

Отжиг и нормализация
Отжиг. Это процесс термической обработки, состоящий в нагреве стали до определенной температуры, выдержке при ней и последующем медленном охлаждении с целью получения более равновесной структуры. Особенностью отжига является медленное охлаждение. В зависимости от того, какие свойства стали требуется получить, применяют различные виды отжига (рис. 39): 1 - диффузионный; 2 - полный; 3 - изотермический; 4 - неполный; 5 - сфероидизирующий; 6 - рекристаллизационный.
 Рис.
39. Режимы различных видов отжига
Рис.
39. Режимы различных видов отжига
Диффузионный отжиг (гомогенизирующий) применяют для уменьшения химической неоднородности стальных слитков и фасонных отливок. Слитки (отливки), особенно из легированной стали, имеют неоднородное строение. Неоднородность строения обусловлена карбидной и дендритней ликвациями, так как в местах образования карбидов или в средней части дендритов возникают скопления легирующих элементов. Для выравнивания химического состава слиток или отливку нагревают до высокой температуры, при которой атомы элементов приобретают большую подвижность. Благодаря этому происходит перемещение атомов из мест с большей концентрацией химических элементов в места с меньшей концентрацией. В результате такой диффузии обеспечивается выравнивание химического состава слитка или отливки по объему. Для обеспечения необходимой скорости диффузии атомов отжиг стали проводят при высокой температуре (1100-1200°С) с выдержкой 10-20 ч (рис. 39, кривая 1). Полный отжиг (рис. 39, кривая 2) применяют для доэвтектоидной стали в основном после горячей обработки поковок давлением и отливок с целью измельчения зерна и снятия внутренних напряжений. Это достигается нагревом стали на 30-50°С выше верхней критической точки Ас3 и медленным охлаждением. При нагреве стали выше температуры Ас3 перлит превращается в аустенит. Это происходит путем образования в начальной стадии мельчайших зародышей кристалликов аустенита и постепенного их роста по мере повышения температуры. При небольшом превышении температуры Ас3 (на 30-50°С) образовавшиеся кристаллики аустенита остаются еще мелкими. В дальнейшем, при охлаждении ниже температуры Ас1 образуется однородная мелкозернистая структура ферритно-перлитного типа. При этом в пределах одного аустенитного зерна возникает несколько перлитных зерен, которые значительно мельче, чем аустенитное зерно, из которого они образовались. Температуру нагрева деталей, изготовленных из углеродистых сталей, определяют по диаграмме состояния (рис. 40), а для легированных сталей - по положению их критической точки Ас3, имеющейся в справочных таблицах. Время выдержки при отжиге складывается из времени, необходимого для полного прогрева детали, и времени, нужного для окончания структурных превращений.
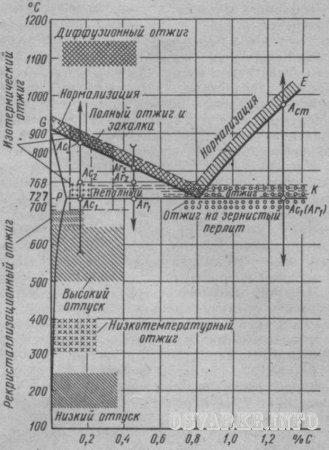 Рис.
40. Диаграмма состоянии с интервалами
нагрева углеродистой стали для отжига,
нормализации, закалки и отпуска
Рис.
40. Диаграмма состоянии с интервалами
нагрева углеродистой стали для отжига,
нормализации, закалки и отпуска
Изотермический отжиг заключается в том, что сталь нагревают до температуры на 30-50°С выше точки Ас3 (конструкционные стали) и выше точки Ас1 на 50-100°С (инструментальные стали). После выдержки сталь медленно охлаждают в расплавленной соли до температуры несколько ниже точки Аг1 (680-700°С, см. рис. 40). При этой температуре сталь подвергают изотермической выдержке до полного превращения аустенита в перлит, а затем охлаждают на спокойном воздухе. Изотермический отжиг сокращает продолжительность термической обработки небольших по размерам изделий из легированных сталей в 2-3 раза по сравнению с полным отжигом. Для крупных изделий такого выигрыша по времени не получается, так как требуется большое время для выравнивания температуры по объему изделия. Изотермический отжиг является лучшим способом снижения твердости и улучшения обрабатываемости резанием сложнолегированных сталей, например 18Х2НЧВА. Сфероидизирующий отжиг (рис. 39, кривая 5) обеспечивает превращение пластинчатого перлита в зернистый, сфероидизированный. Это улучшает обрабатывамость сталей резанием. Отжиг на зернистый перлит производят по режиму: нагрев стали немного выше точки Ас1 с последующим охлаждением сначала до 700°С, затем до 550-600°С и далее на воздухе. Сфероидизирующий отжиг применяют для сталей, содержащих более 0,65% углерода, например шарикоподшипниковые стали типа ШХ15. Рекристаллизационный отжиг (рис. 39, кривая 6) применяют для снятия наклепа, вызванного пластической деформацией металла при холодной прокатке, волочении или штамповке. Наклепом называют упрочнение металла, появляющееся в результате холодной пластической деформации металла. При холодной прокатке, штамповке, волочении зерна металла деформируются, дробятся. Это повышает твердость металла, снижает его пластичность и вызывает хрупкость. В этом и заключается сущность наклепа. Рекристаллизационный отжиг выполняют путем нагрева до температуры ниже Ас1 (650-700°С), выдержки и последующего замедленного охлаждения. При нагреве металла до 650-700°С (рекристаллизационный отжиг) возрастает диффузионная подвижность атомов и в твердом состоянии происходят вторичное кристаллизационные процессы (рекристаллизация). На границах деформированных зерен возникают новые центры кристаллизации, вокруг которых заново строится решетка. Вместо старых деформированных зерен вырастают новые равноосные зерна и деформированная структура полностью исчезает. При этом восстанавливаются первоначальная структура и свойства металла. Нормализация. Термическую операцию, при которой сталь нагревают до температуры на 30-50°С выше верхних критических точек Ас3 и Аcm, затем выдерживают при этой температуре и охлаждают на спокойном воздухе, называют нормализацией (см. рис. 40). При нормализации уменьшаются внутренние напряжения, происходит перекристаллизация стали, измельчающая крупнозернистую структуру металла сварных швов, отливок или поковок. Нормализация стали по сравнению с отжигом является более коротким процессом термической обработки, а, следовательно, и более производительным. Поэтому углеродистые и низколегированные стали подвергают, как правило, не отжигу, а нормализации. С повышением содержания углерода в. Стали увеличивается различие в свойствах между отожженной и нормализованной сталью. Для сталей, содержащих до 0,2% углерода, предпочтительнее нормализация. Для сталей, содержащих 0,3-0,4% углерода, при нормализации по сравнению с отжигом существенно увеличивается твердость, что необходимо учитывать. Поэтому нормализация не всегда может заменить отжиг. Сплавы после нормализации приобретают мелкозернистую структуру и несколько большую прочность и твердость, чем при отжиге. Нормализацию применяют для исправления крупнозернистой структуры, улучшения обрабатываемости стали резанием, улучшения структуры перед закалкой. В заэвтектоидной стали нормализация устраняет сетку вторичного цементита.
Закалка. Температурные условия процесса.
Температура нагрева закалки стали равна температуре полного отжига: для доэвектоидной стали на 30-50 ° выше точки Ас 3, для заэвтектоидной – на 30-50 ° выше точки Аc1. (см. Физико-химические основы термобработки. Рисунок 1)
Если нагреть доэвтектоидную сталь до температуры между точками Аc1 и Аc3 (неполная закалка), то в структуре быстро охлажденной стали, наряду с закаленными участками, будет присутствовать нерастворенный феррит, резко снижающий твердость, прочность. Поэтому для доэвтектоидной стали обязательна полная закалка (нагрев выше точки Ас 3).
В заэвтектоидной стали избыточной фазой является цементит, который по твердости не уступает мертенситу и даже превосходит его; поэтому сталь достаточно нагреть на 30-50 ° выше точки Ас 1.
Нагревать изделия, особенно крупные, нужно постепенно, чтобы избежать местных напряжений, трещин, а время выдержки нагретого изделия должно быть достаточным, чтобы переход перлита в аустенит полностью завершился. Продолжительность выдержки обычно равна четверти общей продолжительности нагревания.
Закалка. Охлаждение деталей.
Процесс закалки заканчивается охлаждением деталей. Скорость охлаждения деталей должна быть такой, чтобы деталь получилась заданной структуры. Скорость V 2 (см. Физико-химические основы термобработки. Рисунок 2) , обеспечивающая мартенситную структуру (с остаточным аустенитом, не без троостита), называется критической скоростью закалки.
Так как С-образные кривые доэвтектоидной, заэвтектоидной сталей смещены влево по сравнению с кривыми эвтектоидной стали, критическая скорость закалки их выше, следовательно получение структуры мартенсита достигается труднее, а для некоторых марок структура мартенсита даже недостижима.
Легирующие компоненты стали облегчают закалку, так как при этом С-образные кривые смещаются вправо, следовательно критическая скорость понижается.
Если скорость охлаждения меньше критической, то в структуре закаленной стали, наряду с мартенситом, будет троостит, а если скорость уменьшается дальше, то получаются структуры троостита или сорбита без мартенсита.
Резкость закалки (получение мартенсита без троостита) зависит от природы температуры охлаждающей среды. Охлаждение струей воздуха или холодными металлическими плитами дает закалку на сорбит. Наиболее распространено охлаждение деталей погружением в воду, щелочные, кислые растворы, масло, расплавленный свинец и др. При этом получается резкая или умеренная закалка (на мартенсит или троостит).
Охлаждающая способность воды резко изменяется в зависимости от температуры воды; если эту способность при 18 ° принять за единицу, то при 74 ° охлаждающая способность будет иметь коэффициент 0,05.
К наиболее резким охладителям относится 10%-ный раствор NaOH в воде. Если температура 18 ° его коэффициент – 2,0. К умеренным охладителям относятся минеральные масла с коэффициентом 0,2-0,25.
Для закалки применяют различные приемы охлаждения в зависимости от марки стали, формы, размеров детали, технических требований к ним.
Простая закалка в одном охладителе (чаще всего в воде, в водных растворах) выполняется путем погружения детали до полного охлаждения. При охлаждении необходимо освобождать деталь от слоя пара хороший теплоизолятор. Такой способ закалки самый распространенный.
Для получения высокой твердости, наибольшей глубины закаленного слоя для углеродистой стали применяют охлаждение деталей при интенсивном обрызгивании.
Прерывистая закалка - процесс охлаждения в последовательно в двух средах: первая среда – охлаждающая жидкость (обычно вода); вторая – воздух или масло. Резкость такой закалки меньше, чем предыдущей.
Ступенчая закалка - процесс охлажденидеталь быстро погружают в соляной расплав и охлаждают до температуры несколько выше М Н (см. рис. 3), короткое время выдерживают, затем охлаждают на воздухе. Выдержка обеспечивает выравнивание температуры от поверхности к сердцевине детали, что уменьшает напряжения, возникающие при мартенситном превращении.
Способ погружения деталей в закалочную ванну должен быть таким, чтобы при закалке они как можно меньше коробились. Детали с большим отношением длины к диаметру или ширине (напильники, сверла и др.) следует погружать в охладитель вертикально.
Изотермическая закалка.
Изотермическая закалка (закалка в горячих средах) основана на изотермическом распадении аустенита; охлаждение ведется не до комнатной температуры, а до температуры несколько выше начала мартенситного превращения (200-300 ° , зависит от марки стали). Как охладитель используют соляные расплавы или нагретое до 200-250 ° масло. При температуре горячей ванны деталь выдерживается продолжительное время, пока пойдут инкубационный период и распадение аустенита. В результате получается структура игольчатого троостита, по твердости близкого к мартенситу, но более вязкого, прочного. Последующее охлаждение производится на воздухе.
Чтобы провести процесс изотермической закалки, вначале требуется быстрое охлаждение со скоростью не менее критической, чтобы избежать распадения аустенита в условиях, отвечающих перегибу С-образной кривой (см. Термобработка: Отжиг, нормализация. Рисунок 7). Следовательно, по этому методу можно закаливать только небольшие (примерно, диаметром до 8 мм) детали из углеродистой стали, так как запас энергии в более тяжелых деталях не позволит достаточно быстро их охладить. Это не относится, однако, к легированным сталям, большинство марок которых имеет значительно меньшие критические скорости закалки. Большим преимуществом изотермической закалки является возможность рихтовки (исправление искривлений) изделий во время инкубационного периода распадения аустенита (который длится несколько минут), когда сталь еще мягка и пластична. После изотермической закалки детали свободны от внутренних напряжений и не имеют трещин.
Закаливаемость стали. Под закаливаемостью понимают способность стали приобретать высокую твердость после закалки. Такая способность зависит главным образом от содержания углерода в стали: чем больше углерода, тем выше твердость. Объясняется это тем, что с повышением содержания углерода увеличивается число атомов, насильственно удерживаемых при закалке в атомной решетке железа. Иными словами, увеличивается степень пересыщения твердого раствора углерода в железе. В результате возрастают внутренние напряжения, что, в свою очередь, способствует увеличению числа дислокаций и возникновению блочной структуры.
Если в углеродистой стали содержание углерода будет меньше 0,3% (сталь 20, Ст3), то такая сталь уже не закалится. Для того чтобы понять это, следует вспомнить, что образование мартенситной структуры связано с перестройкой атомной решетки железа из гранецентрированной в объемно-центрированную. Температура, при которой происходит такая перестройка, зависит от содержания углерода. Роль углерода сводится к тому, что атомы его, находясь в решетке железа, как бы препятствуют перегруппировке атомов, которая необходима для перестройки решетки. Чем больше содержание углерода, тем ниже будет температура, при которой произойдет перестройка, т. е. образуется мартенситная структура. Зависимость температуры мартенситного превращения от содержания углерода в стали была показана на рис. 16. Как можно видеть, при содержании углерода 0,2% мартенситное превращение должно происходить при сравнительно высокой температуре — примерно 350—400°С. При такой температуре углерод еще сохраняет достаточно высокую подвижность и при перестройке решетки выходит из состояния твердого раствора, образуя химическое соединение — цементит. Пересыщение твердого раствора получается совсем незначительным, и потому структура закалки — мартенсит — не образуется.
Прокаливаемость стали. Под прокаливаемостью понимают глубину проникновения закаленной зоны, т. е. свойство стали закаливаться на определенную глубину от поверхности. Если, например, сверло диаметром 50 мм, изготовленное из инструментальной углеродистой стали, закалить в воде, а затем замерить твердость его в поперечном сечении, то окажется, что во внутренней зоне, расположенной вдоль оси сверла (сердцевине), твердость будет почти такой же, как до закалки, в то время как в наружной зоне, расположенной у поверхности, твердость резко повысится. Проверив затем микроструктуру, можно будет убедиться, что в сердцевине она будет перлитного типа, а у поверхности — мартенситного. Несквозная закалка объясняется неравномерным охлаждением детали при закалке: поверхность всегда охлаждается быстрее, чем сердцевина. Неравномерность охлаждения вызывается различными условиями теплоотвода у поверхности и в сердцевине. При погружении раскаленной детали в закалочную среду поверхность, соприкасаясь с холодной жидкостью, охлаждается с большой скоростью, в то время как отвод теплоты от сердцевины затруднен толщей горячего металла, и потому она охлаждается медленно. В результате скорость охлаждения поверхности оказывается выше критической, и поверхность закаливается, а скорость охлаждения сердцевины получается ниже критической, и последняя не закаливается. Очевидно, можно представить себе, что на некоторой глубине от поверхности Н (рис. 19) скорость охлаждения будет равна критической. Тогда ясно, что слои металла, расположенные на большей глубине, не закалятся, а слои, расположенные на меньшей глубине, т. е. ближе к поверхности, закалятся.
Глубина проникновения закаленной зоны, т. е. прокаливаемость, зависит главным образом от химического состава стали. С повышением содержания углерода до 0,8% прокаливаемость стали повышается. Дальнейшее повышение его содержания несколько снижает прокаливаемость.
За исключением кобальта все легирующие элементы, растворенные в аустените, затрудняют его распад и, следовательно, уменьшают критическую скорость закалки. В результате увеличивается прокаливаемость.
Для улучшения прокаливаемости в сталь вводят марганец, хром, никель, молибден и др. элементы. Особенно эффективно действует комплексное легирование, при котором полезное влияние отдельных элементов на прокаливаемость взаимно усиливается. Например, для стали с 0,4% С и 3,5% Ni критическая скорость закалки равна 150°С/с, а добавка 0,75% Мо снижает эту скорость до 4°С/с.
Те легирующие элементы, которые с углеродом могут давать химические соединения в виде карбидов (вольфрам, ванадий, титан и др.), повышают прокаливаемость только в том случае, если они при температуре закалки оказываются растворенными в аустените. Если же они будут оставаться в составе карбидов, то прокаливаемость снижается. В связи с этим с целью наиболее полного растворения карбидов и повышения благодаря этому прокаливаемости иногда значительно увеличивают температуру нагрева при закалке.
Из всего сказанного о влиянии легирующих элементов на прокаливаемость стали следуют два очень важных вывода:
1) при использовании легированных сталей можно получить сквозную прокаливаемость в деталях большого сечения, которые невозможно закалить насквозь при изготовлении их из углеродистой стали;
2) применение легированной стали вместо углеродистой позволяет снизить скорость охлаждения, необходимую для закалки, и использовать в качестве охладителя взамен воды — масло. В результате снижаются закалочные напряжения, уменьшается коробление и опасность образования трещин.
Наряду с химическим составом на прокаливаемость оказывают влияние и некоторые другие факторы: однородность аустенита, отсутствие в нем карбидов и иных примесей и включений, величина зерна и др. Чем однороднее аустенит и больше размер его зерен, тем выше будет прокаливаемость.
Отпуск является окончательной термической обработкой. Целью отпуска является повышение вязкости и пластичности, снижение твердости и уменьшение внутренних напряжений закаленных сталей (см. Закалка стали). С повышением температуры нагрева прочность обычно снижается, апластичность и вязкость растут. Температуру отпуска выбирают, исходя из требуемой прочности конкретной детали.
Термическая обработка металла. Термическая обработка металлов и сплавов. Виды термической обработки металлов. Виды термообработки.
Различают три вида отпуска:
1. Низкий отпуск с температурой нагрева Тн = 150…300oС.
В результате его проведения частично снимаются закалочные напряжения. Получают структуру – мартенсит отпуска. Проводят для инструментальных сталей после закалки токами высокой частоты или после цементации.
2. Средний отпуск с температурой нагрева Тн = 300…450oС.
Получают структуру – троостит отпуска, сочетающую высокую твердость 40…45HRC c хорошей упругостью и вязкостью. Используется для изделий типа пружин, рессор.
3. Высокий отпуск с температурой нагрева Тн = 450…650oС..
Получают структуру, сочетающую достаточно высокую твердость и повышенную ударную вязкость (оптимальное сочетание свойств) – сорбит отпуска. Используется для деталей машин, испытывающих ударные нагрузки. Комплекс термической обработки, включающий закалку и высокий отпуск, называется улучшением.
Способы закалки. Способы закалки стали. Виды закалки стали. Технология закалки стали. Режимы закалки сталей. Закалка стали. Закалка металла. Виды закалки. Температура закалки. Закаливаемость. Прокаливаемость. Критический диаметр.
Отпускная хрупкость
Обычно с повышением температуры отпуска ударная вязкость увеличивается, а скорость охлаждения не влияет на свойства. Но для некоторых сталей наблюдается снижение ударной вязкости. Этот дефект называется отпускной хрупкостью.
Зависимость ударной вязкости от температуры отпуска
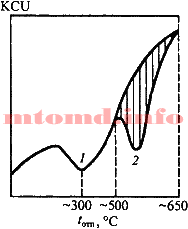
Отпускная хрупкость I рода наблюдается при отпуске в области температур около 300oС. Она не зависит от скорости охлаждения. Это явление связано с неравномерностьюпревращения отпущенного мартенсита (см. Мартенсит. Мартенситное превращение.). Процесс протекает быстрее вблизи границ зерен по сравнению с объемами внутри зерна. У границ наблюдается концентрация напряжений, поэтому границы хрупкие.
Отпускная хрупкость I рода “необратима“, то есть при повторных нагревах тех же деталей не наблюдается.
Нормализация стали. Температура нормализации стали. Процесс нормализации стали.
Отпускная хрупкость II рода наблюдается у легированных сталей при медленном охлаждении после отпуска в области 450…650oС. При высоком отпуске по границам зерен происходит образование и выделение дисперсных включений карбидов. Приграничная зона обедняется легирующими элементами. При последующем медленном охлаждении происходит диффузия фосфора к границам зерна. Приграничные зоны обогащаются фосфором, снижаются прочность и ударная вязкость. Этому деекту способствуют хром, марганец и фосфор. Уменьшают склонность к отпускной хрупкости II рода молибден и вольфрам, а также быстрое охлаждение после отпуска.
Отжиг стали. Отжиг второго рода. Полный отжиг. Неполный отжиг. Полный и неполный отжиг. Изотермический отжиг.Отжиг стали. Отжиг первого рода. Диффузионный отжиг. Отжиг рекристаллизационный. Отжиг для снятия напряжений.
Отпускная хрупкость II рода “обратима“, то есть при повторных нагревах и медленном охлаждении тех же сталей в опасном интервале температур дефект может повториться.
Стали, склонные к отпускной хрупкости II рода, нельзя использовать для работы с нагревом до 650oС без последующего быстрого охлаждения.