

1 Описание компоновки, основных узлов и движений токарно-затыловочного станка прототипа модели 1811
Станок предназначен для затылования одно- и многозаходных левых и правых червячных модульных фрез, а также гребенчатых, дисковых и фасонных фрез и инструментов с прямыми, косыми и торцовыми затылуемыми зубьями.
Станок может работать по полуавтоматическому циклу и при управлении вручную.

Рисунок 1.1 – Общий вид токарно-затыловочного станка модели 1811
Станина 1 выполнена массивной конструкцией с плоскими направляющими как для каретки 6, так и для задней бабки 7. На каретке 6 расположен суппорт 4. Сверху станины на левом конце укреплена передняя бабка 3. На торце под кожухом находится зубчатая передача на вал отбоя, расположенный посредине станины; гитара возвратно-поступательных движениях суппорта; гитара настройки на шаг резьбы. На передней стенке крепится коробка подач 2 и расположены ходовой винт, ходовой вал, вал управления.
Передняя бабка 3 имеет двенадцать скоростей вращения шпинделя. На переднюю стенку выведены рукоятки для переключения на нормальный шаг или увеличенный шаг резьбы и для включения правой или левой резьбы. На заднем конце шпинделя укреплен кулачок. Коробка подач 2 служит для передачи движения от шпинделя на ходовой вал, ходовой винт и на вал кулачка.
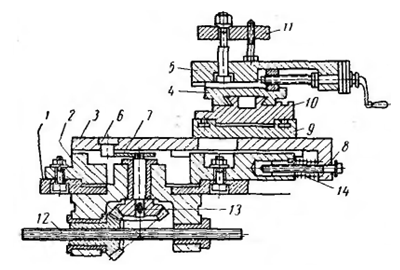
Рисунок 1.2 – Разрез затыловочного суппорта токарно-затыловочного станка модели 1811
Суппорт (рисунок 1.2) расположен на каретке, перемещается по плоским направляющим станины и служит для передачи движения подачи и движения затылования от продольного вала 12 на вал 13 кулачка 7, расположенный в центральной части каретки. На каретке расположена поворотная плита 2, позволяющая производить затылование под углом и несущая на себе плиту 3. На палец 6, запрессованный в плите, воздействует кулачок 7, перемещая плиту вперед. Возврат плиты производится с помощью пружин 14, расположенных в поворотной плите. Усилие пружины регулируется специальными винтами 8. Вывод резца из нитки резьбы производится за счет движения кулачка вниз; подвод резца – за счет движения вверх. [8, c.246]
Движения в станке:
Движение резания В1 – вращение шпинделя с затылуемым инструментом.
Затыловочно-делительное движение П2 – прямолинейное возвратно-поступательное перемещение суппорта в радиальном направлении за время поворота затылуемого инструмента на один зуб.
Продольная подача П3 – прямолинейное поступательное движение суппорта с режущим инструментом вдоль оси шпинделя.
Дифференциальное движение В4 – обеспечивает дополнительный поворот шпинделя, от которого осуществляется дополнительное перемещение суппорта в радиальном направлении при его продольном перемещении.
Движение образования винтовой линии П5 – также продольные перемещения суппорта с режущим инструментом, но кинематически увязанные с вращением шпинделя и определяемые шагом винтовой линии.
Вспомогательные движения: ручное поперечное перемещение верхней части суппорта П6, ручное продольное перемещение салазок П7, ручное перемещение пиноли задней бабки П8.
2 Технологические схемы обработки и движения формообразования
Станок предназначен для затылования задних поверхностей зубьев дисковых фасонных, резьбовых гребенчатых, цилиндрических фрез с винтовыми и прямыми зубьями, червячных цилиндрических, метчиков и плашек с целью сохранения неизменности профиля зубьев и величин задних углов режущих зубьев при переточках их по передним поверхностям. Технологические схемы обработки выше упомянутых фрез показаны на рисунке 2.1.
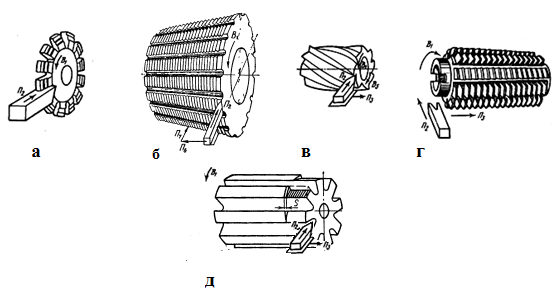
Рисунок 2.1 – Виды фрез, затылуемых на токарно-затыловочном станке модели 1811 и их технологическая схема обработки
а – фасонная дисковая; б – резьбовая гребенчатая; в – цилиндрическая с винтовыми зубьями; г – червячная цилиндрическая; д – цилиндрическая прямозубая.
Для осуществления процессов резания необходимо наличие относительных движений между заготовкой и режущим инструментом.
Движение, при котором с обрабатываемой заготовки срезается слой металла и изменяется состояние обрабатываемой поверхности, называется главным движением.
Движение, обеспечивающее непрерывный подвод под режущую кромку новых участков заготовки называется движением подачи.
На токарно-затыловчном станке модели 1811 главное движение является непрерывным, вращательным – движение резания В1. Движение подачи, поступательным непрерывным (продольная подача П3, дифференциальное движение В4, движение образования винтовой линии П5) и поступательным прерывистым (затыловочно-делительное движение П2). При обработке главное движение имеет заготовка, движение подачи имеет инструмент. В зависимости от вида затылуемого изделия и характера затылования различают следующие виды движения формообразования.
При затыловании дисковых фрез (рисунок 2.1, а): непрерывное и равномерное вращение шпинделя (движение резания В1) и непрерывно повторяющиеся возвратно-поступательные перемещения резца в радиальном направлении (движение затылования П2) к заготовке. За один оборот шпинделя резец получает столько возвратно-поступательных движений в радиальном направлении, сколько зубьев имеет затылуемая фреза.
При затыловании гребенчатых фрез (рисунок 2.1, б): применяется главное движение резания (вращение шпинделя) В1, затыловочно-делительное движение П2, а также делительное (сложное движение) Д(П6П7), необходимое для размещения зубьев на конической поверхности на расстояниях друг от друга, равных шагу t по длине фрезы. Это сложное делительное движение осуществляется при помощи делительного диска.
При затыловании цилиндрических фрез с винтовыми канавками (рисунок 2.1, в): движение резания В1, затыловочно-делительное движение П2, продольная подача суппорта П3, а так же дополнительное движение образования винтовой линии П5.
При затыловании цилиндрических фрез с прямыми канавками (рисунок 2.1, д): движение те же что и при затыловании цилиндрических фрез с винтовыми канавками, но с отсутствием движение образования винтовой линии П5.
При затыловании червячных фрез с прямыми канавками (рисунок 2.1, г) на станке осуществляются следующие движения формообразования: равномерное вращение заготовки (движение резания В1), непрерывно-повторяющиеся возвратно-поступательные перемещения резца в радиальном направлении (движение затылования П2), равномерное перемещение суппорта параллельно оси заготовки (в продольном направлении) П3, при затыловании червячных фрез с винтовыми канавками, к выше упомянутым движения, добавляется так же дифференциальное движение В4.