

С.А. Рябов Изучение и настройка зубострогального станка мод. 526
.pdf10
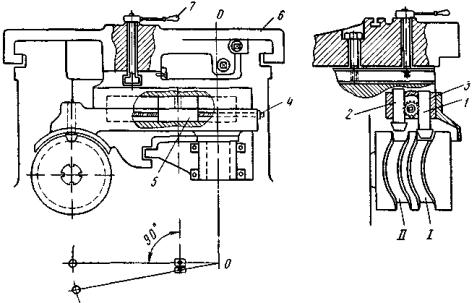
нематической цепи, согласно структурной схеме, к червячной паре 4:68, колесо которой скреплено с барабаном и вращает его. Один оборот барабана подач соответствует одному циклу, т.е. за один оборот барабана обрабатывается один зуб. Барабан имеет две канавки (рис. 7): I, расположенная ближе к торцу барабана, для подачи при черновом нарезании зубьев и II для подачи при чистовой обработке. В каждую канавку поочередно, в зависимости от вида обработки, может заходить один из двух роликов 1 или 2. Ролики между собой сблокированы: при опускании одного второй поднимается. При вращении барабана его криволинейная канавка перемещает ролик, который поворачивает вокруг оси 00 рычаг 3, соединенный с продольным столом рукояткой 7; при повороте рычага стол получает продольный ход. Величина хода стола устанавливается перемещением гайки 5 при помощи винта 4. Если гайку передвинуть ближе к оси 00, величина хода стола уменьшится; при перемещении гайки в обратном направлении – увеличится. Канавки в барабане выполнены по кривым, по ним перемещаются ролики. Канавка I для черновой прорезки зубьев перемещает стол постепенно, пока резцы не прорежут впадины между зубьями на всю глубину, после чего стол быстро отводится назад. Канавка II для чистовой обработки имеет другую форму и производит быструю подачу стола к резцам, но не на полную глубину. При неподвижном столе происходит обкатывание зубьев сверху вниз (люлька вращается по часовой стрелке), когда люлька придет в нижнее положение, барабан быстро подает стол еще на 0,5 – 0,8 мм до упора. Направление вращения люльки и заготовки изменяется реверсивным механизмом, и резцы обкатывают зубья снизу вверх. Стол во время обкатывания опять стоит неподвижно, при этом происходит окончательная зачистка зубьев. После окончания обработки барабан быстро отводит стол в исходное положение.
При необходимости отвода стола 6 с бабкой дальше от резцов (при смене заготовки, измерении зуба и т.п.) рукоятка 7 освобождает от закрепления стол, и он передвигается маховичком. Маховичок посредством зубчатого колеса 16 (см. рис. 6) вращает колесо 72 с внутренними зубьями, закрепленное на валике, на другом конце которого насажено колесо 17, зацепляющееся с рейкой, прикрепленной к столу. При вращении маховичка стол перемещается независимо от барабана подачи.

11
Рис. 6. Кинематическая схема зубострогального станка мод. 526
12
Рис. 7. Механизм подачи продольного стола
Цепь III. Качание люльки – вал VII – люлька. Движение люльке передается от вала VII, входящего в цепь вращения барабана А подач. На левом конце этого вала закреплены два зубчатых колеса 42 и 38, передающие вращение таким же колесам 42 и 38, насаженным свободно на валу IX, причем колеса 42:42 находятся в непосредственном зацеплении, а 38:38 - через паразитное 32. Вследствие этого колеса 42 и 38 на валу IX вращаются в разные стороны. Между колесами 42 и 38 на валу IX насажена реверсивная муфта М, которая переключается при помощи кулачкового барабана Б, получающего вращение от вала VII через червячную передачу 2:34 и валик Х (на кинематической схеме связь кулачкового барабана с муфтой М не показана). Кулачковый барабан Б делает один оборот за один оборот барабана подачи А, т.е. за один цикл В в течение первой половины оборота кулачкового барабана муфта М включает зубчатые колеса 42:42, а в течение второй половины зубчатые колеса 38: 38, при этом вал IX вращается то в одну, то в другую сторону. От вала IX вращение передается через сменные колеса качания ХК и передачу 45:36 валу XII и дальше через коническую зубчатую пару 20:25 червяку 1, находящемуся в зацеплении с сегментом 120, закрепленным на барабане люльки, которая получает вращение то в одну, то в другую сторону.
Цепь IV. Обкатка – люлька – заготовка. Цепь обкатки связывает вращение люльки с вращением шпинделя бабки с закрепленной в
13
ней заготовкой. От люльки через вал XII, сообщающий качание люльке, движение передается через сменные колеса обкатки Хоб валу XIV. Этот вал соединен с валом XV дифференциала с передаточным отношением ir = 1:1. Дальше от вала XV движение сообщается, согласно структурной схеме, через сменные колеса гитары деления Хл шпинделю бабки. Коническое зубчатое колесо 32 насажено на вал XV на длинных шлицах и при перемещении продольного стола передвигается по этому валу, не нарушая зацепления. Ось вала XVI совпадает с осью поворотного стола и при перемещении продольного стола вместе с поворотным в конечное положение к люльке определяет центр 0 станка. Вал XVIII раздвижной, что позволяет перемещать бабку по направляющим поворотного стола, не нарушая зацепления передач.
Цепь V. Деление. Делительный механизм получает движение от зубчатого колеса 38, скрепленного с другим колесом 38, сидящим на валу IX. Эти колеса постоянно вращаются в одну сторону. Колесо 38 сцепляется с колесом 61, свободно вращающимся на втулке В корпуса Q дифференциала, который запирается рычагом R и во время работы резцов не вращается.
В соответствующий момент, когда заготовка отодвигается от резцов, делительный механизм (на кинематической схеме не показан) отводит рычаг R и корпус дифференциала может вращаться. Одновременно с этим зубчатое колесо 61 сцепляется с втулкой В корпуса. Делительный механизм осуществляет вращение корпуса дифференциала на один оборот, после чего втулка В корпуса выходит из зацепления с колесом 61, а рычаг R вновь запирает корпус. Так как передаточное отношение дифференциала при этой передаче ir = 2, то вал XV получает за один оборот корпуса дифференциала два оборота в дополнение к основному вращению. Это дополнительное вращение передается дальше от вала XV по кинематической цепи, согласно структурной схеме, через гитару деления Хл шпинделю бабки с заготовкой.
Два дополнительных оборота вала должны соответствовать повороту заготовки на один зуб. Для обеспечения такого соответствия рассчитываются сменные колеса гитары деления Хл.
14
4. НАСТРОЙКА ЗУБОСТРОГАЛЬНОГО СТАНКА МОД. 526 ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС
4.1.Расчеты при наладке
4.1.1.Расчет числа двойных ходов
Число двойных ходов зависит от длины хода резцов и величины скорости резания Vрез (м/мин). Величина скорости резания выбирается в зависимости от вида обработки (черновое или чистовое нарезание), от материала заготовки и материала резца. Рекомендуемые скорости резания приводятся в табл. 1. Требуемое число двойных ходов резцов в минуту (n) подсчитывается по формуле
n = |
1000 V рез |
, |
(4.1) |
2 (b + 7 ) |
где Vрез − рекомендуемая средняя величина скорости резания
(м/мин); b − длина нарезаемого зуба (мм); 7 − длина перебега резцов в обе стороны при входе и выходе (мм).
Таблица 1
Рекомендуемые скорости резания
|
|
Обрабатываемый материал |
|
||
|
Стали 20Х и |
Сталь 40Х |
|
|
|
Вид обра- |
12XHЗA |
(тв. до НВ |
Сталь 45(ТВ. |
|
Чугун |
ботки |
(твердость |
180) |
до НВ 150) |
|
|
|
до НB 215) |
|
|
|
|
|
|
|
|
|
|
|
|
Скорости резания, Vрез (м/мин) |
|
||
Черновая |
14 |
18 |
20 |
|
20 |
Чистовая |
16 |
20 |
22 |
|
22 |
Материалы резцов: черновых – сталь Р9, чистовых – сталь Р18
15
Настройка числа двойных ходов резцов осуществляется путем подбора сменных зубчатых колес a0 и b0 (см. рис. 2) в гитару скорости резания. Числа зубьев сменных колес определяются по формуле
X 0 = |
a0 = |
n |
, |
|
220 |
||||
|
b0 |
(4.2) |
||
a0 + b0 = 72 . |
|
|||
Используя прилагаемый к станку набор сменных колес, можно настраивать 15 чисел двойных ходов резцов в минуту, указанных в табл. 2. По найденному числу двойных ходов n по табл. 2 определяют ближайшее к нему настраиваемое на станке число двойных ходов и соответствующие числа зубьев сменных колес a0 и b0.
Расположение сменных зубчатых колес a0 и b0 в гитаре скорости резания показано в табл. 2
Таблица 2 Расположение сменных зубчатых колес a0 и b0 в гитаре скоростей
Число |
Число зубьев смен- |
Число |
Число зубьев смен- |
|||
двойных |
ных колёс |
двойных |
ных колес |
|||
ходов в |
a0 |
b0 |
ходов в |
a0 |
b0 |
|
минуту |
минуту |
|||||
|
|
|
|
|||
85 |
20 |
52 |
221 |
36 |
36 |
|
97 |
22 |
50 |
247 |
38 |
34 |
|
110 |
24 |
48 |
276 |
40 |
32 |
|
125 |
26 |
46 |
309 |
42 |
30 |
|
141 |
28 |
44 |
347 |
44 |
28 |
|
158 |
30 |
42 |
391 |
46 |
26 |
|
177 |
32 |
40 |
442 |
48 |
24 |
|
198 |
34 |
38 |
|
|
|
|
Примечание: указанные в таблице сменные колеса применяются также для настройки гитары величины угла обката
16 4.1.2. Расчет сменных зубчатых колес гитары подач
Подачей на зубострогальном станке называется длина дуги, на которую поворачивается резцовая головка за один двойной ход резца. Величина подачи при зубострогании определяется временем t (c) одного рабочего цикла, т.е. временем одного оборота барабана А (см. рис. 1, 2). Время цикла выбирается в зависимости от материала заготовки, числа двойных ходов, величины модуля и вида обработки (черновое нарезание при двойном или одинарном делении, чистовое нарезание). Для выполнения цикла в течение назначенного времени рассчитываются сменные колеса гитары подач (XП). Число оборотов барабана А (nб) зависит от числа оборотов электродвигателя (nэ). Отношение этих чисел оборотов по кинематической цепи II: цепь подачи станка настраивается путем подбора сменных колес a2, b2, c2, d2 (см. рис. 5) гитары подач в зависимости от времени выбранного цикла:
nб |
= |
15 |
|
X П |
|
15 |
|
26 |
|
4 |
, |
||||
n э |
|
43 |
|
|
45 |
26 |
68 |
||||||||
|
|
|
|
|
|
|
|
|
|||||||
nб = n э |
|
5 |
|
X П . |
|
|
|
|
|||||||
731 |
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
За один цикл nб = 1, а число оборотов электродвигателя, соответствующее одному циклу за время t (c), будет составлять:
n э |
= |
1420 |
t = 23 ,667 t. |
||
|
60 |
||||
|
|
|
|||
Подставив эти значения, получим:
nб |
= |
23,667 t 5 |
X П . |
|
731 |
||||
|
|
|
Из уравнения находим передаточное отношение сменных колес гитары подачи:

|
|
|
|
17 |
|
|
|
X П |
= |
a 1 |
c1 |
= |
6 , 2 . |
(4.3) |
|
b1 |
d 1 |
||||||
|
|
|
t |
|
Условия сцепляемости зубчатых колес гитары подач:
a1 |
+ b1 |
= 100 |
, |
(4.4) |
|
c1 |
+ d 1 |
= 84 |
÷ 109 . |
||
|
Время цикла определяется в зависимости от материала заготовки длины и модуля обрабатываемого зуба по табл.1 из Приложения 1.
Продолжительность циклов, на которые можно наладить станок, и требуемые для этого числа зубьев сменных колес приведены в табл. 3.
Таблица 3
Расположение сменных колёс гитары подач
Время нареза- |
Число зубьев |
Время наре- |
Число зубьев |
||||||
ния одного |
сменных колес |
зания одного |
сменных колес |
||||||
зуба, t (с) |
a1 |
b1 |
c1 |
d1 |
зуба, t (с) |
a1 |
b1 |
c1 |
d1 |
86,5 |
21 |
79 |
22 |
83 |
23,7 |
42 |
58 |
25 |
70 |
76 |
21 |
79 |
25 |
83 |
19,7 |
42 |
58 |
30 |
70 |
60,5 |
21 |
79 |
30 |
83 |
16 |
42 |
58 |
37 |
70 |
53,6 |
30 |
70 |
21 |
79 |
13,2 |
58 |
42 |
21 |
63 |
45 |
30 |
70 |
25 |
79 |
11,3 |
58 |
42 |
25 |
63 |
39,2 |
37 |
63 |
21 |
79 |
9,3 |
58 |
42 |
30 |
63 |
32,9 |
37 |
63 |
25 |
79 |
7,6 |
58 |
42 |
37 |
63 |
27,4 |
37 |
63 |
30 |
79 |
|
|
|
|
|

18
4.1.3. Расчет сменных зубчатых колес гитары деления
Сменные зубчатые колеса гитары деления рассчитывают, исходя из условия поворота заготовки при отходе от резцов на один зуб.
При рассмотрении передачи движения по цепи V было отмечено, что вал XV делает два дополнительных оборота, т.е. nв = 2, а заготовка поворачивается на один зуб и число оборотов ее:
n3 = 1z .
Отношение чисел оборотов заготовки и вала по кинематической цепи V будет составлять:
n3 |
= |
32 |
|
|
26 |
|
26 |
X Л |
36 |
|
|
1 |
, |
|
n В |
24 |
|
26 |
26 |
24 |
120 |
||||||||
|
|
|
|
|
|
|
||||||||
n3 |
= |
X Л |
. |
|
|
|
|
|
|
|
|
|||
n B |
|
|
|
|
|
|
|
|
|
|||||
|
60 |
|
|
|
|
|
|
|
|
|
|
|
||
Подставив значения n3 и nв, получим:
21 z = X60Л ,
тогда формула расчета сменных колес гитары деления будет иметь такой вид:
X Л |
= |
a 2 c2 |
= |
30 |
. |
(4.5) |
b2 d 2 |
|
|||||
|
|
|
zизд |
|
||
Сменные колеса деления должны рассчитываться точно без округлений полученного передаточного отношения и выбираться из числа имеющихся в наборе при станке. Для настройки гитар механизмов деления и обката (профилирования) к станку прилагается набор из 59 сменных колес со следующими числами зубьев:

|
|
|
|
19 |
|
|
30 |
31 |
32 |
33 |
34 |
35 |
36 |
37 |
38 |
39 |
40 |
41 |
42 |
43 |
44 |
45 |
46 |
47 |
48 |
49 |
50 |
51 |
52 |
53 |
54 |
55 |
56 |
57 |
58 |
59 |
60 |
61 |
62 |
63 |
64 |
65 |
66 |
67 |
68 |
69 |
70 |
71 |
72 |
73 |
74 |
75 |
76 |
77 |
78 |
79 |
80 |
82 |
83 |
86 |
89 |
90 |
97100
Вусловиях производства сменные колеса гитары деления обычно не рассчитывают по приведенным формулам, а подбирают по специальной табл. 2 из Приложения 1.
4.1.4.Расчет сменных зубчатых колес гитары обкатки
Вращение люльки и заготовки должно быть согласованным, как при зацеплении нарезаемого колеса с производящим. Исходя из этого условия и рассчитываются сменные колеса гитары обкатки. Передаточное отношение чисел оборотов заготовки и производящего колеса составляет:
n З |
= |
z c |
, |
|
n Л |
z |
|||
|
|
где zc – число зубьев производящего колеса; z – число зубьев нарезаемого колеса.
Числом зубьев zc производящего колеса называется фиктивное число зубьев, дающее необходимое отношение между числами оборотов заготовки и люльки при нарезании колеса с числом зубьев z. Число зубьев производящего колеса одно и то же для обоих сопрягаемых колес конической передачи и определяется по формуле
zc =sinz1ϕ1 =sinz2ϕ2 ,