

медицина (в том числе крио
.pdf
|
|
Плазма |
Лазер |
Абразив- |
|
|
(500 |
(1500 |
но- |
|
|
А) |
Вт) |
водяная |
|
|
|
|
струя |
|
|
|
|
(3,5 108 |
|
|
|
|
Па) |
Сталь |
5 |
4500 |
2200 |
200 |
углеродис- |
20 |
2000 |
не ре- |
50 |
тая |
|
|
жет |
|
Сталь кор- |
2 |
600 |
6000 |
450 |
розионно- |
40 |
500 |
не ре- |
15 |
стойкая |
|
|
жет |
|
Алюминий |
2 |
6000 |
1000 |
800 |
|
40 |
1200 |
не ре- |
80 |
|
130 |
не ре- |
жет |
10 |
|
|
жет |
то же |
|
Титан |
1 |
6000 |
6000 |
850 |
|
30 |
2000 |
не ре- |
45 |
|
|
|
жет |
|
Медь |
5 |
2000 |
то же |
300 |
6.2.5 Оборудование для гидрорезания
Реализация новых технологических процессов возможна только при соответствующем оборудовании. Естественно перспективная технология резки материалов высоконапорной струёй жидкости инициировала и появление станков (устройств) для гидрорезания листовых материалов. В этих станках (устройствах) формообразование деталей может быть осуществлено:
•перемещением заготовки относительно неподвижной режущей струи;
•взаимным перемещением заготовки и струи;
•перемещением струи относительно неподвижной заготовки.
Впервом случае заготовка укладывается на крестовом координатном столе и перемещается относительно режущей струи, которая совместно со струйной головкой может установочно перемещаться по отношению к обрабатываемой поверхности.
Во втором случае заготовка перемещается с рабочим столом, двигающимся по одной координате, а струйная головка, имеющая возможность установочного перемещения относительно поверхности заготовки, по второй координате по порталу.
Втретьем случае струйная головка перемещается по обеим координатам (относительно неподвижного рабочего стола с заготовкой) совместно с порталом вдоль стола и по порталу поперёк его.
Вэтом случае также возможно перемещение струйной головки робо-
том.
Если учесть, что лазерная обработка материалов проводится с применением координатных столов (крестовых, портальных), осуществляющими описанные движения, то они же могут быть использованы для гидрорезания материалов путём замены лазерной фокусирующей головки на высоконапорную струйную.
Вэтом случае излучатель и энергетический канал лазерных установок заменяются соответствующими узлами, присущими для гидрорезания.
При развитии этой технологии и надлежащем подходе к решению возникающих при этом задач возможно создание многокоординатного оборудования для обработки объёмных деталей и установок для ручной обработки материалов.
По мере развития гидрорезания подобно лазерным технологическим системам (ЛТС) появляются и технологические системы для гидрорезания
(ТСГ).
В общем случае станки для гидрорезания состоят из гидроузлов низкого и высокого давления, в котором давление жидкости повышается до уровня, требуемого для резания материалов; систем транспортировки жидкости высокого давления к струйной головке; координатного стола с ЧПУ; узла дозирования абразива; элементов регулировки и приёмника (уловителя) отработавшей струи жидкости.
Высокое давление жидкости создаётся насосами высокого давления или мультипликаторами, приводимыми в действие насосами низкого давления.
При этом выходное давление жидкости увеличивается по отношению к входному в соотношении от 10:1 до 20:1 и выше.
Для равномерного истечения жидкости из сопла с постоянной скоростью и давлением в систему подключается ресивер или аккумулятор жидкости высокого давления, предназначенные для сглаживания пульсации давления, возникающих при работе насоса высокого давления или во время реверса поршней мультипликатора.
Рассмотрим конструктивные особенности некоторых станков (установок), предназначенных для осуществления процесса гидрорезания. При их описании цифровые обозначения элементов конструкций, нанесённых на рисунках, пояснены в соответствующих текстах.
По заданию ГКНТ СССР в ЭНИМСе в сотрудничестве с НИАТом и Савеловским НПО “Прогресс” создана установка для гидрорезания плоских машиностроительных материалов сложной конфигурации в плане (см. рисунок 6.11. а – общий вид, б – гидросхема установки)
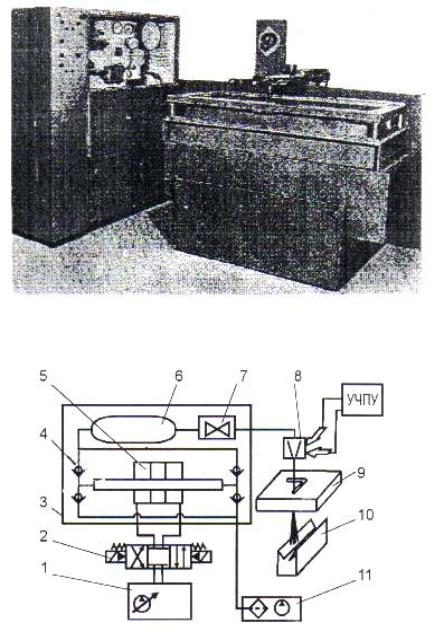
Рис 6.11 Установка для гидрорезания плоских машиностроительных материалов (пояснения в тексте)
Из рисунка 6.11 б видно, что принципиальная гидросхема этой установки подобна ранее рассмотренным схемам. Естественно, и принцип работы системы формирования высоконапорной режущей струй у них схожи.
Так и здесь масло из бака 1 под давлением 20 МПа, создаваемым регулируемым аксиально-поршневым насосом, через гидрораспределитель 2 подаётся в полости низкого давления мультипликатора 5 “масло-вода”, расположенного в агрегате высокого давления 3 устройства. В состав агрегата 3 входят также система обратных клапанов 4, ресивер 6 и отсечной клапан 7.

Вода, подаваемая из бака 11, проходя через фильтр, под некоторым давлением подаётся в соответствующие полости цилиндров высокого давления мультипликатора.
Оттуда высоконапорная жидкость через ресивер 6 и отсечной клапан 7 поступает к соплу 8 и направляется на обрабатываемую поверхность листа. После разрезки заготовки 9, оставшаяся энергия струи гасится в уловителе 10 и оттуда перетекает в агрегат подготовки воды 11.
Струйная головка относительно заготовки перемещается при помощи широкодиапазонных цифровых электрогидравлических приводов типа Г69-8 (ШЭГП разработки ЭНИМС) по заданной программе.
Краткие технические характеристики установки:
Давление в системе высокого давления, МПа |
до 480 |
|
Диаметр сопла струйной головки, мм |
0,1 ÷0,5 |
|
Максимальная скорость движения сопловой головки, м/мин |
60 |
|
Дискретность перемещения, мм |
0,01 |
|
Мощность приводного электродвигателя, кВт |
30 |
|
Ширина реза струёй воды, мм |
0,1 ÷0,3 |
|
Размеры стола, мм |
500×1000 |
|
На рисунке 6.12 показана установка, предназначенная для резки материалов высоконапорной струёй воды.
Рис 6.12 Установка для гндрорезания с охлаждением рабочей жидкости (пояснения в тексте)
Отличительной особенностью этой установки является введение в её конструкцию узла охлаждения рабочей жидкости 7, которое позволяет придать струе абразивные свойства за счёт образования льдинок. Гидросхема её типовая: масло из бака 1 нагнетается в полость низкого давления мультипликатора 4 через распределитель 3 насосом 2. Вода из бака 5 подаётся в соответствующие цилиндры высокого давления мультипликатора 4.
По трубопроводам высокого давления 6, охлаждаясь в охладителе 7, высоконапорная струя жидкости подаётся к струйной головке 11.
Для обеспечения гибкости трубопровода высокого давления в его конструкцию введены шарниры 10.
Истечение воды из сопла происходит при давлении 100-350 МПа. Для повышения интенсивности снятия материала при одновременном уменьшении затрат на техническое обслуживание воду перед выходом из сопла изобарически охлаждают до (-10)-(-20)оС с целью образования ледяных кристаллов. При данных условиях вода остаётся в жидком состоянии и только при выходе из сопла часть воды кристаллизуется в лёд, вследствие чего сопло не подвергается абразивному воздействию кристаллов льда.
Оборудование для струйной обработки материалов изготавливается в странах Европы, Америки и потребляется во многих странах мира.
Ниже приведена таблица 6.2 основных технических характеристик установок для струйной обработки, поставляемых европейскими фирмами (по состоянию на июль 1995 г.).
Основные технические характеристики для установок струйной обработки, поставляемых европейскими фирмами (по состоянию на июль 1995г.)
Таблица 6.2
|
|
Компоновка и конструкция |
Максимальные размеры |
||||||
|
|
обрабатываемых деталей |
|||||||
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
Др. |
|
|
|
|
|
|
|
|
|
ме- |
|
|
|
|
|
По- |
Связ |
омпо- |
Пода- |
тоды |
|
|
|
|
тол |
ная |
ПР |
вки |
ча аб- |
обра- |
Плоских |
|
Объём-ных |
|
|
-ма |
|
рази-ва |
бот- |
|
|
|
|
|
|
|
|
|
|
ки |
|
|
|
|
|
|
|
|
|
|
|
|
|
ABB I- |
|
|
|
|
|
|
|
|
|
R |
|
|
|
|
|
|
2 ÷2 |
|
|
Wate- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Jet |
|
|
|
|
|
|
|
|
|
Abra |
|
|
|
|
|
|
2 ÷3 |
|
По заказу |
(Ш) |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
Alba |
|
|
|
або |
|
|
Определяется размера- |
||
|
|
|
чие |
|
|
||||
|
|
|
|
|
ми рабочих столов |
||||
|
|
|
|
сто- |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
лы |
|
|
|
|
|
By- |
|
|
|
|
|
|
|
|
|
stronic |
|
|
|
|
|
|
2,2 ÷4 |
|
|
(Ш) |
|
|
|
|
|
|
|
|
|
Cam- |
|
|
|
|
|
|
3 ÷8 |
|
|
tec |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Coman |
|
|
|
|
|
|
3 ÷4 |
|
|
(И) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Dur- |
|
|
|
|
|
|
3,5 ÷7 |
|
|
rkopp |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
Edel |
|
|
|
|
|
|
|
|
|
System- |
|
|
|
|
|
|
2,5 ÷8 |
2,5 ÷8 ÷0,5 |
|
technic |
|
|
|
|
|
|
|
|
|
Esab- |
|
|
|
|
|
|
3 ÷8 |
|
3 ÷8 ÷0,4 |
Han- |
|
|
|
|
|
|
|
||
cock |
|
|
|
|
|
|
|
|
|
Flexi- |
|
|
|
|
|
|
3 ÷6 |
|
2 ÷3 ÷1 |
con* |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
Flow |
|
|
|
|
|
|
3 ÷6 |
|
2 ÷3 ÷1 |
Fora- |
|
|
|
|
|
|
2 ÷6 |
|
2 ÷6 ÷0,45 |
con |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
GHT |
|
|
|
|
|
|
3 ÷4 |
|
|
Grob- |
|
|
|
|
|
|
|
По заказу |
Werke |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Hethon |
|
|
|
|
|
|
|
По заказу |
Innow- |
|
|
|
|
|
|
÷ |
2 ÷2 ÷0,6 |
eld (A) |
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
0 |
|
Jet |
|
|
|
|
|
|
|
Обычно поставляется |
Cut- |
|
|
|
|
|
|
только насос, рабочие голо- |
|
System |
|
|
|
|
|
|
вки, трубопроводы и система |
|
(Ш) |
|
|
|
|
|
|
|
водоподготовки |
Kohler |
|
|
|
|
|
|
|
В зависимости от типа |
(Ш) |
|
|
|
|
|
|
|
установки |
K |
|
|
|
|
|
|
|
|
|
|
rause- |
|
|
|
|
|
|
|
|
|
|
Bi- |
|
|
|
|
|
|
|
|
|
|
agosch |
|
|
|
|
|
|
|
|
|
|
K |
|
|
|
|
|
|
|
|
|
÷10 |
uka |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
÷1,5 |
|
|
|
|
|
|
|
|
|
|
|
|
L |
|
|
|
|
|
|
|
|
|
|
ectra |
|
|
|
|
|
|
|
|
|
÷3 |
L |
|
|
Продажа установок, бывших в упот- |
|||||||
ST/EL |
|
|
||||||||
|
|
|
|
|
реблении |
|
||||
B* (A) |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
L |
|
|
|
|
|
|
|
|
|
|
VD |
|
|
|
|
|
|
|
|
|
|
Schar- |
|
|
|
|
|
|
|
|
,5 ÷ |
÷15 |
ring |
|
|
|
|
|
|
|
|||
- |
|
|
|
|
|
|
|
6 |
÷1,2 |
|
shause |
|
|
|
|
|
|
|
|
|
|
n |
|
|
|
|
|
|
|
|
|
|
M |
|
|
|
|
|
|
|
|
|
|
echanic |
|
|
|
|
|
|
|
|
|
|
S |
|
|
|
|
|
|
|
|
|
|
ys- |
|
|
|
|
|
|
|
÷3 |
|
|
tems* |
|
|
|
|
|
|
|
|
|
|
(B) |
|
|
|
|
|
|
|
|
|
|
M |
|
|
|
|
|
|
|
|
|
о |
|
|
|
|
|
|
|
|
|
зак |
|
etec |
|
|
|
|
|
|
|
÷3 |
||
|
|
|
|
|
|
|
|
|
|
азу |
|
|
|
|
|
|
|
|
|
|
|
R |
|
|
|
|
|
|
|
|
|
÷2 |
eic |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
÷2 |
|
|
|
|
|
|
|
|
|
|
|
|
R |
|
|
|
|
|
|
|
|
|
По |
idder |
|
|
|
|
|
|
|
|
заказу |
|
R |
|
|
|
|
|
|
|
|
|
|
itschka |
|
|
|
|
|
|
|
|
|
|
S |
|
|
|
|
|
|
|
,5 ÷ |
|
|
|
|
|
|
|
|
|
|
3 |
|
|
uchard |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
a* (A) |
|
|
|
|
|
|
|
|
|
|
R |
|
|
|
|
|
|
|
|
otech |
|
|
|
|
|
|
|
По |
Basel* |
|
|
|
|
|
|
заказу |
|
(Ш) |
|
|
|
|
|
|
|
|
T |
|
|
|
|
|
|
|
|
rumpf |
|
|
|
|
|
|
÷4 |
|
T |
|
|
|
|
|
|
|
|
SK |
|
|
|
|
|
|
|
|
Kam- |
|
|
|
|
|
|
÷4 |
|
phoff |
|
|
|
|
|
|
|
|
U |
|
|
|
|
|
|
|
,3 ÷3, |
hde |
|
|
|
|
|
|
|
3÷0, |
|
|
|
|
|
|
|
|
6 |
W |
|
|
|
|
|
|
÷6 |
,5 ÷2 |
|
|
|
|
|
|
и |
||
oma |
|
|
|
|
|
|
||
|
|
|
|
|
|
бо- |
÷0,5 |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
лее |
|
W |
|
|
|
|
|
|
|
По |
TB |
|
|
|
|
|
|
заказу |
|
|
Национальная принадлежность фирм: Ш – |
|||||||
Швейцария, А – Австрия, В – Великобритания. |
||||||||
Фирмы без указания национальной принадлежнос- |
||||||||
|
|
ти являются германскими. |
|
|||||
Установки способны обрабатывать такие ма- |
||||||||
териалы, как конструкционная и легированная |
||||||||
сталь, алюминий, термодуропласты, стекло- и |
||||||||
углепластики, слоистые материалы с наполните- |
||||||||
лем, твёрдые и мягкие пенопласты, резину. Исклю- |
||||||||
чения составляют установки фирм Grob-Werke и |
||||||||
Hethon, обрабатывающие только неметаллические |
||||||||
|
|
|
материалы. |
|
||||
|
Фирмы осуществляют только сбыт устано- |
|||||||
вок, остальные фирмы – производство и сбыт. |
||||||||
Крупнейшими мировыми фирмами-производителями станков для гидрорезания в настоящее время являются американские Flow International, Ingersoll-Rand, имеющие филиалы в Европе и немецкие Trumpf, Bystronic.
Основными потребителями этих станков в Европе и Америке являются авиакосмическая и автомобильные промышленности; средняя стоимость одной установки в 1992 г. составляла 162000 $, а к 1999 г. предположительно возрастёт до 176 000 $ в связи с усовершенствованием конструкции и ЧПУ.