

ДОНБАССКИЙ государственный технический университет
кафедра обработки металлов давлением и металловедения
О.А. КОВАЛЕНКО
МЕХАНИЧЕСКАЯ ОБРАБОТКА металлов
конспект лекций
для студентов направления 6.050401 «Металлургия»
Специальности «Обработка металлов давлением»
БАКАЛАВР
дневной и заочной формы обучения
Алчевск, 2009
СОДЕРЖАНИЕ
Тема № 1. «Общая характеристика механической обработки. Элементы режима резания. Классификация металлообрабатывающих станков»
Тема № 2. «Механизмы станков. Приводы и передачи. Кинематические схемы»
Тема № 3. «Элементы и геометрия режущего инструмента. Материалы, применяемые для изготовления режущего инструмента. Их износостойкость»
Тема № 4. «Обработка заготовок на станках токарной группы, сверлильных и фрезерных станках».
Тема № 5. «Операции механической обработки, осуществляемые на станках различных групп. Способы повышения стойкости режущего инструмента».
Тема № 6. « Сварка плавлением Физическая сущность. Виды сварки плавлением».
Тема № 7. «Сварка давлением. Физическая сущность. Виды сварки давлением».
Тема № 8 . «Другие виды получения сварных соединений. Дефекты сварных соединений»
Основы обработки резанием
Обработка металлов резанием – процесс срезания режущим инструментом с поверхности заготовки слоя металла для получения требуемой геометрической формы, точности размеров, шероховатости и чистоты поверхности деталей.
Качество обработки. Точность – степень соответствия фактически полученных при обработке размеров деталей расчетным данным.
Существует 10 классов точности: 1, 2, 2а, 3, 3а, 4, 5, 7, 8, 9. каждому классу точности соответствует свой допуск (разница между минимальными и максимальными размерами, в пределах которых находится действительный размер детали).
1
класс – точное приборостроение
(![]() 0,0005мм);
0,0005мм);
2,
2а
– автомобильные и авиадвигатели (![]() 0,0025
– 0,005мм);
0,0025
– 0,005мм);
3, 3а – общее машиностроение;
4 – машино-, тепловозостроение;
7, 8, 9 – литье, ковка, прокатка.
Чистота поверхности (шероховатость) – совокупность неровностей, образующих рельеф поверхности.
Существует 14 классов: 1й – наиболее грубый (√1, √5).
Шероховатость грубее 1го класса - √, над которым указывают высоту неровностей Rz в мкм.
Методы обработки металлов резанием.
Точение
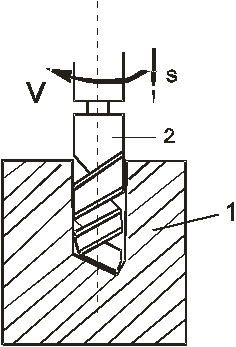
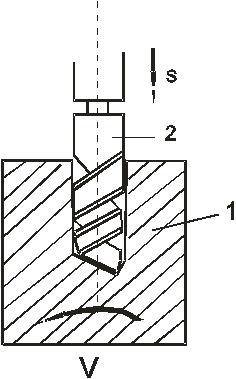
Сверление
Строгание
Протягивание
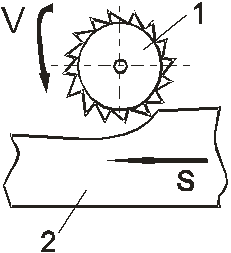
Фрезерование
Шлифование
Отделочные методы.
Требуемая геометрическая форма и ее размеры получаются в результате определенных движений инструмента и заготовки.
Различают: главное движение – V; движение подачи – S; вспомогательное движение.
Главное движение – движение, определяющее скорость отделения стружки (скорость резания).
Движение подачи – движение, обеспечивающее врезание инструмента (режущего лезвия) в материал и определяющее толщину срезаемого слоя.
Вспомогательные движение – движения, не имеющие непосредственного отношения к процессу резания (транспортировка и закрепление детали, переключение скоростей, перемещение инструмента). Главное движение и движение подачи может быть вращательным или поступательным и сообщаться либо инструменту, либо заготовке.


|
Способ обработки |
Движение | |
|
Заготовки |
Инструмента | |
|
Точение |
Главное - вращательное |
Подачи – поступательное |
|
Сверление (сверлильный станок) |
— |
V (вращательное) S (поступательное) |
|
Сверление (токарный станок) |
Главное - вращательное |
Подачи – поступательное |
|
Фрезерование |
Подачи - поступательное |
Главное – вращательное |
|
Строгание (поперечно-строгальный станок) |
Подачи - прерывистое |
Главное – возвратно-поступательное |
|
Строгание на продольных строгальных станках |
Главное – возвратно-поступательное |
Подачи - прерывистое |
Основные элементы режущего инструмента. Наиболее удобно рассматривать на примере токарного резца, хотя такие же элементы можно выделить и у других видов инструмента.
Резец состоит из рабочей части I – головки и стержня II – с помощью которого он крепится в резцедержателе.
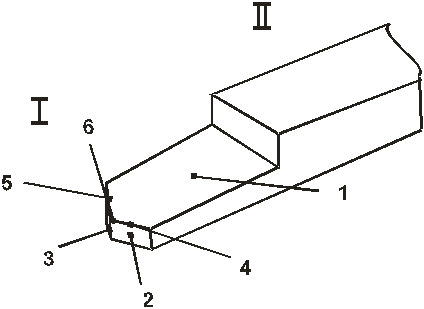
Элементы режущей части:
передняя поверхность – поверхность, по которой сходит стружка;
главная задняя поверхность – поверхность, обращенная к поверхности резания заготовки;
вспомогательная задняя поверхность – поверхность, обращенная к обработанной части заготовки;
главное режущее лезвие – линия пересечения 1 и 2;
вспомогательное режущее лезвие – линия пересечения 1 и 3;
вершина резца – точка пересечения режущих лезвий (может быть острой или закругленной)
Элементы резания. Режим резания – совокупность скорости резания V, подачи S и глубины резания t.
Скорость резания – путь перемещения точки режущего лезвия инструмента относительно заготовки в направлении главного движения в единицу времени.
При
вращательном движении:
![]() ,
(м/с) (м/мин),
,
(м/с) (м/мин),
где Д – диаметр заготовки;
п – число оборотов заготовки.

Подача – величина перемещения режущего лезвия инструмента относительно заготовки в направлении движения подачи за один оборот заготовки (при точении) или за один двойной ход (при строгании).
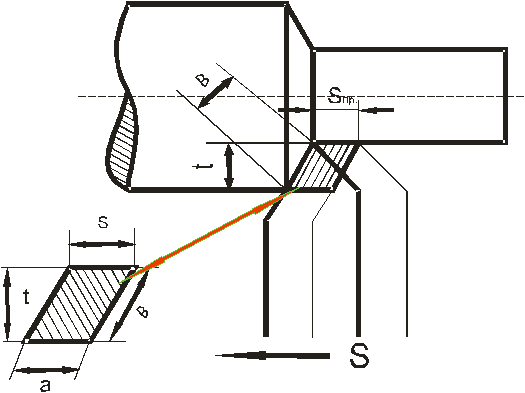
Глубина
резания
– расстояние между обрабатываемой и
обработанной поверхностью заготовки,
измеренное перпендикулярно оси заготовки
за один проход инструмента:
![]() ,
,
где d – диаметр обработанной поверхности.
Ширина срезаемого слоя – расстояние между обработанной и обрабатываемой поверхностями, измеренное по поверхности резания.
При выборе режима резания назначают V, S, t – по возможности максимальными. Вначале t и S, затем по эмпирическим зависимостям V=f (S, t, T(стойкость инструмента)) выбирают V.