

Клапанные пружины
Для правильного контроля поломанных пружин нужно следовать указаниям соответствующего раздела предыдущей главы.
Направляющие втулки клапанов
Направляющие втулки для впускных и выпускных клапанов изготовлены из чугуна и различаются по внутреннему диаметру, который больше у втулок выпускных клапанов. Кроме того, направляющие втулки выпускных клапанов короче, что позволяет Легко отличить их.
Очистить направляющие втулки с помощью тряпки, смоченной в бензине. Стержни клапанов легче всего очищать проволочной щеткой, вставленной в дрель.
Проверить направляющие втулки на износ с помощью контрольного стержня. Если его закрытая сторона входит в отверстие, то нужно заменить направляющую втулку. Выбить направляющую втулку с помощью подходящего стержня. Если еще можно установить направляющие втулки с нормальным размером 1, то их нужно выбить с помощью специального стержня. Если нужно установить втулки ремонтного размера, то необходимо обработать основное отверстие с помощью ручной развертки. Так как новые втулки перед установкой нужно охладить с помощью сухого льда, то для замены втулок лучше обращаться в мастерскую.
Перед заменой направляющих втулок нужно проверить общее состояние блока цилиндров. После запрессовки нужно развернуть втулки до диаметра 8,00 - 8,015 мм для впускных клапанов или 9,00 - 9,015 мм для выпускных клапанов.
Перед заменой направляющих втулок нужно также заменить клапаны и перешлифовать седла клапанов. После замены нужно отфрезеровать седла клапанов. Если же они выглядят так, что седла уже нельзя больше перешлифовать, то не следует заменять втулки.
Седла клапанов
Если подшипники распределительного вала разбиты, то можно установить восстановленную головку блока. В этом случае не нужно проводить никаких работ на седлах клапанов.
Проверить все седла клапанов на наличие следов износа или образование зазубрин. Небольшие следы износа можно удалить 45-градусной фрезой. Если седло выработано уже слишком глубоко, то нужно заменить кольца седел клапанов.
Кольца седел клапанов запрессованы в головку блока цилиндров, и старое кольцо лучше удалить, высверлив его или вывернуть его с помощью приспособления для обработки седел клапанов. При этом нужно обязательно следить за тем, чтобы не повредить головку блока цилиндров. Основное отверстие (D1) нужно измерить и, если нужно, развернуть до следующего ремонтного размера. Разворачивать кольца седел клапанов ремонтных размеров до тех пор, пока не будет достигнуто перекрытие в 0,068 - 0,10 мм. Кольца седел клапанов для впускных клапанов больше по диаметру.
Размеры
колец седел клапанов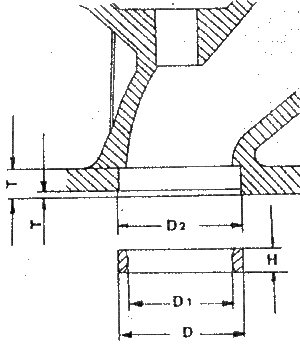 D.
Наружный диаметр кольца седла клапана;D1.
Внутренний диаметр кольца седла клапана;
D2.
Посадочное отверстие в головке цилиндров;
Н.
Высота кольца седла клапана; Т.
Расстояние между поверхностью головки
и верхней стороной кольца седла клапана.
D=40,100-40,084 мм для впускного клапана,
37,100-37,084 мм для впускного клапана;
D2=40,000-40,016 мм для впускного клапана,
37,000-37,016 мм для выпускного клапана;
Н=6,97-7,00 мм для всех клапанов;Т=2,37-2,25
мм для впускных клапанов, 2,44-2,25 для
выпускных клапанов.
D.
Наружный диаметр кольца седла клапана;D1.
Внутренний диаметр кольца седла клапана;
D2.
Посадочное отверстие в головке цилиндров;
Н.
Высота кольца седла клапана; Т.
Расстояние между поверхностью головки
и верхней стороной кольца седла клапана.
D=40,100-40,084 мм для впускного клапана,
37,100-37,084 мм для впускного клапана;
D2=40,000-40,016 мм для впускного клапана,
37,000-37,016 мм для выпускного клапана;
Н=6,97-7,00 мм для всех клапанов;Т=2,37-2,25
мм для впускных клапанов, 2,44-2,25 для
выпускных клапанов.
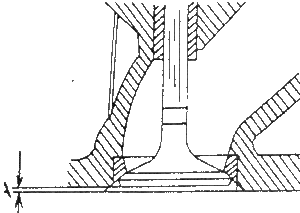
Нагреть головку блока цилиндров в водяной бане примерно до 90°С, а кольцо седла клапана охладить с помощью сухого льда. Вбить кольцо седла клапана подходящим стержнем. Произвести обработку кольца седла клапана с помощью специального приспособления или с помощью шлифовальной машинки. Используя клапан, измерить расстояние (А). Оно должно составлять на новом клапане и новом кольце седла клапана 0,1-0,5 мм. Граница износа составляет 1,0 мм.

После обработки измерить ширину седла клапана. Если она у впускных клапанов не составляет 2,5 мм и у выпускных - 3,5 мм, то необходимо обработать седло вверху 15-градусной фрезой, а внизу - 60-градусной фрезой.
Фрезерные работы нужно закончить, когда седло будет иметь нужную ширину. Обработанные седла клапанов нужно притереть. Для этого смазать поверхность седла клапана шлифовальной пастой и вставить клапан в соответствующее седло. Зажать стержень клапана подходящим способом и вращать клапан туда-сюда. Постепенно проворачивать клапан на четверть оборота и затем снова притирать его. При необходимости добавить шлифовальной пасты.
После притирки тщательно очистить все детали от грязи и шлифовальной пасты и проверить прилегание клапана к седлу. На обеих деталях должно быть видно непрерывное матовое кольцо которое дает ширину седла клапана. С помощью карандаша нанести несколько штрихов на кольце тарелки клапана, чтобы расстояние между ними было около 1,0 мм. После этого дать клапану упасть в направляющую и на седло и повернуть клапан на 90°, приложив к нему небольшое усилие.
Вынуть клапан и проверить, удалены ли карандашные штрихи на кольце седла. Если ширина седел клапанов находится в нужных пределах, то можно устанавливать головку. В противном случае доработать седла клапанов или, в крайнем случае, установить реставрированную головку. В этом случае переставить старые детали на новую головку.Клапаны
Из-за использования гидравлических уравнительных элементов для регулировки клапанного зазора концы стержней впускных и выпускных клапанов должны специально проверяться, чтобы поддерживать высокую эффективность их работы.
Небольшие повреждения поверхности тарелки клапана можно устранить притиркой клапанов в седлах в головке блока цилиндров, как описано выше. Если клапаны на уплотняемых поверхностях выглядят небезупречно, то их можно перешлифовать в шлифовальной машинке. У притертого и перешлифованного клапана, который находится в хорошем состоянии, толщина кромки тарелки клапана должна составлять у впускных клапанов 0,5 - 0,7 мм и у выпускных 0,5 - 0,6 мм.
Клапаны заполнены натрием, как и у других двигателей фирмы Mercedes.
 Измерить
клапаны. Размеры должны соответствовать
размерам, приведенным в таблице. Заменить
все клапаны, не удовлетворяющие данному
условию.
Измерить
клапаны. Размеры должны соответствовать
размерам, приведенным в таблице. Заменить
все клапаны, не удовлетворяющие данному
условию.
|
|
диаметр тарелкиклапана (D) мм |
диаметр стержняклапана (D1) мм |
длинаклапана (L) мм |
|
Впускной клапан |
38,60 |
7,97 |
106,4 |
|
Выпускной клапан |
35,0 |
8,96 |
106,4 |
При приобретении клапанов нужно всегда сообщать, что они используются на дизельном двигателе, и какие клапаны требуются впускные или выпускные. Иногда возможно заменить только впускные клапаны, когда они, к примеру, обгорели по краям.Головка блока цилиндров
Тщательно очистить поверхности головки и блока цилиндров и проверить поверхность головки на деформацию. Для этого приложить линейку к головке и проверить с помощью плоского щупа зазор между линейкой и поверхностью головки в продольном, поперечном и в диагональном направлениях. Если возможно вдвинуть щуп толщиной более 0,1 мм при измерениях в продольном направлении, то следует перешлифовать головку в мастерской. Имеются различные подкладки для минимальной высоты головки цилиндров. Если головка блока измеряется поперек головки, то зазора между линейкой и поверхностью головки быть не должно. Головку можно перешлифовывать, пока высота установки клапана (А) не будет иметь допустимые значения.
Следует также проверить размер выступания предкамеры для впрыска дизельного топлива. Конец предкамеры должен выступать на 7,6 - 8,1 мм. В мастерской корректируют этот размер путем подкладывания уплотнительных колец различной толщины под предкамеру, чтобы она выступала на нужную величину.Распределительный вал
Настоящий раздел описывает только проверки, производимые на распределительном валу.
»
Вложить вал обоими концевыми шейками
в призмы или зажать между концами
токарного станка и установить стрелочный
индикатор на среднюю шейку.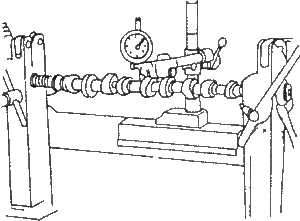 »
Медленно вращая вал, следить за показаниями
индикатора. Если они превышают 0,01 мм,
то вал изогнут, и его надо заменить.
»
Медленно вращая вал, следить за показаниями
индикатора. Если они превышают 0,01 мм,
то вал изогнут, и его надо заменить.