

1 Історія, сучасний стан і перспективи розвитку підприємства
У 1928 році в Дніпропетровську була створена майстерня (артіль) з виробництва одягу і чоботарських щіток. Майстерня знаходилась на вул. Красній. З розширенням і розвиванням виробництва артіль почала робити промислові щітки і дротяні шкребки.
У 1963 році на базі цього артіллю було створено Головне підприємство, а із 1971 року до сьогодення – на основі суспільної власності Дніпропетровське учбово-виробниче об’єднання (ДУВО) «Луч» Українського товариства сліпих (УТОС) с Головним підприємством, розташованим за адресою: м. Дніпропетровськ, вул. Шина, 14. Власником об’єднання в цілому є Українське товариство сліпих в обличчі Центрального правління (м. Київ).
Сьогодні
ДУВО «Луч» УТОС є одним із великих
об’єднань системи УТОС. Складається
він з п’яти підприємств, розташованих
в містах: Нікополі, Кривому Розі,
Дні продзержинську
та Дніпропетровську. В Головному
підприємстві ДУВО «Луч» УТОС сьогодні
працює 571 людина.
продзержинську
та Дніпропетровську. В Головному
підприємстві ДУВО «Луч» УТОС сьогодні
працює 571 людина.
Характерист
 ика
цеху з переробки пластмас
ика
цеху з переробки пластмас
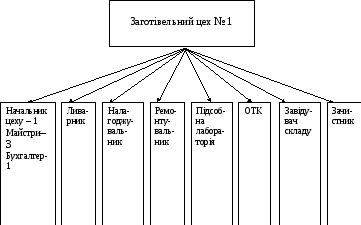
Рис. 2.1 Схема структури цеху лиття під тиском
Джерела сировини, його якісна і кількісна характеристика
На даному підприємстві використовують такі марки поліетилену (таблиця 3.1.1).
Таблиця 2.1
Поліетилен високого тиску. Марки 15803-020, 10703 - 020, 10803 - 020, 11304-040 ДСТУ 16337 [ ].
|
Марка |
Спосіб переробки |
Призначення |
|
15803-020 |
Лиття під тиском |
1) малогабаритні вироби зі стінками товщиною 3 мм та більше; 2) крупно габаритні вироби зі стінкою товщиною 3 мм та більше; |
|
15803-020 |
Лиття під тиском |
1) малогабаритні вироби зі стінками товщиною 3 мм та більше; 2) малогабаритні вироби зі стінками товщиною 1,5 мм та більше; |
|
10803-020 |
Лиття під тиском |
малогабаритні вироби зі стінками товщиною 3 мм та більше |
|
11304-040 |
Лиття під тиском |
1) малогабаритні вироби зі стінками товщиною 3 мм та більше; 2) малогабаритні вироби зі стінками товщиною 1,5 мм та більше; |
Приведені марки ПЕВТ мають наступні фізико-механічні властивості.
Таблиця 2.2
Фізико-механічн і
властивості базових марок ПЕВТ.
і
властивості базових марок ПЕВТ.
|
Показник |
Марка | ||
|
10703-020 |
10803-020 |
11304-040 | |
|
Густина (номінальне значення), кг/м3 |
918,5 |
918,5 |
924 |
|
Показник текучості розплаву (номінальне значення) при 190 °С та вагою груза 2,16 кг, г/10 хв |
2 |
2 |
4 |
|
Ступінь кристалічності, % |
40-35 |
40-35 |
40-35 |
|
Показник текучості при розтягу, МПа |
9,3 |
9,3 |
10,8 |
|
Міцність при розриві, МПа |
12,2 |
12,2 |
12,2 |
|
Відносне подовження при розриві, % |
550 |
600 |
500 |
|
Стійкість до розтріскування під напруженням |
2,5 |
2 |
0,5 |
|
Твердість по вдавлюванні кульки, МПа |
18-19 |
18-19 |
22-23 |
|
Модуль пружності при вигині, МПа |
98 |
98 |
127 |
Властивості марок ПЕНТ, що використовуються для литтєвих виробів на даному виробництві.
Таблиця
2 .3
.3
Поліетилен низького тиску. Марки: 276-84, 277-73 ДГСТ 16338 [ ].
|
Показник |
Марка | ||
|
277-73 |
276-84 | ||
|
Вищий гатунок |
Перший гатунок | ||
|
Густина (номінальне значеннях), г/см3 |
0,95-0,955 |
0,958-0,963 | |
|
Показник текучості розплаву (номінальне значення) при 190 °С та вагою груза 2,16 кг, г/10 хв |
0,1-0,3 |
0,5-0,9 | |
|
Розброс показника текучості розплаву в межах партії, % не більше |
±10 |
±18 |
±10 |
|
Кількість включень, шт. не більше |
5 |
20 |
5 |
|
Масова частка попелу, % не більше |
0,04 |
0,06 |
0,03 |
|
Масова частка летких речовин, % не більше |
0,09 |
0,10 |
0,09 |
|
Межа текучості при розтягу, МПа (кгс/см), не менше |
22,6 (230) |
22,6 (230) |
25,5 (260) |
|
Стійкість при розриві, МПа (кгс/см2), не менше |
29,4 (300) |
21,6 (220) |
27,8 (280) |
|
Відносне подовження при розриві, %, не менше |
700 |
450 |
700 |
Для під тиском, також, використовують поліпропілен. Литтєві марки поліпропілену мають наступні властивості.
Таблиця
2 .4
.4
Властивості поліпропілену.
|
Найменування показника |
Значення |
|
1 |
2 |
|
Густина, кг/м3 |
900-910 |
|
Насипна густина гранул, кг/м3 |
440-520 |
|
Вологопоглинання за 24 год., % |
0,01-0,03 |
|
Лінійна усадка у формі, % |
1,9-2,0 |
|
Температура плавлення, 0С |
160-168 |
|
Теплостійкість при навантаженні 46 Н/см2∙К |
140-145 |
|
Температура крихкості, 0С |
(+5)-(-15) |
|
Коефіцієнт лінійного розширення (від 30 до 1000), 1/0С |
(1,1-1,8)∙10-4 |
|
Питома теплоємність при 20 0С, кДж/кг∙К |
1,93 |
|
Коефіцієнт теплопровідності, Вт/ м, 0С |
0,16-0,22 |
|
Межа текучості при розтягуванні поліпропілену низького тиску, МПа (кгс/см2) |
30-38 (306-384) |
|
Відносне подовження при розриві для марки 21030, % |
24,5-39 (250-400) |
|
Модуль пружності при вигині, МПа (кгс/см2) |
200-1000 |
|
Твердість по Роквелу, α |
1220-1670 (12500-17000) |
|
Питомий об'ємний електричний опір, Ом∙см |
50-70 |
|
Ударна в'язкість по Ізоду з надрізом, Дж/м |
100-110 |
|
Тангенс кута діелектричних втрат при частоті 50 Гц для марки 01003, 01005, 01010, 01020, не більш |
5 ∙ 10-4 |
|
Діелектрична проникність при частоті 50 Гц для марок 01003, 01005, 0110, 01020, не більш |
2,4 |
Продовження
таблиці 2 .4
.4
|
1 |
2 |
|
Електрична міцність (при товщині зразка 2 мм) при змінній напрузі для марок 01003, 01005, 01010, 01020, кВт/мм, не менше |
25 |
2.2 Номенклатура, призначення, народногосподарське значення та основні споживачі продукції цеху
Компанія виробляє різноманітні види тари та упаковки, будучи одним з визнаних лідерів в цій галузі.
Підприємство пройшло складний шлях становлення власних технологій і принципів роботи і по цей час продовжує їх удосконалювати. На "Луч" - УТОС виготовляється пластмасова тара різних форм, об'ємів і широкою кольоровою гамою. Виробництво тари здійснюється на сучасних технологічних лініях з урахуванням санітарно-гігієнічних і екологічних вимог. Герметичність і застосування високоякісних фарбників дозволяє використовувати таку упаковку для всіх видів товару.
На цей час пластмасова тара має підвищений попит різних будівельних компаній, а також підприємств, що виготовляють лакофарбну продукцію, фірм випускаючих мастила і масла.
Пластмасова тара виготовляється методом лиття під тиском на сучасному високотехнологічному устаткуванні.
Початковою сировиною служить сополімер поліпропілену торгової марки “Ліпол”. Матеріал має універсальні властивості: стійкий до високих та низьких температур, міцний і при цьому еластичний, стійкий до механічних пошкоджень.
Екологічно чистий матеріал дозволяє переробку до декілька разів, тим самим сприяє підвищенню екологічного становища навколишнього середовища.
Пластикова тара застосовується для фасовки та упаковки фарб, лаків, будівельних мас, штукатурки, пральних порошків, добрив, мастил. Особливі види поліпропілену дозволяють використовувати тару в харчовій промисловості.
Широка гама продукції, що випускається, від 2,5 до 20 літрів, дозволяє задовольнити найрізноманітніші потреби замовників. Всі види тари мають залізну ручку з оцинкованим покриттям і контрольну пломбу.
Міцні і надійні пластикові відра різного об'єму зручні, як зворотня тара. Полімерна тара забезпечує 100 % герметичність і високий рівень захисту продукту при транспортуванні
Висока якість та конкуренто здібність продукції на споживчому ринку дали можливість прийняти та завоювати Диплом III ступеню в Міжнародному Форумі "ПРИМУС: AMBIENTE УКРАЇНИ".
Одним з напрямів діяльності об'єднання ДУПО "Луч" УТОС є випуск господарських товарів і садово-городнього інвентаря з полімерів. Також об'єднання випускає електротехнічні вироби (електричні подовжувачі з різним перетином). Об'єднання ДУПО "Луч" УТОС виробляє поліетиленові пакети (мішки-вкладиші, пакети типу "майка", пакети типу "банан", фасувальні, пакети фірмові з символікою підприємства).
ДУПО "Луч" УТОС забезпечує серійний випуск продукції. Основні види продукції, що випускаються підприємством: пускачі, реле, обприскувачі, шнури живлення з литою вилкою, подовжувачі і садово-городницький інвентар (відра, лійки, лопати).
У 2005
році розроблені, освоєні і упроваджені
у виробництво шість нового вигляду
виробів: брандсп ойт
універсальний телескопічний, обприскувачі
ОП-301 з балонами об'ємом 1,2-2 л, розгалуджувач,
подовжувач на котушці із заземлюючим
пристроєм і обприскувач ОГ-101 з балоном
об'ємом 15 л. На конкурс - виставку
пропонуються вироби: обприскувачі
"Туман" ОП-301 2 л, ОП-202 10 л, ОГ-101 15 л
і подовжувач на котушці з тепловим
захистом від струмів перевантаження.
ойт
універсальний телескопічний, обприскувачі
ОП-301 з балонами об'ємом 1,2-2 л, розгалуджувач,
подовжувач на котушці із заземлюючим
пристроєм і обприскувач ОГ-101 з балоном
об'ємом 15 л. На конкурс - виставку
пропонуються вироби: обприскувачі
"Туман" ОП-301 2 л, ОП-202 10 л, ОГ-101 15 л
і подовжувач на котушці з тепловим
захистом від струмів перевантаження.
Переваги даних виробів порівняно з аналогами:
ТОВ "Завод Агрополімер" виготовляє обприскувачі КВАРЦ "Луч".
Переваги обприскувачів "Туман":
1. Розпилювач виготовлений з латуні, трубка алюмінієва, що забезпечує
високу якість розпилу.
2. Фіксатор крана дозволяє зафіксувати клапан подачі рідини у відкритому положенні.
Спільне українсько-польське підприємство КВАЗАР виготовляє обприскувачі ОП.
Переваги обприскувачів "Туман":
1. Продукція найбільш якісна і низька ціна.
2. Стійкіша конструкція балона.
Цінова політика підприємства відносно подовжувачів виробництва ДУПО "Луч" УТОС дозволяє конкурувати на ринку з подовжувачами виробництва Польщі.
Необхідна кількість і якість виробів забезпечується і забезпечуватиметься можливостями існуючого устаткування і паралельним оновленням парку устаткування новим високопродуктивним сучасним технологічним устаткуванням як для виготовлення металевих так і пластмасових деталей.
При
виготовленні виробів заст осовуються
сучасні технології.
осовуються
сучасні технології.
Застосування сучасних технологій при виготовленні обприскувачів:
1. Для виготовлення деталі "Балон" використовується високопродуктивна видувна машина з регулюванням товщини рукава в 50-ти точках, а також з 40 %-ною економією енергоресурсів. Управління видувною машиною проводиться за допомогою комп'ютерної техніки із запрограмованими технологічними режимами.
2. При виготовленні трубок і шлангів для обприскувача використовується високопродуктивний спосіб формування екструзії з подальшим різанням на задану довжину.
Застосування сучасних технологій при виготовленні подовжувача:
1. При виготовленні литої вилки використовується сучасна технологія заливки арматури на вертикальному термопластавтомати в стаціонарній литтєвій формі, регулювання параметрів на вертикальному термопластавтоматі в стаціонарній литтєвій формі, регулювання параметрів технологічного процесу проводиться комп'ютером.
2. Пристосування для з'єднання арматури мережевих вилок з електричним дротом забезпечує продуктивність до 2000 виробів в зміну при високій якості з'єднання.
3. Всі литі деталі виготовляються на сучасних термопластавтоматах з комп'ютерним керуванням технологічними режимами. Подача матеріалу в бункер проводиться системою пневмотранспорта з подальшою сушкою безпосередньо в бункері литтєвої машини.
4. Унікальні конструкції литтєвих форм, розроблені технічним відділом, дозволяють виготовляти деталі складної конфігурації без участі людини, забезпечуючи високу якість і продуктивність процесу.
Садово-огородницький
інвентар виготовля ються
на машинах:EN
– 120, BT380V
– 1 із
комп'ютерним керуванням та технологічними
режимами.
ються
на машинах:EN
– 120, BT380V
– 1 із
комп'ютерним керуванням та технологічними
режимами.
2.3 Складське господарство цеху
Складське господарство є найважливішою частиною будь-якого підприємства, оскільки безпосередньо впливає на хід виробничих процесів. Більшість матеріальних цінностей підприємств проходить через склади, тому вони займають значну частину заводської території.
До основних завдань складського господарства належать:
— організація постійного і безперервного постачання виробництва відповідними матеріальними ресурсами;
— забезпечення їх кількісної та якісної схоронності;
— максимальне скорочення витрат, пов'язаних зі здійсненням складських операцій;
— комплектування деталей та інших матеріальних цінностей, підбір, дозування та інші операції підготовчого або заключного характеру.
На складі виконується великий обсяг вантажно-розвантажувальних робіт і робіт з переміщення матеріальних цінностей. Тому основним напрямом у розвитку складського господарства є комплексна механізація й автоматизація робіт, поліпшення використання складських приміщень, а також організація матеріально-технічного постачання на основі оптової торгівлі, упровадження систем матеріально-технічного постачання типу "точно вчасно", що значно зменшують обсяг складських запасів. Складське господарство підприємства складається з різних складів і комор, які можна класифікувати за такими ознаками.
За призначенням і підпорядкованістю:
— матеріальні підпорядковуються відділові матеріально-технічного постачання; приймають і зберігають використовувані у виробництві матеріали і видають їх у виробництво;
— збутові належать відділові збуту; приймають, зберігають і відпускають готову продукцію заводу для її реалізації;
— виробничі перебувають під керівництвом виробничо-диспетчерського відділу; це різного роду цехові комори і загальнозаводські склади, що забезпечують виробничий процес предметами і засобами праці;
— склади запасних
частин підпорядковуються відділові
головного механіка,  приймають,
зберігають і відпускають деталі й інші
матеріальні цінності для
приймають,
зберігають і відпускають деталі й інші
матеріальні цінності для проведення
всіх видів ремонтів устаткування й
інших видів виробничих фондів;
проведення
всіх видів ремонтів устаткування й
інших видів виробничих фондів;
— інструментульні склади належать інструментульному відділові; приймають, зберігають і відпускають цехам усі види інструментів та пристосувань;
— склади відділу головного енергетика, відділу автоматизації та механізації, відділу головного метролога, відходів і утилю.
За масштабами роботи: центральні, загальнозаводські, прицехові та цехові. Центральні і загальнозаводські склади обслуговують весь завод і займають, як правило, окрему площу на території заводу (невиробничу). Прицехові склади функціонують при цехах, служать для збереження матеріальних цінностей групи цехів (спецодягу, мила, господарчих товарів та інших цінностей). Цехові склади є цеховими підрозділами, обслуговують визначений цех і займають його виробничу площу. Вони поділяються на склади матеріалів, заготівель, напівфабрикатів, інструменту та ін.
За видом і призначенням збережених матеріалів:
— універсальні (для збереження різноманітних матеріальних цінностей);
— спеціальні (для збереження однорідних матеріалів, наприклад чорних, кольорових металів, пального та ін.).
За технічними пристроями й залежно від властивостей матеріалів: відкриті (об лаштовані площадки), напівзакриті (площадки з навісами) та закриті (опалювальні і неопалювані).
Склад оснащений різними стелажами й уніфікованою тарою, мостовими кранами, кран-балками, монорейками і тельферами, конвеєрами, штабелерами, автокарами. У гнучких виробничих системах використовуються спеціальні стелажі, призначені для розміщення плоских і ящикових піддонів. Такі стелажі є системою осередків по вертикалі і горизонталі, що дає змогу застосовувати кодову шифровку і засоби автоматизації вантажно-розвантажувальних робіт. Склади з цими стелажами є невід'ємною частиною автоматизовано-транспортної системи гнучкого автоматизованого виробництва.
Склади також оснащені вимірювальним устаткуванням: вагами, кружками, мірниками, лічильниками, лінійними мірами для виміру довжини, висоти і діаметрів (метрами, рулетками, штангенциркулями та ін.)[ ].
2.4 Цеховий транспорт
Спосіб транспортування матеріалу в цеху залежить від організації виробництва, режиму роботи і потужності литтєвих машин.
Для перевезення виробів між цехами та в цехові лиття під тиском використовуються:
візки;
навантажувачі;
електровізки (кари);
ручні візки.
Подається сировина в технологічних контейнерах за допомогою напільного або підвісного транспорту. Переміщення в бункер машини за допомогою місцевого пневмотранспорту.
Матеріали типу
полікарбонату, поліуретану, поліаміду,
поліформальдегіду перед переробкою
необхідно піддати вакуумній сушці. Для
цієї мети рекомендується використовувати
вакуум-гребкові сушарки з реверсивним
ротором.
Централізований пневмотранспорт може застосуються як напірний, так і вакуумний. Подача різних видів сировини може осуществляется або по декількох трубопроводах, або по одному трубопроводу з обов'язковою ударною продувочною після закінчення транспортування якого-небудь виду сировини. По одному трубопроводу не можна транспортувати забарвлену (особливо в чорний колір) сировину і сировину натурального кольору.
 2.5
Технологічний процес лиття
під тиском
2.5
Технологічний процес лиття
під тиском
Таблиця 2.5
Опис процесу лиття під тиском.
|
№ опер |
Найменування операції |
Обладнання, інструмент |
Технологічні режими |
Матеріал |
Приміт-ки |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
Отримати сировину на складі і передати на дільницю лиття |
|
|
ПЕНТ 277-73 |
|
|
2 |
Встановити прес- форму для лиття відповідного виробу та підключити охолодження |
термопластавтомат TNR 650, TNR 250 |
|
|
|
|
3 |
Увімкнути електрообігрів матеріального циліндру і ввійти в заданий режим праці |
|
Т1 = 175 °С Т2 = 180 °С Т3 = 185 °С Т4 = 190 °С |
|
|
Продовження таблиці 2.5
|
1 |
2 |
3 |
4 |
5 |
6 |
|
4 |
Завантажити матеріал в бункер термопластавтомата. Вставити обичайку у прес-форму |
|
|
СТ.08 ДГСТ 1050-88 |
|
|
5 |
Відливати деталі за заданим режимом |
|
|
|
|
|
5.1 |
Зімкнути прес-форму |
|
|
|
|
|
5.2 |
Виконати впорскування розплаву |
|
Р = 30 кг/см2 |
|
|
|
5.3 |
Розімкнути форму і зняти відливку |
|
|
|
|
|
6 |
Обрізати ливники деталі |
|
|
Ніж П-208.00 |
Відход склада-ти в окрему тару |
|
7 |
Перевіряти
якість деталі за еталоном-зразком та
ТУ 25.2-30669 |
|
|
Штанген-циркуль ШТ-250-0.05 Вимірю-вальна лінійка |
|
 937-001-2002
937-001-2002
2.6 Характеристика основного технологічного обладнання
Обладнанн я
та робота литтєвої машини та її складових
частин.
[ ]
я
та робота литтєвої машини та її складових
частин.
[ ]
Принцип, за яким працює машина.
Термопластичний матеріал, що підлягає переробці, розігрівається, пластикується в матеріальному циліндрі та у виді гомогенної маси впорскується в литтєву-форму. Після остудження готові вироби виймаються з прес-форми та цикл повторюється. На машині передбачені слідуючі режими роботи: "Автомат", "Напівавтомат", "Робота з арматурою", "Ручна наладка", "Наладка".
В режимі "Автомат" автоматично здійснюються слідуючі один за одним цикли роботи машини. Один повний цикл роботи складається з ряду послідовних операцій:
1. набір дози;
2. змикання напівформ;
3. підвід механізму впорскування до прес-форми;
4. впорскування розплаву в прес-форму;
5. витримка під тиском;
6. охолоджування виробу;
7. відвід механізму впорскування;
8. розмикання напівформ та виймання готового виробу;
9. пауза між циклами.
В режимі "Напівавтомат" автоматичні здійснюється один повний цикл роботи машини.
В режимі "Робота з арматурою" автоматично здійснюється один повний цикл роботи машини з поверненням ("підскоком") рухомої, плити після її переміщення в крайнє ліве положення на величину, необхідну для повного утоплювання виштовхувачів литтєвої-форми.
В режимі "Ручна робота" при натисканні на відповідну кнопку здійснюються операції циклу, що зазначені на пульті управління.
 В
режимі "Наладка" на знижених
швидкостях здійснюються елементи цикла,
доки оператором утримується в натиснутому
стані відповідна кнопка.
В
режимі "Наладка" на знижених
швидкостях здійснюються елементи цикла,
доки оператором утримується в натиснутому
стані відповідна кнопка.
В машині передбачена можливість лиття деталей з інтрузією з метою отримання відливок з об'ємом більше номінального на 20-30 %.
Механізм зтискання.
Механізм зтискання машини виконаний у вигляді одностадійного гідромеханічного шестиланкового шарнірно-важільного механізму з горизонтальним розміщенням важелів.
Механізм зтискання складається з передньої і задньої нерухомих плит і чотирьох колон, які створюють тверду просторову раму. На цій рамі контролюються всі деталі вузла запирання литтєвої-форми.
Робота механізму здійснюється слідкуючим чином. Зтискання і розкриття литтєвої-форми здійснюється шестиланковим шарнірно-важільним механізмом, який складається із передньої, проміжної плити та двох паралельних гілок важелів, гідроциліндра механізму зтискання. Зтискання литтєвої-форми здійснюється при подачі масла в площину гідроциліндра. При цьому жорстка система: поршень, шток, траверса, проміжна плита переміщуються вправо і важелі займають відповідне положення в нижній половині.
Зусилля зтискання здійснюється за рахунок пружних деформацій, що з'являються в колонах важелях, платах механізму.
При розкритті форми поршнева площина гідроциліндра з'єднується зі зливом, а в штокову площину подається робоча речовина. Важелі приймають відповідне положення. Виштовхування виробу проводиться виштовхувачем за рахунок різних швидкостей руху рухомої та проміжної плит.
Регулювання міжштампової відстані проводиться переміщенням гвинта в задній плиті. Для цього необхідно встановити ключ-трищітку на вал і обертати його до переміщення передньої плити в необхідне положення.
Матеріальни й
циліндр
й
циліндр
Матеріальний циліндр призначений для переробки гранульованого матеріалу в рідинно-текучу гомогенізовано масу та заповнення цією масою прес-форми. Матеріальний циліндр - це гільза, в якій розміщений шнек. До лівого торця циліндра за допомогою фланця прикріплюється сопло з мундштуком. Хвостовик шнека з'єднаний з напівмуфтою і механізмом впорскування. Зазор між наконечником та соплом забезпечується підшліфовкою компенсатора. Встановлюється матеріальний циліндр в корпусі механізму впорскування за допомогою напівкілець та гайки.
Ззовні циліндра ршмішується обігрів, що складається з трьох зон обігріву гільзи та зони обігріву мундштука з самостійним регулюванням температури кожної зони та контролем цієї температури за допомогою термопар.
Матеріальний циліндр працює за слідуючим принципом. Із бункера в отвір А під впливом особистої ваги потрапляє гранульований матеріал. Обертаючись, шнек захоплює матеріал та переміщує його по циліндру.
Під впливом внутрішнього тертя та теплової енергії, що підводиться, матеріал розплавляється, гомогенізуєтеся та накопичується в передній площині циліндра пластикації, переміщуючи шнек вправо до повного набору дози. При впорскуванні шнек переміщується вліво та стискає матеріал. При підвищенні тиску матеріалу голчастий клапан, під пружинений через важіль, відсувається та відкриває отвір в мундштуку. Матеріал впорскується в литтєвої-форму. Для зменшення зворотніх потоків матеріалу під час впорскування між головкою наконечника та шнеком розташований зворотній клапан. Зона завантаження матеріалу охолоджується водою.
Для переробки матеріалів підвищеної густини машина комплектується відкритим соплом. При переміщенні відкритого сопла кронштейн механізму впорскування встановлюється в положення II.
Механізм впорскування
Механізм впорскування призначений:
1. Для забезпечення подачі виготовленого матеріалу в прес-форму під зазначеним тиском;
2. Для здійснення обертання шнека в період набирання дози;
3. Для вимушеного відводу шнека.
Механізм впорскування складається з корпуса, який встановлюється на каретці. Каретка має можливість переміщуватися на колонах в продольному напрямку, здійснюючи підведення та відведення механізму впорскування. Зусилля підведення та відведення створюється гідроциліндрами прижиму, які прикріплюються до передньої плити за допомогою фланців гвинтами. Штоки циліндрів прижиму з'єднані тягами із корпусом через втулки. В залежності від виду сопла втулки, що використовується, можуть встановлюватися в двох положеннях.
Встановлення втулки при роботі матеріального циліндра із закритим соплом вказано на кресленні положенням І, з відкритим соплом – положенням С. Таке встановлення втулок дозволяє компенсувати різницю в довжині матеріального циліндра при різних соплах.
На
корпусі закріплені штоки гідроциліндрів
впорскування, які через колони з'єднані з плитою.
Колони проходять через втулки корпуса,
що є направляючими, та можуть переміщуватися
разом з циліндрами впорскування та
плитою відносно корпуса.
з'єднані з плитою.
Колони проходять через втулки корпуса,
що є направляючими, та можуть переміщуватися
разом з циліндрами впорскування та
плитою відносно корпуса.
На плиті встановлений привід обертання шнека. Обертання від гідромотору через дві напівмуфти, що встановлені на підшипниках, передається на шнек матеріального циліндра.
Впорскування проводиться слідуючим чином. Після підвода та прижиму сопла матеріального циліндра до ливникової втулки, робоча речовина подається в площину В гідроциліндрів впорскування.
Жорстка система (циліндри, колони, плита, шнек) переміщується в крайнє ліве положення, створюючи необхідний тиск лиття в матеріальному циліндрі.
Для монтажу, демонтажу та очищення матеріального циліндра, механізм впорскування необхідно розвернути в горизонтальній площині навколо вісі.
Таблиця 2.6
Специфікація обладнання литтевого цеху
|
№ |
Найменуван-ня |
Модель, тип |
Заводський № |
Вартість |
Кількість |
При-мітки |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
Станок ТПА V=3000 см3 |
TNR-65ОLS |
№0109402 |
76891 |
р/в 2001 |
ч/л |
|
2 |
Станок ТПА V=3000 см3 |
TNR-65ОLS |
№0208101 |
76891 |
р/в 2002 |
Р18 |
|
3 |
Станок ТПА V=3000 см3 |
TNR-65ОLS |
№0409501 |
76891 |
р/в 2004 |
Р24 |
|
4 |
Станок ТПА V=250 см3 |
TNR-250 |
№0109401 |
|
р/в 2001 |
ч/л |
|
5 |
Станок ТПА V=1000 см3 |
ДЕ 3136 |
|
|
р/в 1990 |
ч/л |
|
6 |
Станок ТПА V=550 см3 |
DEMAC-240 |
№ 507-0120 |
42615 |
р/в 1981 |
Р20 |
|
7 |
Станок ТЛА V=500 см3 |
ДЕ3134 |
|
|
р/в 1987 |
ч/л |
|
8 |
Компрессор передвиж-ний |
EC. BK 119-270 |
№ 0072 |
|
р/в 2003 |
ч/л |
|
9 |
Компрессор передв. |
E.C.partn.200 |
№ 0122875604 |
|
р/в 2004 |
ч/л |
|
10 |
Рокла |
КТ-130 |
№ 93187 |
|
р/в 2004 |
ч/л |
 103003
103003
Прод овження
таблиці 2.6
овження
таблиці 2.6
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
11 |
Кран-балка 3.2 т |
|
|
|
Шт. 1 |
ч/л |
|
12 |
Кран-балка 5 т |
|
|
14907 |
Шт. 1 |
Т152 |
|
13 |
Верстак |
|
|
|
Шт. 1 |
ч/л |
|
14 |
Погрузчик |
Рекорд-2 |
|
|
Шт.1 |
ч/л |
|
15 |
Погрузчик |
Рекорд-2 |
|
|
Шт.1 |
ч/л |
|
16 |
Стіл для пакування виробів |
|
|
|
Шт.1 |
ч/л |
|
17 |
Ящик для інструментів |
|
|
|
Шт.2 |
ч/л |
|
18 |
Шафа сило-ва електр. |
|
|
|
Шт.1 |
ч/л |
|
19 |
Рубильник |
|
|
|
Шт.1 |
ч/л |
|
20 |
Редуктор для різьбових |
|
|
|
Шт.1 |
ч/л |
|
21 |
Станок свердлиль-ний |
|
|
|
Шт.1 |
ч/л |
|
22 |
Упаковочна машина |
MANNULI |
|
13587 |
Шт.1 |
T123 |
|
23 |
Лещата слюсарні |
|
|
|
Шт.1 |
ч/л |
|
24 |
Сушилка |
|
|
|
Шт.1 |
ч/л |
|
25 |
Погрузчик |
|
|
|
Шт.3 |
ч/л |
|
26 |
ТП5087 |
ТМ630-10 |
НР57393 |
|
Шт.6 |
ч/л |
Продовження таблиці 2.6
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
27 |
Котел ОАГВ-50 |
|
|
|
Шт.1 |
Р15 |
|
28 |
Котел ОАГВ-30 |
|
|
|
Шт.1 |
Р16 |
|
29 |
Щиток пожежний |
|
|
|
Шт.1 |
|
2.7 Характеристика допоміжного технологічного обладнання
Допоміжним обладнанням в цеху є сушарки та дробарки.
Сушарки серії SHD - найбільш ефективне приладдя для сушіння пластикового матеріалу. Сухе повітря проходить крізь шар гранул, і сушка проходить швидко і рівномірно. При установці сушарки безпосередньо на
литтєвій машині усувається вірогідність попадання вологи до просушеного матеріалу та його забруднення.
Особливості:
- конструкція труб забезпечує безперервну подачу матеріалу.
- внутрішні частини виготовленні із нержавіючої сталі.
- шарнірна конструкція для чищення сушарки.
- два пристрої для захисту від перегріву.
- точний температурний контроль.
 Опції:
Опції:
- внутрішнє ізоляційне покриття сушарки.
- таймер запуску.
- повітряний фільтр.
Таблиця 2.6
Характеристика сушарок
|
Модель |
Місткість |
Потужність нагрівана |
Потужність вентилятора |
Розміри |
Вага |
|
8ГО-12 |
12 |
1,8 |
90 |
660x360x775 |
28 |
|
5ГО-25 |
25 |
2,7 |
90 |
725x405x950 |
38 |
|
3ГО-50 |
50 |
3,98 |
200 |
840x490x1070 |
50 |
Дробарка типу SG-1000Р має такі характеристики, які зведені до таблиці 2.6
Таблиця 2.6
|
Параметр |
Одиниці вимірювання |
Значення |
|
Модель |
|
80-1000Р |
|
Камера дріблення |
см |
66x100 |
|
Кількість нерухомих ножів |
|
2x2 |
|
Виробнича потужність |
кг/ год |
250-400 |
|
Кількість переміщуваних ножів |
|
3х5 |
|
Розміри |
см |
230x175x265 |
|
Вага |
кг |
2500 |
2.8
Ха рактеристика
основної технологічної оснастки
рактеристика
основної технологічної оснастки
Матеріальний
циліндр призначений для переробки
гранульованого матеріалу в рідинно-текучу
гомогенізовано масу та заповнення цією
масою прес-форми. Матеріальний циліндр
- це гільза, в якій розміщений шнек. До
лівого торця циліндра за допомогою
фланця прикріплюється сопло з мундштуком.
Хво стовик
шнека з'єднаний знапівмуфтою
і механізмом
впорскування. Зазор між наконечником
та соплом забезпечується підшліфовкою
компенсатора. Встановлюється матеріальний
циліндр в корпусі механізму впорскування
за допомогою напівкілець та гайки.
стовик
шнека з'єднаний знапівмуфтою
і механізмом
впорскування. Зазор між наконечником
та соплом забезпечується підшліфовкою
компенсатора. Встановлюється матеріальний
циліндр в корпусі механізму впорскування
за допомогою напівкілець та гайки.
Ззовні циліндра ршмішується обігрів, що складається з трьох зон обігріву гільзи та зони обігріву мундштука з самостійним регулюванням температури кожної зони та контролем цієї температури за допомогою термопар.
Матеріальний циліндр працює за слідуючим принципом. Із бункера в отвір А під впливом особистої ваги потрапляє гранульований матеріал. Обертаючись, шнек захоплює матеріал та переміщує його по циліндру.
Під впливом внутрішнього тертя та теплової енергії, що підводиться, матеріал розплавляється, гомогенізуєтеся та накопичується в передній площині циліндра пластикації, переміщуючи шнек вправо до повного набору дози. При впорскуванні шнек переміщується вліво та стискає матеріал. При підвищенні тиску матеріалу голчастий клапан, під пружинений через важіль, відсувається та відкриває отвір в мундштуку. Матеріал впорскується в литтєвої-форму. Для зменшення зворотніх потоків матеріалу під час впорскування між головкою наконечника та шнеком розташований зворотній клапан. Зона завантаження матеріалу охолоджується водою.
Для переробки матеріалів підвищеної густини машина комплектується відкритим соплом. При переміщенні відкритого сопла кронштейн механізму впорскування встановлюється в положення II.
2.9 Посадові обов’язки технолога цеху, відділу, майстра зміниї
Загальні положення
Інженер-технолог:
- Інженер-технолог відноситься до категорії ’’Професіонали’’. Повинен мати повну вищу освіту відповідного напряму підготовки (спеціаліста) без вимог до стажу роботи.
- Призначення на посаду інженера-технолога та звільнення з неї здійснюється наказом керівника підприємства за поданням начальника технічного з дотриманням вимог Кодексу законів про працю України та чинного законодавства про працю. г1 відділу з дотриманням вимог Кодексу законів про прапк> України та чинного г° законодавства про працю. го
- Інженер-технолог проходить перевірку знань відповідних нормативно- правових актів з питань охорони праці перед початком робіт, а потім періодично один раз у три роки в комісії підприємства. ю
- Інженер-технолог підпорядковується безпосередньо начальнику
Завдання та обов’язки
- Розробляє та впроваджує прогресивні технологічні процеси і режими виробництва на наступну продукцію: фенопласти; плівку поліетиленову та вироби з неї; вироби методом пресування.
- Запроваджує порядок виконання робіт та поопераційний маршрут проходження продукції.
- Бере участь: у розробленні технічно обгрунтованих норм часу (виробітку), в розрахунку економічної ефективності технологічних процесів, які проектуються.
- Розраховує нормативи матеріальних витрат (технічні норми витрат сиропи, напівфабрикатів, матеріалів, інструментів).
- Своєчасно розробляє та переглядає технологічну документацію, проводить її реєстрацію.
- Вносить зміни до технічної документації в зв'язку з коригуванням технологічних процесів та режимів виробництва.
- Узгоджує розроблену документацію з цехами та відділами підприємства.
 -
Забезпечує технологічною документацією
на продукцію, яка виготовляється,
відповідні підрозділи.
-
Забезпечує технологічною документацією
на продукцію, яка виготовляється,
відповідні підрозділи.
- Бере участь у проведенні експериментальних робіт, спрямованих на впровадження нових технологічних процесів у виробництво, удосконалення технології і контролює їх виконання.
- Проводить контроль за дотриманням технологічної дисципліни в цехах згідно вимог технологічної документації на продукцію, виявляє причини порушення норм ведення технологічних процесів та бере участь у розробленні заходів щодо їх попередження.
Приймає участь у відборі:
- зразків продукції для пред'явлення на аналіз в обл. СЕС, оформляє супровідні документи;
- зразків-еталонів продукції та оформляє їх для направлення на узгодження; проводить їх реєстрацію та забезпечує зберігання першого екземпляру в відділі.
- Вивчає передовий вітчизняний та світовий досвід у галузі технології виробництва, розробляє та бере участь у реалізації заходів щодо підвищення ефективності виробництва, спрямованих на скорочення витрат матеріалів, зниження трудомісткості продукції, підвищення продуктивності праці.
- Аналізує причини браку і випуску продукції низької якості , бере участь у розробленні заходів щодо їх попередження та усунення, а також у розгляді рекламацій на вироблену підприємством продукцію.
- Приймає участь у розгляді раціоналізаторських пропозицій щодо удосконалення технології виробництва та доцільності їх використання в умовах підприємства.
- Виконує окремі службові доручення свого безпосереднього керівника.
- Керується в своїй діяльності відповідними документами діючої системи управління якістю.
Начальник зміни:
 -
Начальник зміни с керівником зміни і
несе персональну відповідальність за
виконання виробничого завдання, випуск
якісної продукції, забезпечує збереження
матеріальних цінностей і устаткування.
Забезпечує виконання державної політики
в області охорони праці, що базується
на принципах пріоритету життя і здоров'я
працівників стосовно результатів
виробничої діяльності, забезпечує
безпечні умови праці працюючих піл його
керівництвом. Для запобігання нещасних
випадків, профзахворювань, аварій,
начальник зміни повинен знати основні
небезпечні місця на ділянках цеху і
стежити за правильністю виконання робіт
на цих ділянках. Начальник зміни здійснює
керівництво роботою у зміні і забезпечує
безпечне ведення технологічного
регламенту, процесу, забезпечує безпечну
експлуатацію, підготовку і здачу
устаткування в ремонт і прийом з ремонту,
забезпечує технічний догляд за
обладнанням. Здійснює проведення
профілактичної роботи з охорони праці,
керується системою управління охороною
праці та ін. нормативними документами.
-
Начальник зміни с керівником зміни і
несе персональну відповідальність за
виконання виробничого завдання, випуск
якісної продукції, забезпечує збереження
матеріальних цінностей і устаткування.
Забезпечує виконання державної політики
в області охорони праці, що базується
на принципах пріоритету життя і здоров'я
працівників стосовно результатів
виробничої діяльності, забезпечує
безпечні умови праці працюючих піл його
керівництвом. Для запобігання нещасних
випадків, профзахворювань, аварій,
начальник зміни повинен знати основні
небезпечні місця на ділянках цеху і
стежити за правильністю виконання робіт
на цих ділянках. Начальник зміни здійснює
керівництво роботою у зміні і забезпечує
безпечне ведення технологічного
регламенту, процесу, забезпечує безпечну
експлуатацію, підготовку і здачу
устаткування в ремонт і прийом з ремонту,
забезпечує технічний догляд за
обладнанням. Здійснює проведення
профілактичної роботи з охорони праці,
керується системою управління охороною
праці та ін. нормативними документами.
- Начальник зміни призначається і звільняється з займаної посади керівником підприємства за поданням начальника цеху.
- На посаду начальника зміни призначаються особи, що мають вищу освіту і стаж роботи на виробництві не менше одного року; середню фахову освіту і стаж роботи на виробництві не менше трьох років, що попередньо склали іспити з охорони праці.
- Начальник зміни у всіх питаннях підпорядковується начальнику цеху, у технологічних питаннях - інженеру-технологу.
Завдання та обов’язки:
- Здійснює безпосереднє керівництво виробничою зміною.
- Забезпечує виконання змінних планових завдань у встановлений термін у заданому асортименті; ефективне використання виробничих потужностей, сировини, матеріалів, підвищення продуктивності праці при випуску продукції високої якості, дотримуючись правил по охороні праці, протипо жежній безпеці і пром. санітарії, забезпечує збереження сировини, матеріалів, продукції й устаткування.
 -
Зниження трудомісткості продукції на
основі повного завантаження устаткування,
раціональної витрати сировини, матеріалів,
електроенергії і стиснутого повітря.
-
Зниження трудомісткості продукції на
основі повного завантаження устаткування,
раціональної витрати сировини, матеріалів,
електроенергії і стиснутого повітря.
- Бере участь у прийманні робіт з реконструкції цеху, ремонту технологічного і допоміжного устаткування. Бере участь по виявленню резервів виробництва в розробці і впровадженні заходів щодо створення сприятливих умов праці, підвищенню культури виробництва. Організовує роботу з підвищення кваліфікації і професійної майстерності робітників, навчання змінним професіям, проводить виховну роботу у колективі.
- Для виконання зазначених функцій зобов'язаний:
Забезпечує виконання підлеглими правил, інструкцій наказів, розпоряджень по охороні праці та техніці безпеки.
- Здійснює контроль за ходом виконання наказів, розпоряджень, заходів щодо актів розслідування аварій і нещасних випадків, вживає заходів по забезпеченню своєчасного їх виконання.
- Начальник зміни зобов'язаний вживати заходи до порушників виробничої і технологічної дисципліни, правил і норм по охороні праці, домагатися ліквідації порушень безпечних умов роботи.
- Забезпечує робочі місця інструкціями, засобами індивідуального захисту, плакатами, знаками безпеки, пам'ятками. Проводять наради з персоналом, на яких аналізують характерні випадки порушень у підрозділі і на підприємстві, а також доводять до їхнього відома накази, розпорядження й інші документи з питань охорони праці, а також результати проведеної профілактичної роботи.
- Слідкує за своєчасною вивозкою готової продукції, відходів, здріблених п/е литників, агломерату, їх маркування [ ].
2.10 Наукова організація праці
Наукова організація праці (НОП) — процес вдосконалення організації праці на основі досягнень науки і передового досвіду. Терміном «НОП» характеризують зазвичай поліпшення організаційних форм використання живої праці в рамках окремо взятого трудового колективу (наприклад, підприємства).
Організація праці повинна розглядатися з двох боків:
як стан системи, що складається з конкретних взаємопов'язаних елементів і відповідає цілям виробництва;
як систематична діяльність людей по впровадженню нововведень в існуючу організацію праці для приведення її у відповідність з досягнутим рівнем науки, техніки і технології.
Праця
людей в процесі виробництва організовується
під впливом розвитку продуктивних сил
і виробничих відносин. Тому організація
праці завжди має дві сторони:
природно-технічну і соціально-економічну.
Ці  сторони
тісно пов'язані між собою і визначають
зміст організації праці. На даний час
нововведення на підприємстві не
проводяться [ ].
сторони
тісно пов'язані між собою і визначають
зміст організації праці. На даний час
нововведення на підприємстві не
проводяться [ ].
2.11 Метрологія
Метрологічна служба підприємства виконує роботи по забезпеченню єдності вимірювань і метрологічному забезпеченню виробництва, випробувань і експлуатації.
До головних задач підприємства по закріпленню метрологічного забезпечення входять:
– забезпечення єдності і вимагаєтся рівність вимірювань, збільшення рівню метрологічного забезпечення підприємства;
– упровадження у практику сучасних методів і засобів вимірювання, збільшення рівню наукових досліджень, ефективності виробництва, технічного рівня і якості продукції, а також інших робіт, виконуючих підприємством;
– організація та проведення перевірки та ремонту засобів вимірювання,
які знаходяться в експлуатації;
– здійснення контролю разом із службою охорони праці підприємства, проведення замірів небезпечних і шкідливих виробничих факторів на робочих місцях (шуму, вібрації, запиленості, освітлення і т.д.) при паспортизації санітарно – технічного стану умов праці в цеху;
– проведення аналізу причин виробничого травматизму, профзахворювань, зв`язаних зі станом та використаних засобів вимірювань, контроль і випробувань, здійсненням контрольно-вимірювальних операцій;
– розробка програм і методик атестації не стандартизованих засобів вимірювання;
– участь в аналізі причин порушень технологічних режимів, якості продукції, не економного використання сировини, матеріалів, електроенергії, палива та інші;
– проведення розрахунків по визначенню економічної ефективності робіт в області метрологічного забезпечення.
При визначенні структури головного енергетика, враховується:
– потужність парка, засобів вимірювання та автоматизації, які знаходяться в експлуатації;
– якісний стан парка, засобів вимірювання та автоматизації;
– рівень автоматизації виробничих процесів;
 –об`єм
робіт по обслуговуванню, ремонту,
повірки, атестації засобів вимірювання,
автоматизації і випробувального
устаткування.
–об`єм
робіт по обслуговуванню, ремонту,
повірки, атестації засобів вимірювання,
автоматизації і випробувального
устаткування.
Відмінний хороший стан контрольно – вимірювальної апаратури дозволяє вести технологічний процес строго у відповідності із заданими параметрами, що сприяє стабілізації якості випускаючої продукції, запобігає появі браку, підвищує продуктивність праці [ ].
2.12 Стандартизація та її роль підвищення якості продукції
Сьогодні немає практично жодної галузі господарства, де стандартизація не впливала б на темпи розвитку і рівень виробництва.
Базуючись на останніх досягненнях науки, техніки і практичного досвіду, стандартизація визначає не тільки досягнутий рівень виробництва, а і стає одним із стимулів прогресу науки і техніки. За допомогою методів стандартизації можна скоротити термін створення нової техніки, нових машин, приладів, механізмів, нових видів різноманітної продукції вищої якості.
Стандартизація сприяє переходу до високоефективного, серйозного та масового виробництва впровадженню засобів автоматизації і механізації, розвитку спеціалізації і кооперування, більш швидкої передачі в промисловість досягнень науки і техніки.
Сучасна стандартизація - це складна система з багатьма внутрішніми та зовнішніми зв'язками, що дає величезний ефект за умов знаходження оптимальних рішень.
Прискорення
темпів розвитку науки і техніки пов'язане
із значним ускладненням устаткування,
вживанням взаємопов'язаних систем машин
та приладів, більш жорсткими режимами
роботи, розширення м
номенклатури речовин і матеріалів.
м
номенклатури речовин і матеріалів.
В цих умовах проблема стандартизації продукції набуває міжгалузевого характеру. Зараз необхідно всю роботу в галузі стандартизації спрямувати на підвищення продуктивності суспільної праці та підвищення якості продуктціі.
В числі основних напрямків робіт із стандартизації треба назвати такі:
- більш широке вживання методів уніфікації та апретування машин, устаткування, приладів, деталей та вузлів за допомогою модульних принципів, а також методів забезпечення подальшого розвитку спеціалізації та кооперування в промисловості;
- встановлення в державних стандартах прогресивних показників якості і технічного рівня продукції, як важливішого засобу підвищення ефективності виробництва;
- інформації з метою подальшого покращення організації та управління народним господарством;
- скорочення термінів та підвищення якості проектування, організація серійного виробництва нових приладів, машин та інших видів устаткування на основі комплексної стандартизації елементів виробничого процесу, включаючи питання організації, планування та управління;
- перехід від перебудови виробництва при освоєнні нових виробів до його переналагодження на основі вживання методів уніфікації та агрегатування устаткування, оснастки та контрольно-вимірювальних приладів, типізації технологічних процесів виготовлення та контролю, стандартизації методів та технічних засобів, наукової організації праці;
- одержання об'єктивної інформації про якість продукції за допомогою сучасних засобів вимірювальної техніки;
- єдність методів та засобів вимірювань,
що вживаються на основі випереджаючого
розвитку метрології - наукової основи
всієї вимірювальної техніки, що є
підгрунтям та важелем стандартизації.
єдність методів та засобів вимірювань,
що вживаються на основі випереджаючого
розвитку метрології - наукової основи
всієї вимірювальної техніки, що є
підгрунтям та важелем стандартизації.
Головними задачами служби стандартизації являються:
- організація розробки та своєчасного перегляду нормативно-технічної документації на продукцію, що виготовляється на підприємстві;
- здійснення контролю про забезпечення відповідності показників та норм, які встановлені в нормативно-технічній документації на заводі;
- впровадження фонду, використовуючи нормативно-технічну документацію та внесення виправлення в дійсну;
- служба стандартизації керується в роботі стандартами державної системи стандартизації, керуючими документами, методичними вказівками, інструкціями державного стандарту, наказами та розпорядженнями МЛП України.
Кожен вирі б
повинен відповідати вимогам стандарту,
технічному опису, кресленню та
зразком-еталоном, ствердженим у
відповідному порядку.
б
повинен відповідати вимогам стандарту,
технічному опису, кресленню та
зразком-еталоном, ствердженим у
відповідному порядку.
Вироби господарчі побутового призначення з полімерних матеріалів.
ТЕХНІЧНІ ВИМОГИ
1. Загальні вимоги
1.1 Вироби повинні бути зроблені у відповідності з технічними вимогами, комплекту конструкторської документації, а також зразкам-еталонам, що затверджені у встановленому порядку.
1.2 Основні параметри: форма, геометричні розміри, товщина стінки, маса та номінальна ємність виробів повинні відповідати кресленням на конкретний виріб.
2. Основні параметри та розміри
2.1 Миски побутові з об'ємом від 10 до 32 літрів;
2.2 Відра виготовляються з об'ємом від 7 до 12 літрів;
2.3 Кришки для банок ємністю 0,5 літра і вище;
2.4 Сміттєзбірник об'ємом 8 літрів;
2.5 Кашпо діаметром від 80 до 200 мм;
2.6 Допустимі крайні відхилення основних розмірів: НІ6; Б16; ±ГП6/2, вміст в літрах ±4 %; за масою кг ±1 %;
2.7 Для виготовлення виробів, що мають контакт із продуктами харчування, використовується поліетилен високого тиску марок 15803-020, 10703-020, 10803-020, 11304-040, 16904-040 ДГСТ 16337, поліетилен низького тиску марок 21008-075, 276-84, 277-73 ДГСТ 16338.
Для інших виробів використовуються ті ж самі матеріали, а також матеріали з методом переробки “лиття”, вказані в ДГСТ 16137,16338, 26996.
Допускаються
використанн я
вторинної сировини длявиробів
які
не мають
контактів
з харчовими продуктами
за вимогою отримання виробів
за
якістю,
яка відповідає технічним вимогам.
я
вторинної сировини длявиробів
які
не мають
контактів
з харчовими продуктами
за вимогою отримання виробів
за
якістю,
яка відповідає технічним вимогам.
Всі матеріали, що використовуються повинні мати гігієнічне заключення органів Держнаглядів.
3. Характеристики
3.1 Вироби мають конкретне призначення і вироблені для безперервної довгої ексллуатації непоновлюючи за ДГСТ 27-003.
3.2 Зовнішня та внутрішня поверхні виробів не повинні мати тріщини вздуття, раковин та інших дефектів, що погіршують товарний вигляд виробу.
3.3 Вироби повинні бути стійкими до впливу температури оточуючого повітря ви мінус 30 0С до плюс 80 0С за ДГСТ 15150.
3.4 Вироби повинні відповідати слідуючим вимогам естетики та ергономіки: вироби повинні мати раціональні форми та повинні бути зручними у використанні.
4. Маркування
4.1 На кожному виробу методом лиття або іншим методом, що забезпечує якість, повинна бути нанесена маркіровка, що визначає підприємство-виробник, розмір виробу та відповідний надпис «для харчових продуктів», «для не харчових продуктів».
4.2 Інші вимоги ДГСТ 14192.
5. Упаковка
5.1 Кришки упаковуються в мішки паперові за ДГСТ 2226. Вага мішка не повинна перевищувати 5 кг.
5.2 Відра,
сміттєзбірники,
миски та кашпо пакуються стопами по 10
шт. Між кожним виробом повинна знаходитися
прокладка із обгорткового
паперу
за ДГСТ
8273. Кожна стопа пакується одним шаром
обгортковим папером та обв'язується
шпагатом з луб'ян их
волокон(ДГСТ
17308)
або клейкою стрічкою на паперовій основі
(ДГСТ
18251).
их
волокон(ДГСТ
17308)
або клейкою стрічкою на паперовій основі
(ДГСТ
18251).
6. Правила прийому
6.1 Випробування виробів проводять в нормальних вимогах у відповідності з ДГСТ 15150.
6.2 Контроль відповідності виробів комплекту конструкторської документації (п.2.1.1), якості поверхні (п. 2.3.2), естетичним та ергономічним вимогам (п. 2.3.4.) виконується візуально, в порівнянні із зразками-еталонами.
6.3 Контроль розмірів виробів виконується металевою вимірювальною лінійкою ДГСТ 427 та штангенциркулем ДГСТ 166.
6.4 Контроль маси проводиться на вагах за ДГСТ 29329 з необхідною межею зважування.
6.5 Випробування на стійкість до впливу температури (п.2.3.3.) проводити у відповідності з ДГСТ 12997.
6.6 Місткість виробу перевіряється наповненням його мірним кухлем.
7. Транспортування та зберігання
7.1 Транспортування виробів повинно виконуватися в критих транспортних засобах при впливі кліматичних факторів, що відповідають групі вимог зберігання 2 за ДГСТ 15150.
7.2 В складських приміщеннях, де зберігаються вироби, повинна забезпечуватися температура від мінус 10 °С до плюс 40 °С за ДГСТ 15150.
8. Гарантії виробника
8.1 Виробник гарантує відповідність виробів вимогам технічних умов при дотримуванні умов транспортування та зберігання.
8.2 гарантійний термін експлуатації - 1 рік від дня відгрузки.