

А.Н. Трусова Автоматизация технологических процессов и производств
.pdf20 |
|
Шаг t спирали вибродорожки определяют из условия |
|
t = k d + δ , |
(20) |
где t – шаг подъема спирального лотка, мм; d – диаметр изделия, лежащего на лотке (для тел вращения); для призматических d = h, где h – высота изделия; для плоских d = b, где b – ширина изделия, мм; δ –
толщина лотка, определяется технологией изготовления в пределах
δ = (1 ÷3) мм.
При lИ /d = 1…1,5 коэффициент k рассчитывается по формуле
k = |
lИ2 |
/ d 2 +1 |
. |
|
|
f 2 |
+1 |
||
|
|
|
||
При lИ /d > 1,5 коэффициент принимается равным k = 1,5. Если чаша многозаходная, то шаг спирали при n заходах
t = (k d + δ) n .
(21)
(22)
Рис. 2. Цилиндрические и конические чаши ВБЗУ
При нарезке спирали на станке шаг нарезки округляют до бли-
жайшего большего числа из ряда: 6, 7, 8, 9, 10, 11, 12, 13, 14, 16, 18, 20, 22, 24, 26, 28, 32, 36, 38 мм.
Угол подъема спирали лотка |
|
β = arctg(t ( π DB )) . |
(23) |
Диапазон изменения угла β = 0,2 ÷5 °, но при увеличении угла
подъема лотка до 2˚ скорость перемещения заготовок снижается примерно на 10-15 %. Угол наклона а вибродорожки к обечайке чаши выбирают исходя из способа ориентирования изделия и конфигурации

21
его. Для того чтобы заготовки перемещались в один слой, лоток выполнен с углом α = 94º.
В случае многозаходной чаши внутренний диаметр ее должен удовлетворять выражению
DB ≥ |
tn |
, |
(24) |
|
π tgβ |
||||
|
|
|
где tn – шаг многозаходной спирали, мм; ß – угол подъема спирали лотка.
Ширина вибродорожки
B =b +a −0,5 |
D2 |
−l 2 + DB |
2 |
, |
(25) |
||
|
|
B |
И |
|
|
||
где а — зазор между изделием |
и направляющим |
буртиком, |
|||||
a = (0,5 ÷ 2,0) мм, при отсутствии буртика а = 0; b – ширина детали, мм. |
|||||||
Ширина лотка с буртиком |
|
|
|
|
|
|
|
BO = B + 3 . |
|
|
(26) |
||||
В зависимости от типоразмера чаши толщину дна принимают |
|||||||
H Д ≈ 2L3, мм . |
|
|
(27) |
||||
Угол конуса чаши выбирают в диапазоне γO =150 ÷170 °. |
|||||||
Диаметр конуса |
|
|
|
|
|
|
|
DK = DB − 2 BO . |
|
|
(28) |
||||
Максимальное число каналов вибродорожки |
|
|
|
||||
zmax = |
0,25 DB |
, |
|
|
(29) |
||
|
|
|
|||||
|
|
|
b + c |
|
|
|
|
где с — ширина перемычки между каналами, c = 0,5 ÷1,5 мм. Максимальное число вибродорожек (заходов) в чаше определяет-
ся по формуле с дальнейшим округлением до целого числа в меньшую сторону
nmax = |
π DB tgβ |
, |
(30) |
|
lИ tgβ+ h |
||||
|
|
|
где h – высота изделия, мм.
Расчет параметров движения изделия и колебательной систе-
мы включает определение частоты вынужденных колебаний лотка; амплитуды; приведенной массы; жесткости пружинных стержней; размеров пружинных стержней (длины l, диаметра d или сечения bхh).
Определяем требуемый угол наклона подвесок α, исходя из обеспечения необходимой скорости перемещения заготовок по формуле

22
tgα = |
|
206 |
, |
(31) |
||
f |
Л |
V |
||||
|
|
|
||||
|
|
СР |
|
|
||
где VСР - средняя скорость перемещения заготовок, м/мин; fЛ – частота колебаний лотка, 1/с.
Угол наклона подвесок α должен находиться в пределах 5-45˚. Определяем амплитуду колебания лотка ХН (в см), при которой
обеспечивается скорость VСР, по формуле
X Н = |
3,32 g |
, |
(32) |
|
ω2 tgα |
||||
|
|
|
где g – ускорение свободного падения, g = 9,81·102 см/с2; ω – круговая частота колебаний лотка, 1/с,
ω = 2 π fЛ . |
(33) |
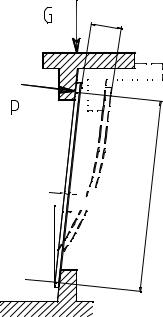
Конструктивно подвески можно выполнять круглыми или плоскими (набранными из пластин). При использовании плоских пружин необходимо определить их длину, ширину и толщину; при круглых – длину и диаметр.
Параметры пружин определяем из условия, что подвеска представляет собой балку, закрепленную жестко с двух сторон. Расчетная схема пружин показана на рис. 3.
При плоских пружинах длину l и ширину b задают конструктивно, а толщину (в см) можно определить по формуле
а = |
l |
3 |
G ϕ2 |
, |
(34) |
|
372 |
n i b |
|||||
|
|
|
|
где а – толщина пружин подвески, см; l – длина пружины, см; b – ширина пружины, см; n – число подвесок; i – число пружин в подвеске; G
– вес колеблющихся частей и загруженных в бункер заготовок, кг; φ – собственная частота колебаний системы, 1/с,
ϕ = 1,1 |
fЛ . |
|
|
(35) |
|
При круглых подвесках длину l (см) задают конструктивно, а |
|||||
диаметр (см) можно определить по формуле |
|
|
|
||
d = 0,0135 |
4 |
G l3 |
ϕ2 |
|
(36) |
n |
. |
||||
|
|
|
|
|
|
Напряжение изгиба (кгс/см2) при максимальном прогибе для плоских пружин определяем по формуле
σИЗ = |
1,5 Е а δ |
, |
(37) |
|
l2 |
||||
|
|
|
23
где Е – модуль упругости, Е = 2,1 106 кгс/см2 ; δ – размах колебаний лотка, см.
Для круглых подвесок
σИЗ |
= |
1,5 Е d δ |
. |
(38) |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
l 2 |
|
|
||||||||||||
|
|
|
|
|
δ |
|
|
|||||||||
|
|
|
|
|
|
|
||||||||||
|
|
/2 |
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
α



l
Рис. 3. Расчетная схема пружин
Размах колебаний лотка (в см) определяется графически при амплитуде колебания ХН по формуле
δ = |
2 X H |
. |
(39) |
|
|||
|
cos α |
|
|
Если в приводе вибрационного загрузочного устройства со спиральным лотком у каждой подвески установлен один электромагнит перпендикулярно ее плоскости, то его усилие (в кгс) можно определить по следующим формулам:
при плоских подвесках
P = |
δ Е b a3 |
i |
, |
(40) |
|
2 l3 µ |
|
||||
|
1 |
|
|
||
где µ - динамический коэффициент, µ = |
|
|
; |
||
1 −( fЛ / ϕ)2 |
|||||
24
при круглых подвесках
P = |
0,3 δ Е d 4 |
. |
(41) |
|
µ l3 |
||||
|
|
|
Если в приводе вибрационного загрузочного устройства со спиральным лотком имеется один электромагнит, установленный в центре, его усилие P0 (в кгс) при плоских подвесках определяем по формуле
P |
= |
|
δ Е b a3 i n |
, |
(42) |
||
|
|
||||||
0 |
|
|
2 l3 µ sin α |
|
|||
при круглых подвесках |
|
|
|
||||
|
0,3 δ Е d 4 n |
|
|
|
|||
P |
= |
. |
(43) |
||||
|
|||||||
0 |
|
|
µ l3 sin α |
|
|||
|
|
|
|
||||
Для прямолинейных вибрационных лотков общее требуемое усилие электромагнита (в кгс) при условии, что он установлен перпендикулярно плоскости пружин, определяется по формуле
P = δ Е b d 3 i n . |
(44) |
||
общ |
2 |
l 3 µ |
|
|
|
||
Зная необходимое тяговое усилие электромагнита, можно определить его параметры и выбрать имеющийся электромагнит (расчет электромагнита не входит в задание).
4.4.7. Схемное проектирование подающих лотков, вторичных ориентирующих устройств
В некоторых случаях заготовки полностью не удается ориентировать в ВБЗУ, требуются дополнительные вторичные ориентирующие устройства, также использующие активное и пассивное ориентирование. Схемы некоторых таких устройств приведены в литературе
[1, с. 30-32; 2; 6, с. 349-351].
Кроме МЗУ и ВБЗУ, как основы загрузочных устройств, могут использоваться дополнительные элементы: лотки, отделители, пита-
тели, датчики наличия заготовок и пр. [1, с. 32-33; 2; 3; 6, с. 58-81,
с. 87-100, с. 19-114].
25
5.СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
5.1.Основная литература
1.Автоматизация производственных процессов в машиностроении: Конспект лекций / А.Н.Трусов. – Кемерово: КузГТУ, 1997.
2.Гаврилов А.Н. Автоматизация производственных процессов в приборо- и агрегатостроении: Учеб. для вузов. / А.Н.Гаврилов, М.М.Кузнецов. – М.: Высш. шк., 1968.
3.Кузнецов М.М. Автоматизация производственных процессов: Учеб. для втузов / М.М.Кузнецов, Л.И.Волчкевич, Ю.П.Замчалов. – М.:
Высш. шк., 1978.
5.2.Дополнительная литература
4.Автоматизация дискретного производства / Под общ. ред. Е.И. Семенова, Л.И. Волчкевича. – М.: Машиностроение, 1987.
5.Автоматизация процессов машиностроения: Учеб. пособие для машиностроительных специальностей вузов / Под ред. А.И.Дащенко. – М.: Высш. шк., 1991.
6.Автоматическая загрузка технологических машин: Справ. / Под общ. ред. И.А.Клусова. – М.: Машиностроение, 1990.
7.Волчкевич Л.И. Комплексная автоматизация производства / Л.И.Волчкевич, М.П.Ковалев, М.М.Кузнецов. – М.: Машиностроение, 1983.
8.Волчкевич Л.И. Автоматы и автоматические линии: Учеб. пособие для вузов. Ч. 2 / Л.И.Волчкевич, М.М.Кузнецов, Б.А.Усов. Под ред. Г.А.Шаумяна. – М.: Высш. шк., 1976.
9.ГОСТ 14.309-74. Правила применения средств механизации и автоматизации ПП.
10.ГОСТ 23004-78. Автоматизация и механизация в машино- и приборостроении. Термины и определения.
11.Егоров В.А. Транспортно-накопительные системы для ГПС. – Л.: Машиностроение, 1984.
12.Иванов Ю.В. Гибкая автоматизация производства РЭА с применением микропроцессоров и роботов: Учеб. пособие для вузов / Ю.В.Иванов, Н.А.Лакота. – М.: Радио и связь, 1987.
26
13.Козырев Ю.Г. Промышленные роботы: Справ. – М.: Машиностроение, 1983.
14.Промышленные роботы в машиностроении: Альбом схем и чертежей: Учеб. пособие для технических вузов / Под общ. ред. Ю.М.Соломенцева. – М.: Машиностроение, 1986.
15.РТК и ГПС в машиностроении: Альбом схем и чертежей / Под ред. Ю.М.Соломенцева. – М.: Машиностроение, 1989.
16.Справочник технолога-машиностроителя. В 2 т. Т. I / Под ред. А.Г.Косиловой, Р.К.Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985.
5.3.Перечень методических указаний по проведению лабораторных занятий
17.Расчет показателей производительности РТК 16К20Ф3Р132: Метод. указания к лабораторной работе / Сост.: В.А.Полетаев, А.Н.Трусов, А.В.Матисов. – Кемерово: КузПИ, 1992.
18.Определение показателей надежности элементов и систем: Метод. указания к лабораторной работе / Сост.: А.Н.Трусов. – Кемерово: КузПИ, 1989.
19.Оценка степени подготовленности изделия к автоматизированному производству: Метод. указания к практической работе / Сост.: А.Н.Трусов, А.В.Протодьяконов, Г.А.Алексеева. – Кемерово: КузГТУ, 1995.
20.Ориентирование деталей в механических бункерных загрузочных устройствах: Метод. указания к лабораторной работе / Сост.: А.Н.Трусов. – Кемерово: КузГТУ, 1996.
21.Трусов А.Н. Основы оптимального проектирования автоматических систем машин (на примере АЛ и ГПС): Учеб. пособие / А.Н.Трусов, Г.А.Алексеева. – Кемерово: КузГТУ, 1998.
27
ПРИЛОЖЕНИЕ Исходные данные для выполнения контрольной работы
Таблица П1
варианта |
№ чер- |
Производи- |
|
Периодич- |
Частота |
тежа де- |
тельность |
Материал |
ность напол- |
колебаний |
|
станка- |
нения бунке- |
||||
тали из |
автомата Qа, |
детали |
ра T, не ме- |
лотка |
|
табл. П2 |
|
fЛ ,c-1 |
|||
№ |
|
||||
|
шт/мин |
|
нее мин |
|
|
|
|
|
|
||
1 |
1 |
150 |
сталь |
30 |
50 |
2 |
2 |
200 |
сталь |
20 |
50 |
3 |
3 |
175 |
латунь |
25 |
100 |
4 |
4 |
150 |
латунь |
40 |
100 |
5 |
5 |
250 |
сталь |
30 |
50 |
6 |
6 |
270 |
алюминий |
40 |
100 |
7 |
7 |
175 |
медь |
20 |
50 |
8 |
8 |
220 |
алюминий |
40 |
100 |
9 |
9 |
150 |
текстолит |
35 |
100 |
10 |
10 |
300 |
медь |
45 |
100 |
11 |
11 |
130 |
медь |
45 |
50 |
12 |
12 |
195 |
текстолит |
30 |
100 |
13 |
13 |
150 |
текстолит |
30 |
50 |
14 |
14 |
190 |
латунь |
30 |
100 |
15 |
15 |
75 |
латунь |
30 |
50 |
16 |
16 |
240 |
алюминий |
40 |
100 |
17 |
17 |
330 |
сталь |
30 |
100 |
18 |
18 |
30 |
сталь |
20 |
100 |
19 |
19 |
25 |
алюминий |
20 |
50 |
20 |
20 |
175 |
оргстекло |
25 |
50 |
21 |
21 |
100 |
алюминий |
25 |
50 |
22 |
22 |
50 |
сталь |
20 |
100 |
23 |
23 |
200 |
алюминий |
25 |
50 |
24 |
24 |
320 |
текстолит |
25 |
100 |
25 |
25 |
235 |
латунь |
40 |
50 |
26 |
26 |
200 |
текстолит |
30 |
100 |
27 |
27 |
180 |
сталь |
35 |
100 |
28 |
28 |
320 |
латунь |
40 |
50 |
29 |
29 |
290 |
сталь |
35 |
100 |
30 |
30 |
100 |
сталь |
25 |
50 |

|
|
|
28 |
|
|
|
Чертежи деталей к вариантам |
Таблица П2 |
|||
№ |
Чертеж детали |
№ |
Чертеж детали |
||
1 |
|
|
6 |
|
|
|
|
|
|
|
|
2 |
|
|
7 |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
8 |
|
|
|
|
|
|
|
|
4 |
|
|
9 |
|
|
|
|
|
|
|
|
5 |
|
|
10 |
|
|
|
|
|
|
|
|

29
|
|
|
Продолжение табл. П2 |
№ |
Чертеж детали |
№ |
Чертеж детали |
11 |
|
16 |
|
|
|
|
|
12 |
|
17 |
|
|
|
|
|
13 |
|
18 |
|
|
|
|
|
14 |
|
19 |
|
|
|
|
|
15 |
|
20 |
|
|
|
|
|