

А.М. Романенко Расчет номинального диаметра спирального сверла на ЭВМ
.pdfМинистерство образования Российской Федерации Кузбасский государственный технический университет Кафедра металлорежущих станков и инструментов
РАСЧЁТ НОМИНАЛЬНОГО ДИАМЕТРА СПИРАЛЬНОГО СВЕРЛА НА ЭВМ
Методические указания к практической работе по курсу "САПР станков и инструментов" для студентов специальности 120200 "Металлорежущие станки и инструменты"
Составители А.М. Романенко К.А. Павловец
Утверждено на заседании кафедры Протокол № 11 от 24.11.2000
Рекомендовано к печати учебнометодической комиссией специальности 120200 Протокол № 8 от 24.11.2000
Электронная копия хранится в библиотеке главного корпуса КузГТУ
Кемерово 2001.
1
1. ЦЕЛЬ РАБОТЫ
Цель данной работы – ознакомить студентов с методикой расчёта наружного диаметра спирального сверла на ЭВМ.
2. ТЕОРЕТИЧЕСКИЕ ПОЛОЖЕНИЯ
Для обработки отверстий используют следующие типы свёрл: спиральные, перовые, пушечные, ружейные, центровочные, головки для кольцевого сверления.
Спиральные свёрла применяют для обработки отверстий диаметром до 100 мм, причём длина отверстия не должна превышать величины 10D, где D – диаметр отверстия. Точность обработки отверстия, достигаемая при сверлении, соответствует 11 14 квалитетам.
Основные параметры сверл стандартизованы. Например, ГОСТ 885-77 оговаривает диаметры свёрл, в ГОСТ 10903-77 или ГОСТ 401077 приведены общая длина сверла, длина рабочей части, хвостовика и шейки. Однако в реальных условиях не всегда удаётся выполнить рекомендации стандартов по тому или иному конструктивному параметру сверла, например выбрать диаметр сверла из рекомендуемого ряда, если получаемое отверстие в дальнейшем обрабатываться не будет, или увеличить длину шейки при наличии у обрабатываемой детали выступов. В этом случае необходимо проектировать оригинальную конструкцию, учитывающую все особенности обрабатываемой детали, условия эксплуатации и накладываемые на элементы сверла ограничения.
2.1. Определение размера наружного диаметра сверла
Исходными параметрами при определении размера наружного диаметра сверла являются диаметр обрабатываемого отверстия D и его верхнее ВО и нижнее НО отклонения, соответствующие квалитету точности отверстия.
При расчете диаметра сверла d предполагается, что линия b – b номинального диаметра сверла (рис.1) не должна выходить за пределы участка, ограниченного линиями 1 – 2 и 3 – 4.

2
Положение линии 1 – 2, устанавливающей верхнюю границу d, определяется максимальной разбивкой отверстия Рмах, вычисляемой по формуле
Рмах = Крδ0 ,
где Кр – коэффициент разбивки отверстия (принимается равным 0,5 или определяется экспериментально); δ0 – допуск на отверстие.
Линия 3 – 4 (линяя нижней границы d) проходит по лини наименьшего допустимого диаметра отверстия.
Расчет наружного диаметра сверла выполняют в такой последовательности: максимально допустимый диаметр обрабатываемого отверстия определяют по формуле
Dмах = D + ВО.
Минимально допустимый диаметр отверстия определяют по формуле
Dмin = D + НО.
Максимально допустимый диаметр сверла находят как разность между максимально допустимым диаметром отверстия и максимальной разбивкой.
Рис. 1. Схема определения номинального диаметра сверла
Найденное значение dmax, необходимо округлить до ближайшего меньшего по стандарту с учетом параметра кратности округления а0.
Величина а0 зависит от dmax, при: |
dmax ≤ 3 |
а0 = 0,05; |
|
3 |
< dmax ≤ 14 |
а0 = 0,1; |
|
14 |
< dmax ≤ 32 |
а0 |
= 0,25; |
32 |
< dmax ≤ 51 |
а0 |
= 0,5; |
|
dmax > 51 |
а0 = 1. |
|
3
Если округленное значение диаметра сверла удовлетворяет
условию dокр ≥ Dmin , то принимают d = dокр. В противном случае повторяют округление dmax с новым параметром округления а1 = 0,5а0,
причем третий знак после запятой у а1 отбрасывают. Если после этого условие dокр ≥ Dmin выполняется, то принимают d = dокр. В противном
случае d = dmax.
В дальнейших расчетах используется значение d с двумя знаками после запятой.
Допуск на наружный диаметр назначается по h9 или h8. Назначение величины обратной конусности ∆d по наружному
диаметру на 100 мм длины осуществляется с учётом диаметра сверла:
при d |
≤2 |
d = 0,01÷ 0,025; |
||
при 2 |
< d ≤ 10 |
d = 0,03 ÷ 0,08; |
||
при 10< d ≤18 |
d = 0,05 |
÷ 0,1; |
||
при 18 |
< d ≤ 63 |
d = 0,06 |
÷ 0,12; |
|
при 63 |
< d ≤ 100 |
d = 0,1 ÷ 0,2. |
||
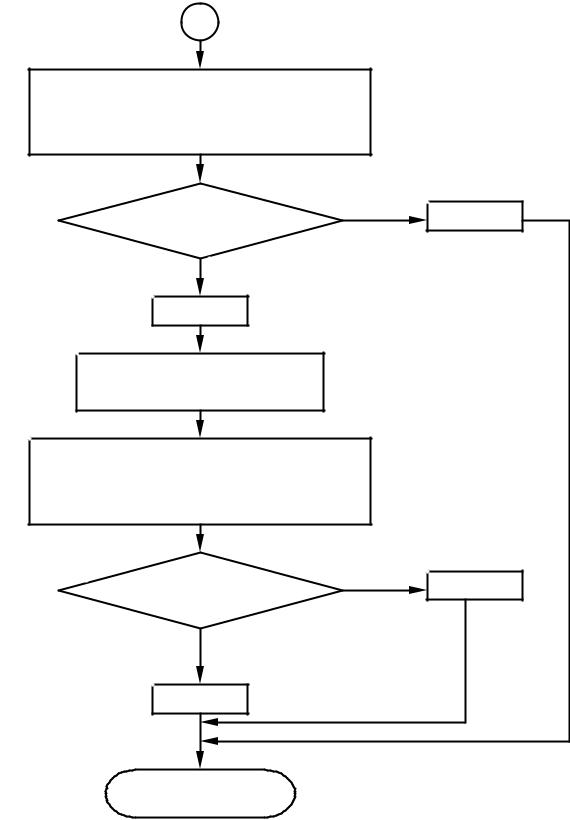
На рис.2 представлен алгоритм определения диаметра спирального сверла в соответствии с вышеизложенной методикой.
2.2. Логика процедуры определения диаметра сверла
1. Заголовок процедуры;
2.Описание переменной;
3.Определение максимального Dmin и минимального Dmin диаметров отверстия;
4.Определение допуска на отверстие δ0;
5.Расчёт максимального диаметра сверла dmax исходя из максимальной разбивки отверстия Pmax;
6.Определение параметра кратности округления а0;
7.Округление dmax с учётом а0;
8.Если doкр ≥ Dmin, то переходим к 9, в противном случае – к 10;
9.Определение диаметра сверла d и выход из процедуры;
10. Определение нового параметра кратности округления а1; 11. Округление dmax с учётом а1;
12. Определение диаметра сверла в зависимости от выполнения
условия doкр ≥ Dmin; Конец процедуры.

4
1.
Процедура
DSVERL
2.
Исходные данные
D, BO, HO, Kp
3.Dmax = D + BO Dmin = D + HO
4.δ0 = BO – HO
Pmax = Kp * δ0
5. |
|
|
|
|
|
|
|
|
|
|
Dmax = Dmax – Pmax |
|
|
|
|
||||||
|
|
|
|
|
||||||
6. |
|
|
|
|
|
|
Да |
7. |
|
|
|
|
dmax ≤ 3 |
|
|||||||
|
|
|
|
|||||||
|
|
|
|
|
a0 = 0.05 |
|
||||
|
|
|
|
|
||||||
8. |
|
|
|
|
Нет |
Да |
9. |
|
||
|
|
|
|
|||||||
|
|
|
|
|||||||
|
|
|
|
|
|
|
||||
|
dmax ≤ 14 |
|
|
|||||||
|
|
|
|
a0 = 0.1 |
|
|||||
|
|
|
|
|
||||||
10. |
|
|
|
|
Нет |
Да |
11. |
|
||
|
|
|
|
|||||||
|
|
|
|
|||||||
|
dmax ≤ 32 |
|
||||||||
|
|
|
|
a0 = 0.25 |
|
|||||
|
|
|
|
|
||||||
12. |
|
|
|
|
Нет |
Да |
13. |
|
||
|
|
|
|
|||||||
|
|
|
|
|||||||
|
dmax ≤ 51 |
|
||||||||
|
|
|
|
a0 = 0.5 |
|
|||||
|
|
|
|
|
||||||
14. |
|
|
Нет |
|
|
|
|
|||
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
||
|
|
|
a0 = 1 |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
15.
Рис. 2. Алгоритм определения диаметра спирального сверла
5
14.
15.
Округление dmax до ближайшего значения, кратного а0.
Получим dокр.
16.
dокр – Dmin ≥ 0
Да |
17. |
|
d = dокр |
||
|
18. |
Нет |
|
a1 = 0.5а0
19. |
Отбросить у а1 третий знак после запятой
20. |
Округлить dmax до ближайшего меньшего значения, кратного а1.
Получим dокр.
21.
dокр – Dmin ≥ 0
Нет
23.
d = dmax
Да |
22. |
|
d = dокр |
||
|
24.
Останов.
Продолжение рис. 2. Алгоритм определения диаметра спирального сверла
6
3. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
Работу производить в следующем порядке. 1. Получить задание.
2.Подготовить и ввести необходимые данные для расчёта: D – номинальный диаметр обрабатываемого отверстия; ВО – верхнее отклонение диаметра отверстия; НО – нижнее
отклонение диаметра отверстия; Кр – коэффициент разбивки отверстия.
3.Произвести расчёт диаметра сверла на ПЭВМ и получить результат расчёта. Результатом расчёта является максимально допустимый диаметр сверла.
4. ОФОРМЛЕНИЕ ОТЧЁТА
Отчёт по работе должен содержать схему определения номинального диаметра сверла и результат расчёта максимально допустимого диаметра сверла.
5. СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
1. Сахаров Г.Н. и др. Режущий инструмент. - М.: Машиностроение,
1989.
2.Проектирование и расчёт металлорежущего инструмента на ЭВМ: Учеб. пособие для вузов /О.В. Таратынов, Г.Г. Земсков и др.; Под ред. О.В. Таратынова. – М.: Высш. шк., 1991.
7
Составители
Андрей Михайлович Романенко Константин Алексеевич Павловец
Расчёт номинального диаметра спирального сверла на ЭВМ
Методические указания к практической работе по курсу "САПР станков и инструментов" для студентов специальности 120200 "Металлорежущие станки и инструменты"
Редактор З.М. Савина
ЛР № 020313 от 23.12.96
Подписано в печать 06.12.00. Формат 60х84/16.
Бумага офсетная. Отпечатано на ризографе. Уч.-изд.л. 0,50 Тираж 100 экз. Заказ Кузбасский государственный технический университет.
650026, Кемерово, ул. Весенняя, 28.
Типография Кузбасского государственного технического университета. 650099, Кемерово, ул. Д. Бедного, 4а.