

Л.П. Короткова Инструментальные стали
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
КУЗБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра технологии металлов
ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
Методические указания к лабораторной работе по курсу «Материаловедение» для студентов
направлений 552900, 550200, 551400, 552100, 550900, 551800, специальностей 120100, 150200, 240100, 240400
Составитель Л.П. Короткова
Утверждены на заседании кафедры Протокол № 6 от 7.03. 01
Рекомендованы к печати методической комиссией по направлению 552900 Протокол № 3 от 19.03.01
Электронная копия находится в библиотеке главного корпуса КузГТУ
Кемерово 2001
1
1. ЦЕЛЬ РАБОТЫ
Изучить структуру, свойства и термическую обработку инструментальных сталей для режущего, штампового и мерительного инструментов.
2. КРАТКИЕ СВЕДЕНИЯ ИЗ ТЕОРИИ
Инструментальные стали - это группа сталей, которые применяются для изготовления режущего, мерительного и штампового инструментов.
К ним предъявляются повышенные требования по основным свойствам: твердости (HRС 60-65), теплостойкости (способности сохранять твердость HRС 60 после четырехчасового нагрева до определенной температуры), прочности, ударной вязкости; по технологическим свойствам: стали должны обладать горячей пластичностью, хорошо обрабатываться резанием в отожженном состоянии и шлифоваться в закаленном состоянии.
Кроме классификации по назначению существует классификация инструментальных сталей по теплостойкости:
1. нетеплостойкие (с теплостойкостью до 200°С);
2.полутеплостойкие (с теплостойкостью 250-400°С);
3.теплостойкие (с теплостойкостью 600°С и выше).
Стали каждой группы характеризуются одним типом структуры и общими особенностями упрочняющей термической обработки. Основные свойства инструментальных сталей приведены в табл.1 приложения.
2.1. Нетеплостойкие стали
Это углеродистые стали - качественные У7, У8, У9,У10, У11, У12, У13 и высококачественные У7А…У13А (ГОСТ 1435-99), а также низколегированные стали, содержащие до 3-5 % легирующих элементов: 9Х1, ХВ4Ф, 9ХС, ХВГ, ХВСГ, 6ХВС и др. (ГОСТ 5950-73).
Легирующие элементы в этих сталях растворяются в феррите и карбидах цементитного типа Ме3С, и вводят их в основном для повышения прокаливаемости (Dкр=10 мм - у углеродистых и 20-50 мм - у легированных).
2
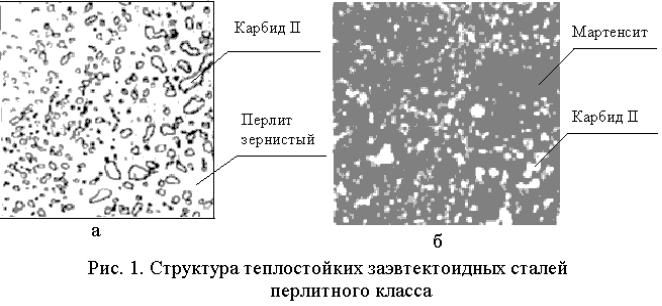
По структурному признаку это стали перлитного класса (рис.1, а). Упрочняющая термическая обработка направлена на обеспечение максимальной твердости в результате мартенситного превращения при закалке и последующего низкотемпературного отпуска.
Температура закалки выбирается выше линии Ас3 на 30-50°С для доэвтектоидных и выше линии АсI на 30-50°С для заэвтектоидных сталей. У легированных сталей она на 20-50°С выше за счет того, что легирующие элементы повышают критические точки. Закалку углеродистых сталей проводят в воде, легированных - в масле. Низкий отпуск проводят при 160-250°С (рис. 2). Его цель - снять внутренние напряжения и превратить остаточный аустенит в отпущенный мартенсит. Структура сталей после окончательной термообработки состоит из отпущенного мартенсита и избыточных карбидов в заэвтектоидных сталях и из мартенсита в доэвтектоидных.
Нетеплостойкие стали используют для изготовления некоторого металлорежущего инструмента, работающего в условиях, не вызывающих разогрева режущей кромки: метчики ручные и машинные, плашки, развертки, надфили. Но чаще всего - для всевозможного деревообрабатывающего инструмента, слесарного, а также для холодного деформирования и валков холодной прокатки. Стали с марганцем (ХВГ, ХВСГ) используются, благодаря минимальной деформации при термообработке, для изготовления стержневого инструмента сложной формы (протяжки, сверла) с сечением до 50 мм.

3
Карбиды
Мартенсит
Легированные стали 9Х1, 9ХС, ХВГ, ХВСГ и др. применяются также для мерительного инструмента. Как правило, это инструмент сложной формы, к которому предъявляются повышенные требования не только по твердости, но и по точности размеров, которые должны сохраняться в течение длительной эксплуатации. Поэтому их термическая обработка имеет особенности: закалка инструмента проводится в масле, и после закалки либо выполняется обработка холодом перед низким отпуском, либо увеличивается длительность низкого отпуска до 10 ч с целью ликвидации остаточного аустенита.
2.2. Полутеплостойкие стали
2.2.1. Штамповые стали холодного деформирования Содержат повышенное количество углерода (до 2,2 %) и хрома (8-
18 %), XI2, Х12Ф1, XI2BM, Х12МФ (ГОСТ 5950-73). Они являются сталями высокой прокаливаемости (Дкр до 200 мм).
По структурному признаку это стали ледебуритного класса, т.е. содержат в литом состоянии карбидную эвтектику. Для измельчения карбидной эвтектики и снижения балла карбидной неоднородности стали ледебуритного класса перед отжигом обязательно куют. В структуре отожженных сталей присутствуют перлит и карбиды Cr23C6, Сr7С6 первичные и вторичные (рис.3, а). Карбидная неоднородность - это ос-
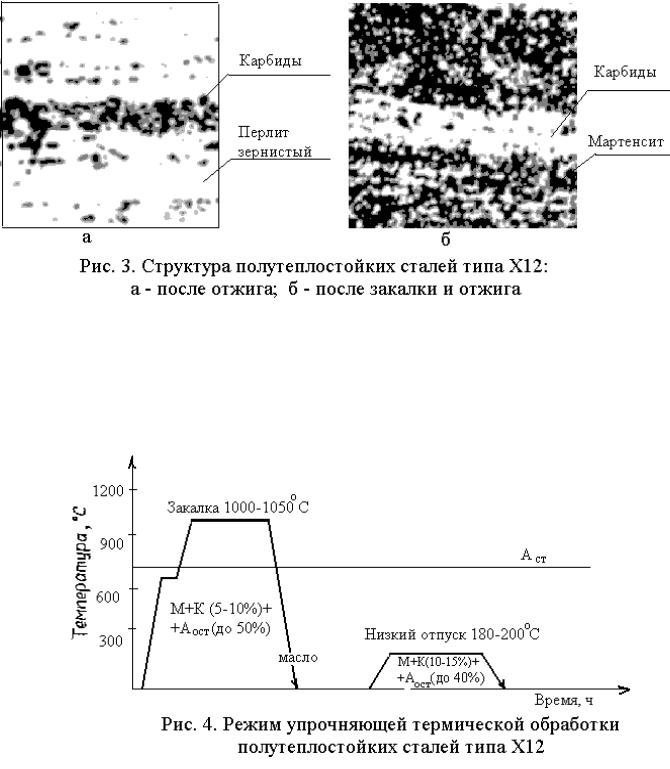
4
новной недостаток этих сталей (рис.3, б).
Высокохромистые стали подвергают закалке с нагревом выше линии Ac3 до 1000-1050°С и последующему низкому отпуску при 180-200°С с выдержкой 1 час (рис.4).
Высокотемпературный нагрев под закалку необходим для обеспечения теплостойкости стали за счет растворения вторичных карбидов в твердом растворе и получения таким образом высоколегированного мартенсита. Температура нагрева ограничена размером зерна. Низкий отпуск используется для снятия внутренних напряжений и частичного превращения остаточного аустенита в мартенсит.
5
После такой термической обработки наряду с мартенситом и карбидами сохраняется повышенное количество остаточного аустенита (до 20 %). Поэтому твердость сталей невысокая НКС 61-62 при теплостойкости не выше 400°C.
Теплостойкость этих сталей может быть повышена до 500°С еще более высоким нагревом под закалку (до 1150°С), после которой для уменьшения остаточного аустенита должен быть выполнен многократный отпуск (4-5 раз по 1 часу) при температуре 500-520°С. Такая термическая обработка нетехнологична и применяется редко.
Основная область применения этих сталей - преимущественно тяжелонагруженные сложные штампы холодного деформирования больших габаритных размеров. Для режущего инструмента эти стали не используют из-за наличия в структуре грубых карбидов хрома.
2.2.2. Полутеплостойкие штамповые стали горячего деформирования
Для штампов горячего деформирования применяются полутеплостойкие стали умеренной теплостойкости (400-500 °С): 5ХНМ, 5ХГМ, 5ХНВС; повышенной теплостойкости (до 650 °С): 4Х5МФС, 4Х5В2ФС; высокой теплостойкости (700 0С и выше): 4Х2В5ФМ, 3Х2В8Ф и др. (ГОСТ 5950-73).
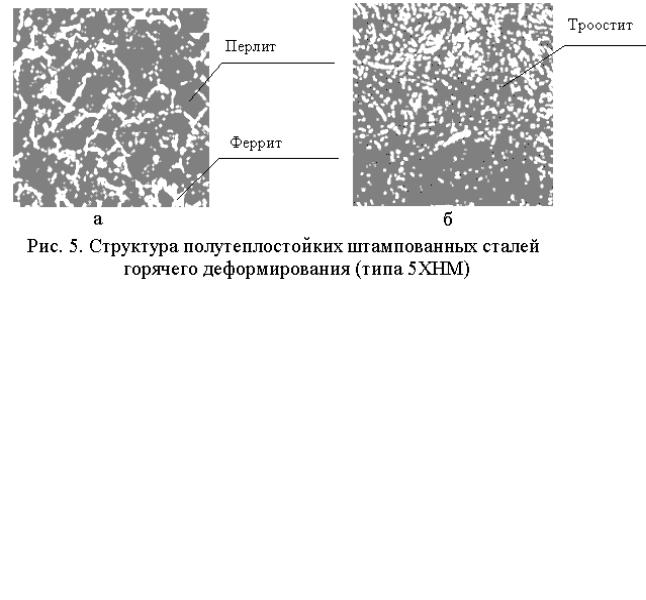
Из соображений обеспечения высокой горячей прочности, вязкости, окалиностойкости, разгаростойкости это средне- и низкоуглеродистые стали, легированные никелем, марганцем и карбидообразующими элементами. По структуре - это стали перлитного класса, а стали высокой теплостойкости - карбидного (рис.5).
Их термическая обработка имеет особенность - после полной закалки выполняется среднетемпературный отпуск на структуру тростит, который обладает повышенной вязкостью и рабочей температурой от 500 до 700°С в зависимости от степени легированности сталей (рис. 6).
6
Рис. 6. Типовой режим упрочняющей термической обработки полутеплостойких перлитных сталей горячего деформирования
2.3. Теплостойкие стали
Называют быстрорежущими. Это высоколегированные стали, содержащие углерод (1-2 %), вольфрам (0-18 %), молибден (0-6 %), вана-
дий (1-5 %), хром (3-4 %), кремний (2 %).
В настоящее время находят применение стали Р6М5, Р6МЗ, Р9,
Р12, PI8, P6M5K5, Р12Ф3, Р9К5 и др. (ГОСТ 19265-73).
Маркируют их буквой Р, цифры после буквы указывают содержание основного легирующего элемента быстрорежущих сталей – вольфрама в целых процентах. Хром, кремний, ванадий, если последнего
7
меньше 2 %, не указываются. В остальном маркировка этих сталей не отличается от маркировки легированных сталей.
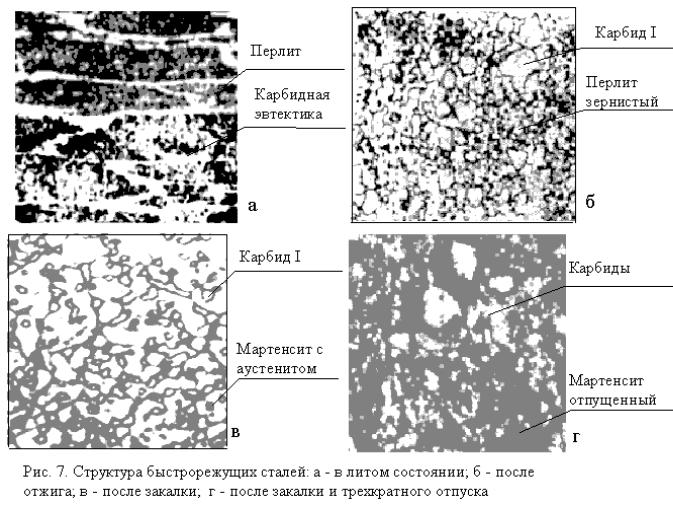
Быстрорежущие стали по структурному признаку - стали ледебуритного класса, т.е. содержат в литом состоянии карбидную эвтектику, в состав которой входят специальные карбиды хрома – Me23 C6 , вольфрама, молибдена - Ме 6С и ванадия – МеС (рис.7, а).
Эвтектика значительно снижает механические свойства, поэтому перед отжигом слитки быстрорежущих сталей обязательно куют. Благодаря этому технологическому приему, карбиды дробятся и равномернее распределяются в структуре. Но даже после больших степеней деформации карбидная неоднородность сохраняется (рис. 7, г), что является основным недостатком структуры быстрорежущих сталей. В состоянии поставки быстрорежущие стали подвергают стандартному контролю на механические свойства (σ и, KCV), а также контролируют структуру по баллу карбидной неоднородности и размеру зерна.

8
Отжиг быстрорежущих сталей проводят при температурах 840860°С с изотермической выдержкой при 720-750°С. Структура сталей после отжига состоит из сорбитообразного перлита, 5-12 % нерастворимых первичных и 15-20 % растворимых вторичных карбидов
(рис.7, б).
Особенностью окончательной термической обработки быстрорежущих сталей является высокотемпературный нагрев под закалку и трехкратный отпуск при 550-560°С по 1 часу каждый (рис.8).
Рис.8. Режим термической обработки быстрорежущих (теплостойких) сталей
При нагреве под закалку вторичные карбиды растворяются в аустените, обогащая его углеродом и легирующими элементами, это является основным условием обеспечения теплостойкости. Первичные карбиды, располагаясь по границам зерен ауетенита, препятствуют его росту. Температура закалки ограничивается допустимым баллом зерна, что является условием обеспечения достаточной прочности и ударной вязкости. Закалка проводится в масле. Структура после закалки: мартенсит, карбиды (10-15 %) и остаточный аустенит (до 30 %) (рис.7, в).
Основная цель отпуска - обеспечить дисперсионное твердение,
9
т.е. выделение из твердых растворов дисперсных карбидов Ме6С, Me23C6, МеС и превращение остаточного ауетенита в мартенсит. Остаточный аустенит обедняется при таких нагревах легирующими элементами и при охлаждении с температур отпуска превращается в мартенсит. В результате отпуска вторичная твердость повышается до HRC 6466, а образование дисперсных карбидов специального состава, высокая легированность мартенсита обеспечивают высокую теплостойкость быстрорежущим сталям (600-650°С). Структура сталей состоит из отпущенного мартенсита, карбидов 15-20 % и 2-3 % остаточного аустенита (рис.7, г). Чтобы полностью избавиться от остаточного аустенита, необходимо сразу же после закалки провести обработку холодом
(рис.8).
Из быстрорежущих сталей изготавливают самый разнообразный инструмент и в том числе сложной конфигурации: резцы, сверла, метчики, фрезы, протяжки. Это возможно из-за сравнительно невысокой твердости быстрорежущих сталей в отожженном состоянии (НВ 220260) и удовлетворительной шлифуемости в закаленном состоянии. Благодаря высокой теплостойкости и твердости, резание этими сталями проводится на высоких скоростях.
Самыми распространенными в настоящее время являются стали умеренной теплостойкости вольфрамо-молибденовые Р6М5, РбМЗ и вольфрамовые стали Р9, PI2 и PI8. Последние реже используют в промышленности из-за дефицита вольфрама. Стали умеренной теплостойкости применяют для обработки углеродистых и легированных перлитных сталей (НВ до 300). Для обработки труднообрабатываемых материалов (НRС 35-45) используют быстрорежущие стали повышенной теплостойкости (630 – 6500С), с повышенным кобальтом и ванадием: Р6М5К5, Р12ФЗ, P18K5Ф2, Р9М4К8. Однако эти стали более дороги и менее технологичны: стали с кобальтом плохо куются, стали с ванадием плохо шлифуются.
3. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Познакомиться с методическими указаниями и законспектировать основные положения;
2. С помощью металлографического микроскопа изучить коллекцию микрошлифов инструментальных сталей: нетеплостойких, полу-