 |
|
55-70 |
60-75 |
70-90 |
80-100 |
95-120 |
100-140 |
|
130-180 |
750-900 |
30-45 |
45-60 |
45-60 |
|
70-80 |
75-90 |
85-105 |
100-120 |
110-140 |
130-180 |
|
170-220 |
900-1000 |
40-55 |
55-70 |
55-70 |
|
85-96 |
90-105 |
100-120 |
110-140 |
130-160 |
150-200 |
|
200-270 |
1000-1250 |
45-60 |
60-80 |
60-80 |
|
90-120 |
100-130 |
120-140 |
130-160 |
150-200 |
190-250 |
|
250-310 |
1250-1500 |
50-75 |
75-100 |
75-100 |
|
120-140 |
130-150 |
140-170 |
170-200 |
190-240 |
240-320 |
|
320-380 |
1500-1750 |
65-80 |
80-110 |
80-110 |
|
140-160 |
150-175 |
175-200 |
190-230 |
220-270 |
70-360 |
|
360-450 |
1750-2000 |
75-100 |
110-130 |
110-130 |
|
160-180 |
170-200 |
200-230 |
230-270 |
270-310 |
310-400 |
|
400-510 |
2000-2250 |
90-120 |
120-150 |
120-150 |
|
180-200 |
200-230 |
230-260 |
260-300 |
300-350 |
350-450 |
|
460-570 |
2250-2500 |
100-130 |
130-170 |
130-170 |
|
200-230 |
230-250 |
250-290 |
290-330 |
330-390 |
400-500 |
|
500-640 |
2500-2750 |
110-150 |
150-190 |
150-190 |
|
230-250 |
250-280 |
280-320 |
320-360 |
360-430 |
450-60 |
|
600-700 |
2750-3000 |
130-170 |
170-200 |
170-200 |
|
250-280 |
280-300 |
300-350 |
350-400 |
400-470 |
500-650 |
|
650-800 |
3000-4000 |
140-200 |
200-250 |
200-250 |
|
280-360 |
300-400 |
350-450 |
480-550 |
550-650 |
600-800 |
|
800-1000 |
4000-5000 |
180-250 |
250-330 |
250-330 |
|
380-450 |
400-500 |
480-580 |
540-650 |
650-800 |
700-900 |
|
900-12000 |

27
го конвейера), м; n - число бункеров, загружающих подбункерный конвейер.
Тип питателя, устанавливаемого под аккумулирующим бункером, принимают по табл. 4-6 прил. 3.
4.3. Определение эксплуатационной нагрузки на подбункерном конвейере
Эксплуатационная нагрузка на подбункерный конвейер может быть сформирована различными грузопотоками: от бункеров, очистных
или подготовительных забоев.
Наиболее простой случай - эксплуатационная нагрузка на подбункерный конвейер поступает непосредственно из бункера (рис. 4, а) или из бункера через предыдущий конвейер (рис. 4, б).
Для этого случая эксплуатационная нагрузка на подбункерный конвейер Qэ равна производительности разгрузки бункера Qб , которая задается производительностью принятого под бункером питателя
Qпит , т.е.
Qэ = Qб = Qпит .

28
В случае, когда на подбункерный конвейер поступают грузопотоки из нескольких бункеров (рис. 5), для него определяют приведенную эксплуатационную нагрузку
|
|
|
|
|
|
|
Qэ |
= |
Qэ l1 + |
Qэ l2 + ...+ |
Qэ lп |
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
1 |
|
2 |
|
|
|
|
|
п |
, т/ч |
||||||||||
|
|
|
|
|
|
|
|
|
|
L |
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
( привед ) |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
где |
Qэ |
= |
Qб |
- эксплуатационная нагрузка на п-м участке; |
||||||||||||||||||||||
Qэ |
|
|
п |
|
|
|
п |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
= |
Qб |
+ Qб |
2 |
- эксплуатационная нагрузка на 2-м участке; |
|||||||||||||||||||||
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Qэ |
|
= |
∑п |
Qб |
i |
- эксплуатационная нагрузка на 1-м участке. |
||||||||||||||||||||
1 |
|
i= |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 5. Формирование грузопотока из нескольких бункеров на подбункерном ленточном конвейере:
а – непосредственно из бункеров; б - непосредственно из бункеров и через отдельный конвейер
Наиболее общим является случай, когда эксплуатационная нагрузка на ленточный конвейер формируется грузопотоками от очистных и подготовительных забоев, а также грузопотоками из бункеров
(рис. 6).
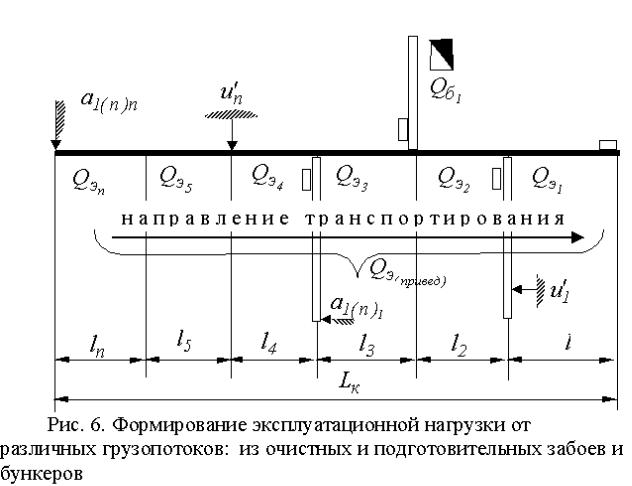
Для этого случая определяют приведенную эксплуатационную нагрузку
|
|
∑п |
Qэi li |
|
Q |
= |
i= 1 |
|
, т/ч |
|
|
|||
э |
|
|
Lк |
|
( привед ) |
|
|
||
|
|
|
|
|
где Qэп = 60 а1( п )п kt ( ln ) – эксплуатационная нагрузка от очистного забоя на п-м участке, т/ч;
Qэ |
= |
60 а1( п )п kt ( l |
5 |
|
) + |
Qб |
п |
- эксплуатационная нагрузка от очистно- |
|||||||
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|||
го забоя и бункера на 5-м участке, т/ч; |
|
||||||||||||||
Qэ |
= |
60( а1( п )n |
|
kt ( l |
|
) + |
′ |
) + Qб |
- |
эксплуатационная нагрузка от |
|||||
|
4 |
un |
|||||||||||||
4 |
|
|
|
|
|
|
|
|
|
|
|
п |
|
||
очистного и подготовительного забоев и бункера на 4-м участке, т/ч; |
|||||||||||||||
|
|
n |
|
|
|
|
|
|
|
|
′ |
|
|
||
Qэ3 |
= |
60( ∑ а1( п )i |
kt ( l3 ) + |
Qбп |
- эксплуатационная нагрузка |
||||||||||
|
|
un ) + |
|||||||||||||
|
|
i= 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
от нескольких очистных и подготовительных забоев и бункера на 3-м участке, т/ч;