

Лекции Т / Л9 Применение трехмерного моделирования
.pdfПрименение технологии трёхмерного моделирования при освоении новых изделий
Молчанов О.В. Стародубцев Д.Н.
В данной статье речь пойдёт об опыте применения российского программного обеспечения специалистами инженерного центра ОАО «Южноуральский арматурноизоляторный завод» (http://www.aiz.ru). Одной из задач инженерного центра является организация освоения и постановка на производство новых изделий: изоляторов и арматуры для линий электропередачи. Инженерный центр объединяет три самостоятельных отдела: отдел проектирования изоляторов, отдел линейной арматуры, отдел литейных технологий.
Первые серьёзные шаги в направлении автоматизации процесса проектирования мы сделали в 1999 году - это было приобретение программного обеспечения фирмы «Топ Системы».
С тех пор программные продукты T-FLEX CAD 2D, T-FLEX CAD 3D пользуются заслуженным уважением специалистов отделов инженерного центра и инструментального производства завода. Мы стабильно получаем обновления и не медлим с переходом на новые версии. Главное то, что наши растущие требования к программному обеспечению совпадают с развитием этих программ. Переход АО «Топ Системы» на ядро Parasolid сделал T-FLEX CAD 3D версии v.7.1 серьёзным инструментом твёрдотельного моделирования. Несмотря на периодически появляющиеся в процессе работы системы T-FLEX CAD сообщения о выполнении программой «недоступной операции», интерес к твёрдотельному моделированию в конструкторской среде сейчас напоминает распространение гриппа. Даже инструментальщики, решающие локальные задачки с помощью AutoCAD, увидели в T-FLEX CAD 3D v.7.1 свои новые возможности. С каждым полученным обновлением система работает всё стабильнее и дружелюбнее по отношению к своему пользователю.
Хочется отметить, что проблем с освоением 2D-проектирования в конструкторской среде не возникает. Специалисту, простоявшему за кульманом часть своей жизни, плюсы перехода к электронному черчению очевидны. Он доволен тому, что нормоконтроль перестаёт придираться к его почерку и толщине линий и теперь он тратит больше времени на конструирование. Перечень преимуществ очень длинный и это замечательно. Но эффективность этого направления автоматизации проектирования аналогична переходу бухгалтеров с деревянных счётов на калькуляторы. Будущее за твёрдотельным моделированием. Казалось бы, что тут доказывать? Ясно, что те организации, которые прилагают свои усилия только в направлении 2D-проектирования, допускают ошибку. Однако классическая технология проектирования, освоения и постановки на производство изделия прочно сидит в головах наших инженеров. Они выросли на предприятиях, золотые годы которых были и останутся в советское время. Сама мысль о том, что бумажная конструкторскотехнологическая документация может быть второстепенным продуктом и ее оформление можно выполнить после получения положительного результата изготовления опытного образца, большинством воспринимается кощунственной.
Цель, которую мы ставим перед собой сегодня – внедрение технологии твёрдотельного моделирования в первую очередь для изделий литейного производства нашего завода. Однако, представление этой технологии как комплексного процесса, в основе которого лежит работа с 3D-моделями, а не чертежами, вызвало у многих сотрудников и руководителей трудности в понимании её сути.
Для того чтобы показать специалистам преимущества технологии твёрдотельного моделирования, мы решили освоение двух аналогичных изделий выполнить разными путями. Затем сделать сравнительный анализ по срокам выполнения проектов, затратам на подготовку технологии, количеству ошибок и исправлений конструкторско-технологической документации и наглядно показать разницу.

Были взяты два изделия линейной арматуры. Основная деталь – корпус, изготавливается по технологии литья по полистирольным газифицированным моделям из высокопрочного чугуна марки ВЧ-50 модифицированного молибденом. Для получения пеномоделей используются пресс-формы. Пресс-форма в данном случае наиболее трудоёмкий в проектировании и дорогой в изготовлении элемент технологического процесса.
План-график выполнения работ на «ушко однолапчатое У1-16-20», освоение которого началось в январе по классической 2D-технологии, предусматривает разработку конструкторской документации полного комплекта оснастки - два месяца, изготовление отливок для пресс-формы корпуса - один месяц, изготовление одной пресс-формы - один месяц, отливка, корректировка КД и оснастки, сборка, проведение испытаний, оформление документации - ещё два месяца. Бюджет мероприятий на полгода составил 100 тысяч рублей.
План-график на «ушко двухлачатое У2-16-20» по технологии 3D-проектирования укладывается в 60 дней, из которых 20 дней пойдёт на оформление документации, протоколов, актов постановки на производство. Запланированный бюджет - 80 тысяч рублей.
Что же это за такая замечательная технология, для понятия которой нужно коренное изменение психологии руководителей и специалистов? Что бы лучше это объяснить, мы предлагаем подробное описание последовательности наших действий при освоении изделия У2-16-20. Главная особенность процесса – возможность одновременной работы в проекте специалистов разных подразделений, каждый из которых выполняет свою часть.
Первый этап работ – разработка твёрдотельной модели изделия (рис.1) и модели отливки ушка (рис.2) выполнял специалист отдела линейной арматуры Стародубцев Дмитрий.
Рис.1 Твёрдотельная модель изделия
Рис.2 3D-модель отливки ушка
Надо сказать, что свою работу с точки зрения конструктора оснастки и технологалитейщика он сделал небезукоризненно. Это ещё раз подчеркивает необходимость участия

специалистов разных областей на самых ранних этапах проектирования. Но самым приятным оказалось то, что все замечания к модели исправлялись в буквальном смысле «на лету».
Практически с небольшим отставанием от первого этапа начинается второй - проектирование 3D-модели пресс-формы (рис.3). Его выполнил конструктор отдела литейных технологий Мельников Юрий Николаевич, который использовал 3D-модель отливки для получения формообразующих поверхностей пресс-формы и параллельно готовил эскизы, необходимые для изготовления оснастки. Хотя, в принципе, для достижения большего эффекта эскизы и оформление конструкторской документации можно было поручить менее квалифицированному конструктору (чертёжнику). Отметим, что проектирование оснастки с самого начала опиралось на активное участие в работе технологов-литейщиков, что позитивно сказалось на качестве конструкторской разработки.
Рис.3 3D-модель пресс-формы
Надо также оценить безукоризненную, высококвалифицированную работу специалистов инструментального цеха, выполнявших параллельно с проектированием 3D-моделей подготовку производства – разработку технологического процесса изготовления пресс-формы, разработку управляющих программ для фрезерной обработки, подготовку режущего и мерительного инструмента, заготовок. Причем технолог инструментального цеха Поблагуев Михаил принимал непосредственное координирующее участие в разработке 3D-моделей. На этапе проектирования модели изделия уже учитывались вопросы обеспечения технологичности изготовления оснастки. Экспорт геометрии пресс-формы из T-FLEX CAD 3D в CAM-систему был без проблем выполнен через формат данных IGES. Механическая обработка формообразующих поверхностей пресс-формы осуществлялась на достаточно распространённом в России вертикально-фрезерном станке ГФ-2171С5 с ЧПУ 2С42-65.
Работы по проекту были начаты 25 февраля, а 25 марта мы уже фотографировали опытные оцинкованные образцы «ушка двухлапчатого У2-16-20» (фото 1), «пресс-форму для пеномодели отливки ушка» (фото 2) и сами пеномодели (рис.4). Для анализа, испытаний и оформления конструкторско-технологической документации осталось ещё достаточно времени.

Фото 1 Ушко двухлапчатое У2-16-20 Фото 2 Пресс-форма для пеномодели отливки ушка
Рис.4 Пеномодели
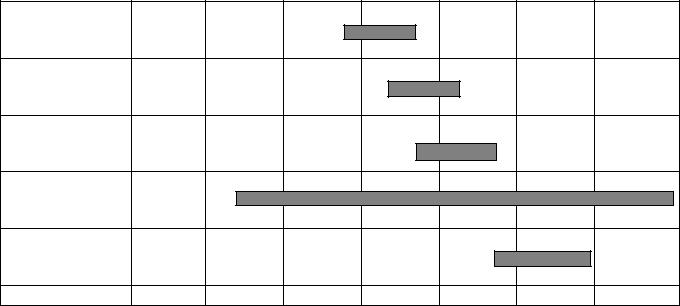
Более наглядным изображением последовательности выполнения работ является сетевой график основных этапов, выполнявшихся в ходе реализации этого проекта (рис.5).
Этапы |
1 неделя |
2 неделя |
3 неделя |
4 неделя |
5 неделя |
6 неделя |
7,8 неделя |
|||||||||
Разработка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
модели изделия |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Разработка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
модели отливки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Разработка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
модели оснастки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Подготовка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
пр-ва оснастки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Изготовление |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
п/формы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Изготовление |
|
|
|
|
|
|
|
опытных |
|
|
|
|
|
|
|
образцов |
|
|
|
|
|
|
|
Анализ |
|
|
|
|
|
|
|
результатов, |
|
|
|
|
|
|
|
испытания |
|
|
|
|
|
|
|
Корректировка, |
|
|
|
|
|
|
|
отливка |
|
|
|
|
|
|
|
опытной партии |
|
|
|
|
|
|
|
Оформление |
|
|
|
|
|
|
|
НТД |
|
|
|
|
|
|
|
Испытания, |
|
|
|
|
|
|
|
оформление |
|
|
|
|
|
|
|
актов |
7 |
14 |
21 |
28 |
35 |
42 |
60 |
Дни: |
Рис.5 Сетевой график планирования работ
Из графика без комментариев видно, в чём разница и за счёт чего достигается эффект. Эти очевидные преимущества, которые мы получили, используя 3D-модели, можно
дополнить наличием у модели реальных физических свойств (материал, вес, объём, площадь поверхности и т.д.), возможностью проведения прочностных расчётов, моделирования испытаний, применения технологии быстрого прототипирования, использованием фотореалистичных изображений изделий в рекламных целях.