

В.В. Трухин Проектирование роботизированных технологических комплексов механической обработки деталей
.pdf10
2.5. Подготовка производства к применению ПР
Подготовка производства к применению ПР и РТК предусматрива-
ет:
-изучение действующего ТП и организации производства на предприятии в целях определения неиспользованных резервов, узких мест и выявления потерь;
-разработку рекомендаций по усовершенствованию и рационализации труда и соответствующих предложений для включения в заявку на проектирование и изготовление РТК;
-разработку нового ТП и рекомендаций по организации производства;
-определение состава автоматизируемых операций (в т. ч. с ПР);
-разработку структурной схемы РТК и ее технико-экономическое обоснование (обследование предприятия);
-разработку технического предложения (проект на РТК);
-изготовление, поставки, испытания и приемку оборудования, ввод РТК в эксплуатацию.
3. Порядок выполнения работы
Основными документами для выполнения курсового проекта являются задание на разработку, рабочие чертежи деталей, разработанный технологический процесс механической обработки.
1)Проектирование РТК начинается с подбора номенклатуры деталей, обработка которых технологически возможна и целесообразна на РТК, определения следующих факторов:
-конструктивных параметров деталей (геометрической формы, взаиморасположения элементов деталей);
-технических требований, предъявляемых к детали;
-габаритов и массы деталей.
2)Определение программы выпуска деталей.
3)Выбор и расчет основного технологического оборудования.
4)Выбор ПР с учетом технологических возможностей и технологической стыковки с основным оборудованием.
5)Разработка предварительной компоновки РТК.
6)Выбор вспомогательного оборудования, необходимого для обслуживания РТК.
7)Оценка экономической эффективности роботизации.
11
8) Разработка технологической планировки РТК.
Курсовой проект состоит из расчетно-пояснительной записки (РПЗ), графической части – планировки РТК – 1 лист.
Графическая часть выполняется в соответствии с требованиями стандартов ЕСКД на листах формата А1 по ГОСТ 2.301-68. Пример выполнения графической части приведен в приложении Е.
Контрольные вопросы
1.Что такое РТК?
2.Какие виды РТК существуют в производстве?
3.Основные этапы проектирования РТК.
4.Каковы критерии рациональности РТК?
5.Какие основные мероприятия ТБ применяют для безаварийной работы РТК?
6.Какие существуют способы захвата изделий, их преимущества и недостатки?
7.Каковы основные недостатки автономных РТК?
Список рекомендуемой литературы
1.Гринин А.Н. Рекомендации для создания роботизированных производств: Аналитическийобзор. ТД№84-012-02; Барнаул: АЦНТИ, 1984.
2.Козырев Ю.Г. Промышленные роботы: Справочник. - М: Машиностроение, 1983.
3.Елисеев С.В. Промышленные роботы. Некоторые проблемы внедрения. – Иркутск: ЦТН, 1982
4.Трухин В.В. Обследование предприятий для организации роботизированных производств: Метод. указания. – Кемерово: КузГТУ, 1998.
5.Полетаев В.А. Разработка производства и применение промышленных роботов в США и России.: Метод. указания /В.А.Полетаев, Д.Г.Зыков, А.А.Цехин. – Кемерово: КузГТУ, 1996.
6.Козловский В.А. Эффективность переналаживаемых роботизированных производств /В.А.Козловский, Э.А.Козловский, В.М.Макаров.
–Л.: Машиностроение, 1985.
7.Промышленная робототехника и гибкие автоматизированные производства /Под ред. Е.И.Юревича. – Л.: Лениздат, 1984.
8.Обработка металлов резанием: Справочник технолога / Под общ. ред. А.А.Панова. – М.: Машиностроение, 1988.
12
Приложение А (справочное)
Основные компоновочные схемы применения промышленных роботов[2]
Применение |
Эскиз |
|
Примечание |
|
|
|
|
Индивидуальное обслуживание оборудования |
|
|
|
Встраивание робота в |
|
Однопрограммный ПР, СПУ – общая для |
|
||
оборудование |
|
|
оборудования и робота. Обслуживание обору- |
|
|
|
|
|
дования – в условиях массового и крупносе- |
|
|
|
|
|
рийного производства. Необходима подача за- |
|
|
|
|
|
готовки на фиксированную загрузочную пози- |
|
|
|
|
|
цию |
|
|
|
|
|
|
|
|
Расположение |
робота |
|
Одно- и многопрограммный ПР имеет об- |
|
|
у основного технологиче- |
|
щую или раздельную (автономную) с оборудо- |
|
||
ского оборудования |
|
|
ванием СПУ. |
Применяют в условиях крупно- |
12 |
|
|
|
серийного и среднесерийного производства. В |
|
|
|
|
|
отдельных случаях возможна обработка мел- |
|
|
|
|
|
ких серий. Необходимо подавать заготовку на |
|
|
|
|
|
фиксированную позицию (конвейером или так- |
|
|
|
|
|
товым магазином) |
|
|
|
|
Групповое обслуживание оборудования |
|
|
|
Обслуживание |
не- |
|
Два (или более) ПР выполняют различные |
|
|
сколькими роботами груп- |
|
функции при обслуживании единицы основно- |
|
||
пы машин, число которых |
|
го технологического оборудования. Имеют |
|
||
меньше числа ПР |
|
|
общую с оборудованием или раздельную СПУ. |
|
|
|
|
|
Применяют для обслуживания станочных цен- |
|
|
|
|
|
тров, кузнечно-прессовых машин и оборудова- |
|
|
|
|
|
ния других видов |
|
|
|
|
|
|
|
|

13
Продолжение приложения А
|
Применение |
|
Эскиз |
Примечание |
|
Обслуживание |
не- |
|
Однопрограммные ПР, работающие в со- |
||
сколькими роботами груп- |
|
ставе автоматических линий с жесткой связью. |
|||
пы машин, число которых |
|
Необходимо подавать заготовки на фиксиро- |
|||
превышает число ПР: |
|
ванную загрузочную позицию. Возможна рас- |
|||
- |
обработка деталей с |
|
кладка обработанных деталей в тару. Переда- |
||
постоянной |
последова- |
|
ются детали от одной технологической позиции к |
||
тельностью операций; |
|
другойнепрерывнымконвейеромироботами |
|||
- |
возможность |
изме- |
|
|
|
|
Многопрограммные ПР, применяемые для |
||||
нения |
последовательности |
|
установки-снятия деталей и межпозиционного |
||
обработки и пропуска опе- |
|
их транспортирования при обслуживании раз- |
|||
раций |
|
|
|
|
личного технологического оборудования. Воз- |
|
|
|
|
|
можно изменение последовательности обработ- |
|
|
|
|
|
ки и пропуск отдельных операций, а также вы- |
|
|
|
|
|
борка-раскладка деталей в ориентирующей таре. |
|
|
|
|
|
Подача заготовок конвейером, тактовым магази- |
|
|
|
|
|
ном или в ориентирующей таре |
Обслуживание |
одним |
|
Обслуживание оборудования, работающе- |
||
ПР группы машин: |
|
|
го независимо или с жесткой связью, соответ- |
||
- круговое расположе- |
|
ственно многопрограммным или однопро- |
|||
ние оборудования (до пяти |
|
граммным ПР. |
|||
единиц); |
|
|
|
|
|
- |
линейное располо- |
|
|
||
|
Многопрограммный ПР, работающий в |
||||
жение оборудования (чис- |
|
составе автоматизированного участка или ав- |
|||
ло регламентируется ко- |
|
томатизированной переналаживаемой линии. |
|||
эффициентом |
использова- |
|
Необходима библиотека программ и автомати- |
||
ния оборудования и робо- |
|
ческая схема захватов. Применяют в крупно-, |
|||
та) |
|
|
|
|
средне- и мелкосерийном повторяющемся про- |
|
|
|
|
|
изводстве (спартиейзапускасвыше20 деталей) |
13

14
Продолжение приложения А
Применение |
|
Эскиз |
Примечание |
|
||
Объединение автома- |
|
Многопрограммные ПР, работающие в со- |
|
|||
тизированных |
технологи- |
|
ставе автоматизированных участков и перена- |
|
||
ческих комплексов обору- |
|
лаживаемых автоматических линий с гибкой |
|
|||
дование-ПР в автоматизи- |
|
связью. Применение в массовом, крупно- и |
|
|||
рованную |
технологиче- |
|
среднесерийном производстве (с партией за- |
|
||
скую ячейку с общей сис- |
|
пуска деталей свыше 50 шт.). Подача заготовок |
|
|||
темой управления |
|
|
в ориентирующей таре (магазинах) в сочетании |
|
||
|
|
|
|
|
с межоперационным транспортированием |
|
|
|
|
|
|
обеспечивает создание межоперационных за- |
|
|
|
|
|
|
делов, изменение последовательности обработ- |
|
|
|
|
|
|
ки и пропуск отдельных операций. С помощью |
|
|
|
|
|
|
многопрограммных ПР возможна выборка- |
|
|
|
|
|
|
раскладка деталей в ориентирующей таре |
14 |
|
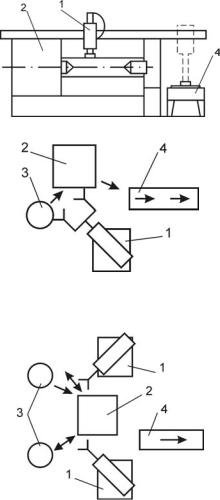
Индивидуальное |
выполнение основных технологических |
операций |
|
||
Выполнение |
одним |
|
Многопрограммный ПР, выполняющий |
|
||
роботом законченной тех- |
|
законченную технологическую операцию |
|
|||
нологической |
операции |
|
(сварку, окраску, сборку). СПУ робота – общая |
|
||
(перехода): |
|
|
|
для всего оборудования, входящего в состав |
|
|
- перенос и обработку |
|
комплекса |
|
|||
деталей |
осуществляет ро- |
|
|
|
||
бот при смене захватных |
|
|
|
|||
устройств и инструмента; |
|
|
|
|||
- |
транспортирование |
|
|
|
||
|
|
|
||||
детали |
осуществляется |
|
|
|
||
конвейером, управляемым |
|
|
|
|||
СПУ робота |
|
|
|
|
|
|
|
|
|
|
|
|
|

15
Продолжение приложения А
Применение |
Эскиз |
Примечание |
Групповое |
выполнение основных технологических операций |
|
Выполнение группой |
|
Группа роботов (одноили многопро- |
роботов заключительной |
|
граммных), выполняющих законченную техно- |
технологической операции |
|
логическую операцию (переход). СПУ – общая |
(перехода): |
|
для всего комплекса |
-группа роботов различного технологического назначения выполняет операцию на одной позиции 5;
-группа роботов одного технологического назначения выполняет законченную операцию
П р и м е ч а н и е – 1 – ПР; 2 – основное технологическое оборудование; 3 – магазин с заготовками, деталями или инструментом; 4 – конвейер; 5 – вспомогательные устройства, расширяющие функции ПР (устройства контроля, измерения и т.д.).
15
16
Приложение Б
(справочное)
Ведомость рекомендуемых моделей промышленных роботов [2, 7]
Наименование |
Модель, тип |
Технические |
Габариты |
Примечание |
|
|
|
характеристики |
|
|
|
1. Промышленный |
«Универсал-15» |
Грузоподъемность, кг15, |
1440х1260х1600 |
Гидравлический |
|
робот(круговой) |
|
R – 2044 мм |
|
||
|
|
Z – 1000 мм |
|
привод, Россия |
|
|
|
φ- 3400 |
|
|
|
|
|
погрешность± 2 мм |
|
|
|
2. Промышленный |
«Unimate – 2030» |
Грузоподъемность, кг35, |
1230х1620х1299 |
Гидравлический |
|
робот(круговой) |
|
R – 2410 мм |
|
||
|
|
Z – 1041 мм |
|
привод, Япония |
|
|
|
φ- 2200 |
|
|
16 |
|
|
погрешность± 1 мм |
|
|
|
|
|
|
|
|
|
3. Промышленный |
«Универсал–60» |
Грузоподъемность, кг60, |
1260х1440х1670 |
Россия |
|
робот(круговой) |
|
R – 2044 мм |
|
||
|
|
Z – 1000 мм |
|
|
|
|
|
φ- 3400 |
|
|
|
|
|
погрешность± 3 мм |
|
|
|
4. Промышленный |
Fanuc - 1 |
Грузоподъемность, кг20, |
1400х1000х2029 |
Япония |
|
робот(круговой) |
|
R – 1844 мм |
|
||
|
|
Z – 800 мм |
|
|
|
|
|
φ- 2100 |
|
|
|
|
|
погрешность± 1 мм |
|
|
|
|
|
|
17 |
|
|
|
|
|
|
Продолжение приложения Б |
|
|
|
||
Наименование |
Модель, тип |
Технические |
|
Габариты |
Примечание |
|
|
|
|
Характеристики |
|
|
|
|
|
5. Промышленный |
Fanuc – 2 |
Грузоподъемность, кг20, |
|
1000х1500х2710 |
Япония |
|
|
робот(круговой) |
|
R – 2290 мм |
|
|
|||
|
|
Z – 1100 мм |
|
|
|
|
|
|
|
φ- 3000 |
|
|
|
|
|
6. Промышленный |
СМ40Ц40.11 |
Грузоподъемность, кг40, |
|
950х1400х2840 |
Россия |
|
|
робот(круговой) |
|
R – 1672 мм |
|
|
|||
|
|
Z – 760 мм |
|
|
|
|
|
|
|
φ- 2700 |
|
|
|
|
|
7. Промышленный |
Pro –30 |
Грузоподъемность, кг30, |
|
700х1200х2099 |
Польша |
|
|
робот(круговой) |
|
R – 1973 мм |
|
17 |
|||
|
|
Z – |
мм |
|
|
|
|
|
|
|
|
|
|
||
|
|
φ- 3000 |
|
|
|
|
|
8. Промышленный |
М63-0L |
Грузоподъемность, кг20, |
|
|
|
|
|
робот |
|
погрешность± 1 мм |
|
4740х х4175 |
Чехословакия |
|
|
(портальный) |
|
Z – 800 мм |
|
|
|
|
|
|
|
X – 4000 мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
9. Промышленный |
СМ40ф2.08.01 |
Грузоподъемность, кг40, |
|
|
|
|
|
робот |
|
погрешность± 1 мм |
|
12000х3000х4000 |
Россия |
|
|
(портальный) |
|
линейные: |
|
|
|
|
|
|
|
Z – 1900 мм |
|
|
|
|
|
|
|
X – 12000 мм |
|
|
|
|
|
|
|
Y – 3000 мм |
|
|
|
|
|
18
Продолжение приложения Б
Наименование |
Модель, тип |
Технические |
Габариты |
Примечание |
|
|
|
характеристики |
|
|
|
10. Промышленный |
УМ40Ф4.25.11 |
Грузоподъемность, кг40, |
|
|
|
робот |
|
линейные: |
2720х2620х3500 |
Россия |
|
(портальный) |
|
Z – 750 мм |
|
|
|
|
|
X – 2700 мм |
|
|
|
|
|
Y – 1000 мм |
|
|
|
11. Промышленный |
СМ80Ц25.01А |
Грузоподъемность, кг80, |
|
|
|
робот |
|
Линейные: |
5750х1500х3250 |
Россия |
|
(портальный) |
|
Z – 1000 мм |
|
|
|
|
|
X – 3600 мм |
|
|
|
|
|
|
|
|
18 |
12. Промышленный |
УМ160Ф2.81 |
Грузоподъемность, кг160, |
|
|
|
робот |
|
Линейные: |
18200х3350х3920 |
Россия |
|
(портальный) |
|
Z – 400 мм |
|
|
|
|
|
X – 18200 мм |
|
|
|
|
|
Y – 2560 мм |
|
|
|
13. Промышленный |
СМ160Ф2.05.01 |
Грузоподъемность, кг160, |
|
|
|
робот |
|
Погрешность± 1 мм |
12000х1500х4170 |
Россия |
|
(портальный) |
|
Линейные: |
|
|
|
|
|
R – 1800 мм |
|
|
|
|
|
Z – 970 мм |
|
|
|
|
|
X – 8900 мм |
|
|
|
|
|
Y – - мм |
|
|
|

19
Приложение В
(справочное)
Основные технические характеристики передаточных тележек АТСС
|
Грузоподъемностьтележки, кг |
позицийЧисло |
Габаритные разме- |
нижнегодоHРасстояниеположения грузозахватногооргана, мм |
Скорость пе- |
||
|
ры тары, мм |
путивдоль |
роликовый(путипоперекна- )стил |
||||
|
|
|
|
ремещения |
|||
|
|
|
|
|
|
тары, м/с |
|
|
|
|
длина l |
ширина b |
|
|
|
Модель тележки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ТПА-0,16 |
50 |
1 |
400 |
300 |
450 |
0,5 |
0,25 |
|
|
400 |
|||||
|
100 |
|
500 |
500 |
|
|
|
|
160 |
|
600 |
400 |
|
|
|
ТПА-0,25 |
250 |
|
500 |
500 |
|
1,0 |
|
|
600 |
400 |
|
|
|||
|
|
|
|
600 |
|
|
|
|
|
|
800 |
600 |
|
|
|
ТПА-0,5 |
500 |
1; 2 |
500 |
500 |
|
|
|
600 |
400 |
|
|
|
|||
|
|
|
|
600 |
|
|
|
|
|
|
800 |
600 |
|
|
|
|
|
|
|
800 |
|
|
|
ТПА-1,0 |
1000 |
|
800 |
600 |
|
2,0 |
|
|
|
800 |
|
|
|||
|
|
|
1000 |
1000 |
|
|
|
|
|
|
1200 |
800 |
|
|
|
ТПА-2,0 |
2000 |
|
1000 |
1000 |
|
|
|
|
1200 |
800 |
|
|
|
||
|
|
|
1600 |
1000 |
|
|
|
Примечание – Основные технические характеристики прочего оборудования АТСС или оборудования большей грузоподъемности см. в [8, с. 160-169].