

А.Е. Медведев Системы автоматизации цементных мельниц
.pdfМинистерство образования Российской Федерации Кузбасский государственный технический университет Кафедра электропривода и автоматизации
СИСТЕМЫ АВТОМАТИЗАЦИИ ЦЕМЕНТНЫХ МЕЛЬНИЦ
Методические указания к лабораторной работе по курсу «Автоматизация производственных процессов»
для студентов специальности 180400 «Электропривод и автоматика промышленных установок
и технологических комплексов»
Составитель А.Е. Медведев Утверждены на заседании
кафедры Протокол № 5 от «20» мая 1999 г.
Рекомендованы к печати учебнометодической комиссией
по специальности 280400 Протокол № 8 от «20» мая 1999 г. Электронная копия находится в
библиотеке главного корпуса КузГТУ
Кемерово 2000
1
1. ЦЕЛЬ РАБОТЫ
Изучить принцип действия систем автоматизации цементных мельниц, выполненных на базе: а) аналоговых регуляторов; б) управляющей вычислительной машины (УВМ).
2. СОДЕРЖАНИЕ ОТЧЕТА
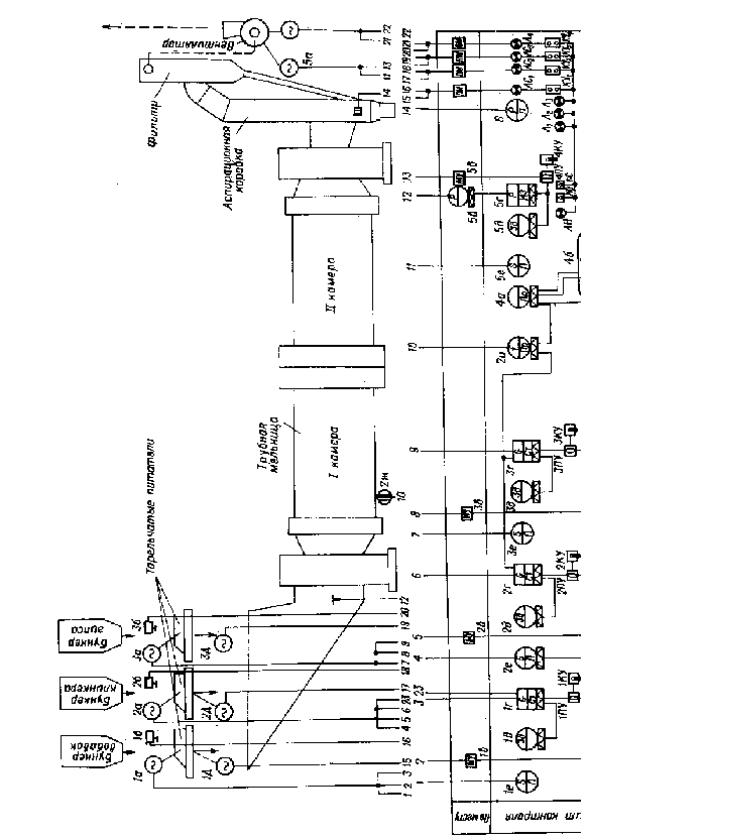
2.1. Записать функции и составить структурную схему системы автоматического регулирования цементной мельницы, используя ФСА последней (см. рис. 1).
2.2. Записать функции и представить структурную схему системы управления цементной мельницы с УВМ.
3. СИСТЕМЫ АВТОМАТИЗАЦИИ ЦЕМЕНТНЫХ МЕЛЬНИЦ
3.1. Технологические основы автоматизации процесса помола исходных компонентов цемента
Из бункеров тарельчатыми питателями через загрузочную воронку исходные материалы подаются в шаровую трубную мельницу, в которой измельчаются и смешиваются. Полученный в результате измельчения и смешения клинкера и добавок цемент попадает в приемный бункер пневмовинтового насоса, с помощью которого направляется далее на склад готовой продукции. Каждая цементная мельница оборудуется системой аспирации, предназначенной для вентиляции мельницы и создания условий, исключающих выбивание пыли через неплотности, образуемые в местах сопряжений, например между вращающейся цапфой мельницы и аспирационной коробкой, выбивание пыли через загрузочную течку, смотровые люки и т.п.
При обычной работе системы аспирации вместе с воздушным потоком выносятся мелкие фракции измельчаемого материала. При этом общее количество выведенного из мельницы материала составляет небольшой процент. Это объясняется тем, что средняя доля рабочего воздуха, несущего частицы измельченного материала, невелика. Из аспирационного потока пыль в основном выводится из шахтной аспирационной коробки в приемный бункер пневмовинтового насоса. Дальнейшая очистка аспирационного
2
воздуха от пыли осуществляется с помощью фильтров, из которых пыль через ячейковые затворы также поступает в приемный бункер пневмовинтового насоса.
Измельчение материалов в цикле однократного прохождения его по мельнице обусловлено некоторой простотой обслуживания основного оборудования. Однако мельницы при ручном их управлении требуют от обслуживающего персонала постоянного внимания к качеству помола материала. Это объясняется повышенной «чувствительностью» процесса ко всем изменениям и отклонениям режима помола, которые происходят как от внешних факторов (изменения гранулометрического состава материалов, влажности и др.), так и от внутренних (изменения шаровой загрузки мельниц по причине истирания шаров, несоблюдения загрузки шарами заданных размеров и т.п.).
Устранить эти причины можно технологической наладкой агрегатов и соблюдением технологической дисциплины.
Как было указано выше, исходные материалы подвергаются предварительному дроблению и сушке. Технологическими нормами установлено, что крупность материалов, подаваемых в цементную мельницу, не должна превышать заданных размеров: для твердых материалов (активных или инертных) размеры кусков не должны быть более 10 мм, а для мягких (гипса, трепела, опоки) - 30 мм.
Влажность материалов, подаваемых в мельницу, также не должна превышать следующих величин: для клинкера - 0,5%, для гипса - 10%, для шлака гранулометрического и природных пуццолановых добавок -2%, для известняков, мергеля (пластичного) -
1 %.
Изменение физико-механических характеристик исходных компонентов (гранулометрического состава, влажности, размолоспособности и др.) приводит к отклонению режима помола от номинального значения.
Технологическая наладка каждого агрегата должна выполняться в соответствии с технической характеристикой по паспорту. Загрузка мелющими телами должна быть такой, при которой выполнялось бы условие максимальной его производительности при заданной тонкости помола.
Характеристики многокамерной шаровой трубной мельницы могут изменяться также из-за перераспределения в процессе помола
3
материала между камерами.
Как известно, в шаровой трубной мельнице обеспечивается поддержание уровня загрузки в первой камере мельницы. Однако при наличии двух и более камер поддержание уровня загрузки первой камеры не учитывает возможности измельчения материала в последующих. Так, с увеличением крупности подаваемого в мельницу материала для удержания заданного уровня загрузки в первой камере подача исходных материалов на вход в мельницу уменьшается, что приводит к уменьшению поступления материала в последующие камеры и к его переизмельчению; с уменьшением крупности подаваемого в мельницу материала подача исходных материалов увеличивается, что приводит к более грубому помолу. Как видно из описания работы цементной мельницы и факторов, влияющих на изменение режима измельчения, для поддержания выбранного технологического режима требуются технологический контроль и автоматическое регулирование ряда параметров.
3.2.Функциональная схема автоматизации процесса помола
вцементной мельнице с аналоговыми регуляторами
Схемой (рис. 1) предусматриваются контроль, автоматическое регулирование, дистанционное управление и сигнализация. На схеме приняты следующие обозначения: 1а, 2а, 3а, 5а - исполнительные механизмы; 1б, 2б, 3б - датчики наличия материала на тарелках питателей; 1в, 2в, Зв, 5в - магнитные усилители; 1г, 2г, 3г, 5г - регуляторы (расхода исходных компонентов и разрежения в мельнице); 1д, 2д, 3д, 5д - задатчики; 1е, 2е, 3е, 5е - указатели положения, 2ж - микрофонное устройство; 2и - усилительнопреобразующий блок; 5б - датчик разрежения; 1ПУ, 2ПУ, ЗПУ, 4ПУ - переключатели управления; 1КУ, 2КУ, ЗКУ, 4КУ - ключи управления; 4а - измерительно-преобразующая приставка; 4б - вторичный прибор; 6 - измеритель тонкости помола цемента; ПМ - пускатель магнитный; ЛС1, ЛС2, ЛС3, ЛС4 - лампы сигнальные (двигатель включен); КУ1, КУ2, КУ3, КУ4 - кнопки управления электроприводами 1Ä, 2Д, ЗД; Л1, Л2, Л3 - лампы сигнальные (материала на тарелке нет); КО - кнопка опробования звукового и светового сигналов; КС - кнопка съема звукового сигнала, Зв -
4
звуковой сигнал; ЛН - лампа контроля напряжения в схеме сигнализации.
5
3.2.1. Контроль параметров
Управление процессом помола, осуществляемое обслуживающим персоналом вручную в период пуска и вывода мельницы на номинальный режим, или управление с отключенной автоматикой, а также настройка САР требуют контроля, который осуществляется с помощью показывающих и автоматических самопишущих приборов. Например, контроль уровня загрузки мельницы материалом позволяет машинисту вручную вести процесс помола в нужном режиме, судить о прекращении поступления материала в мельницу, о перегрузке мельницы материалом и др.
Как видно из описания цементной мельницы, в процессе ее работы могут изменяться следующие параметры: расход клинкера, расход гипса и добавок, уровень загрузки материалом первой камеры мельницы, тонкость помола цемента на выходе из мельницы, разрежение в мельнице и др.
Уровень загрузки первой камеры мельницы 2æ, 2è измеряется электроакустическим устройством.
В качестве дозаторов чаще всего на цементных мельницах находят применение тарельчатые питатели. Количество питателей устанавливается по числу компонентов: клинкера, гипса и добавок.
Тонкость помола измельченного материала на выходе мельницы определяется ситовым анализом или с помощью автоматического анализатора.
3.2.2. Автоматическое регулирование
Для стабилизации режимов помола в шаровых многокамерных цементных мельницах, работающих в открытом цикле, применяются системы, обеспечивающие:
1) автоматическое регулирование уровня загрузки мельницы материалом (в том числе с коррекцией по тонкости помола);
2)автоматическое регулирование соотношения исходных материалов;
3)автоматическое регулирование разрежения в мельнице. Автоматическое регулирование уровня загрузки мельницы осуществляется путем воздействия на подачу исходных материалов:

6
клинкера и гипса. При изменении уровня материала в мельнице сигнал постоянного тока от усилительно-преобразующего блока 2и, пропорциональный частоте шума первой камеры мельницы, поступает на электронные регуляторы 2г и 3г, которые воздействуют на исполнительные механизмы 2а и 3а, сочлененные с ножами тарельчатых питателей клинкера и гипса. От индуктивного датчика каждого исполнительного механизма 2г, 3а пропорциональный сигнал обратной связи поступает также на регуляторы 2г, 3г.
При изменении уровня загрузки мельницы срабатывают регуляторы 2г, 3г и включают свои исполнительные механизмы. При этом ножи тарельчатых питателей устанавливаются в новое положение, изменяя расход клинкера и гипса в соответствии с выражениями:
∆ Qклинке р = |
Ккл∆ |
f , |
∆ Qгипс = |
Кг∆ |
f , |
где Ккл, Кг - коэффициенты пропорциональности, определяемые требованиями технологии.
Таким образом, изменение загрузки мельницы приводит к изменению расходов клинкера и гипса с сохранением их заданного соотношения
∆ Qклинке р |
= |
К |
кл |
= |
const. |
|
∆ Q |
|
|
||||
|
К |
г |
|
|||
гипс |
|
|
|
|
||
Регулирование расхода гипса и добавок осуществляется в соответствии с расходом клинкера в заданном соотношении отдельным регулятором 1г, на вход которого подается пропорциональный сигнал от индуктивного датчика исполнительного механизма 2à. На вход этого регулятора поступает также сигнал обратной связи от индуктивного датчика исполнительного механизма 1а, сочлененного с ножом тарельчатого питателя добавок.
Сизменением подачи клинкера срабатывает регулятор добавок
ивключает свой исполнительный механизм. Исполнительный механизм перемещается до тех пор, пока не наступит уравнивание токов разбаланса на регуляторе. При этом нож тарельчатого питателя устанавливается в новом положении, при котором сохраняется заданное соотношение расхода клинкера и добавок:
∆QД ∆ QКЛ = К ДОБ .
7
Система автоматического регулирования загрузки первой камеры мельницы учитывает лишь динамические характеристики первой камеры. В многокамерной мельнице могут возникать дополнительные возмущения, которые приводят к изменению тонкости помола на выходе из мельницы.
В двухкамерной (многокамерной) мельнице с увеличением, например, крупности материалов на входе в мельницу время измельчения их увеличится и CAP уровня загрузки мельницы уменьшит подачу материалов в нее. Это приведет к более длительному прохождению материала через вторую камеру и к его переизмельчению. При подаче в мельницу мелкого материала произойдет обратное явление.
По этим и другим причинам диапазон и абсолютные значения частот, на которые первоначально настраивалась CAP уровня загрузки первой камеры мельницы, по времени могут отклоняться от заданных пределов за счет «сползания» или изменения вида характеристик; мельница будет работать в ином режиме, что приведет к отклонению тонкости помола материала на выходе из нее. В связи с этим требуется перенастройка CAP или введение коррекции. На практике она производится обслуживающим персоналом вручную. Автоматический ввод коррекции может быть осуществлен при непосредственном автоматическом контроле тонкости помола материала на выходе из мельницы непрерывно или периодически.
3.2.3. Дистанционное управление
При автоматизации помольных агрегатов вся измерительная и регулирующая аппаратура размещается на цеховых щитах. На этих щитах и на пультах управления размещаются также ключи и переключатели управления, указатели положения и другая аппаратура.
На схеме рис. 1 показано дистанционное управление подачей каждого из компонентов в мельницу (1КУ, 2КУ, ЗКУ), а также электродвигателями тарельчатых питателей (КУ1, КУ2, КУ3) и др. Переключение с автоматического регулирования на дистанционное управление и обратно осуществляется переключателями 1ПУ, 2ПУ, ЗПУ. При переходе на дистанционное управление ключ ПУ переводится в положение «Дистанционно». При повороте ключа
8
управления (1КУ, 2КУ, ЗКУ) в положение «больше» или «меньше» нож тарельчатого питателя переводится и устанавливается по указателю 1е, 2е, 3е в нужное положение. Обслуживающий персонал пользуется системой дистанционного управления в период пуска агрегатов и выхода из строя автоматики.
3.2.4. Сигнализация
От надежной работы помольного агрегата, его вспомогательного оборудования зависит качество цемента. Прекращение подачи материала в мельницу, вызванное по причине его зависания в бункере или вынужденного останова электропривода тарельчатого питателя, приводит к нарушению технологического режима, к изменению химического состава цемента. Предусмотренная схемой сигнализация останова электропривода тарельчатого питателя, а также отсутствия подачи материала из бункера на тарелку питателя своевременно предупреждает обслуживающий персонал.
Дополнительно предусматривается также сигнализация изменения температуры подшипников мельницы, останова мельницы и др.
3.3. Система управления цементной мельницей открытого цикла при помощи управляющей вычислительной машины
При описании работы схемы автоматизации процесса помола в цементной мельнице открытого цикла было дано обоснование необходимости управления процессом помола по тонкости помола. Применение только CAP уровня загрузки материалом первой камеры мельницы, без корректирующего воздействия по тонкости помола цемента на выходе из нее, объясняется прежде всего сложным характером динамических характеристик объекта регулирования: по каналу «тонкость помола цемента на выходе мельницы - подача исходных материалов в мельницу» (большое время запаздывания такой системы - до 20 мин и большая величина постоянной времени - до 15 мин). Это затрудняет решение вопроса по использованию системы регулирования на основе применения аналоговых регуляторов. Подобные задачи могут быть решены на управляющей вычислительной машине. На рис. 2 показана двухкаскадная схема регулирования: один каскад (промежуточный) - по уровню загрузки

9
материалом первой камеры мельницы, второй каскад (выходной) - по отклонению тонкости помола цемента от заданного значения на выходе из мельницы. В качестве датчиков применяются: в промежуточном контуре - электроакустическое устройство ЭУ, в выходном - автоматический прибор тонкости помола цемента1
Рис. 2. Система управления цементными мельницами с управляющей вычислительной машиной: f - величина частоты шума камеры мельницы; -
1 Автоматические приборы тонкости помола цемента разработаны ВНПО «Союзавтоматстром».