

4. Наладка шлифовальных станков
Перед наладкой необходимо ознакомиться с картой обработки заготовки, установленной на станке.
Перед установкой заготовки на круглошлифовальном станке следует проверить чистоту ее центровых гнезд и центров, убедиться, что на них нет забоин, заусенцев.
Перед работой на плоскошлифовальном станке начисто протереть установочные поверхности заготовки и электромагнитной плиты. После установки заготовки обязательно проверить надежно ли она закреплена: на центрах она должна сидеть без зазора, на электромагнитной плите - не двигаться от усилия руки.
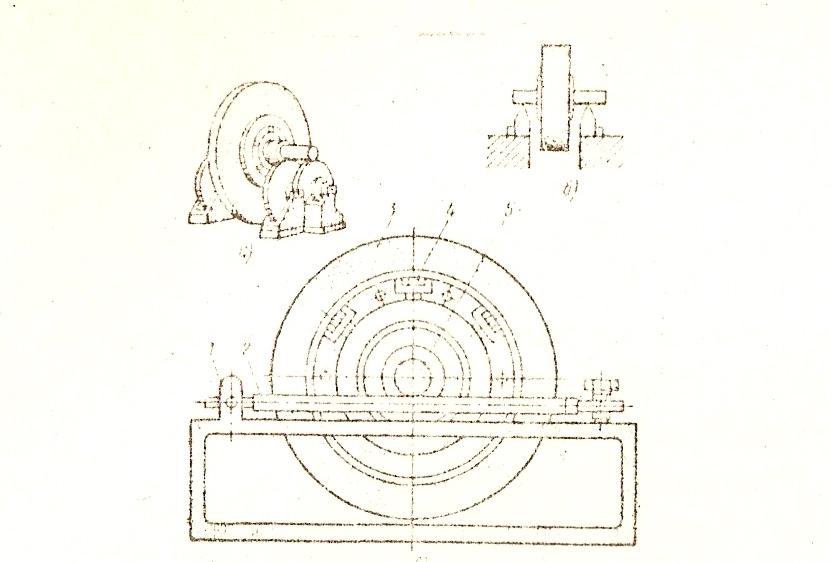
Рис.8 Балансировочные стенды: а) – с вращающимися дисками;
Б) – с каплевидными линейками; в) – с гладкими цилиндрическими валиками.
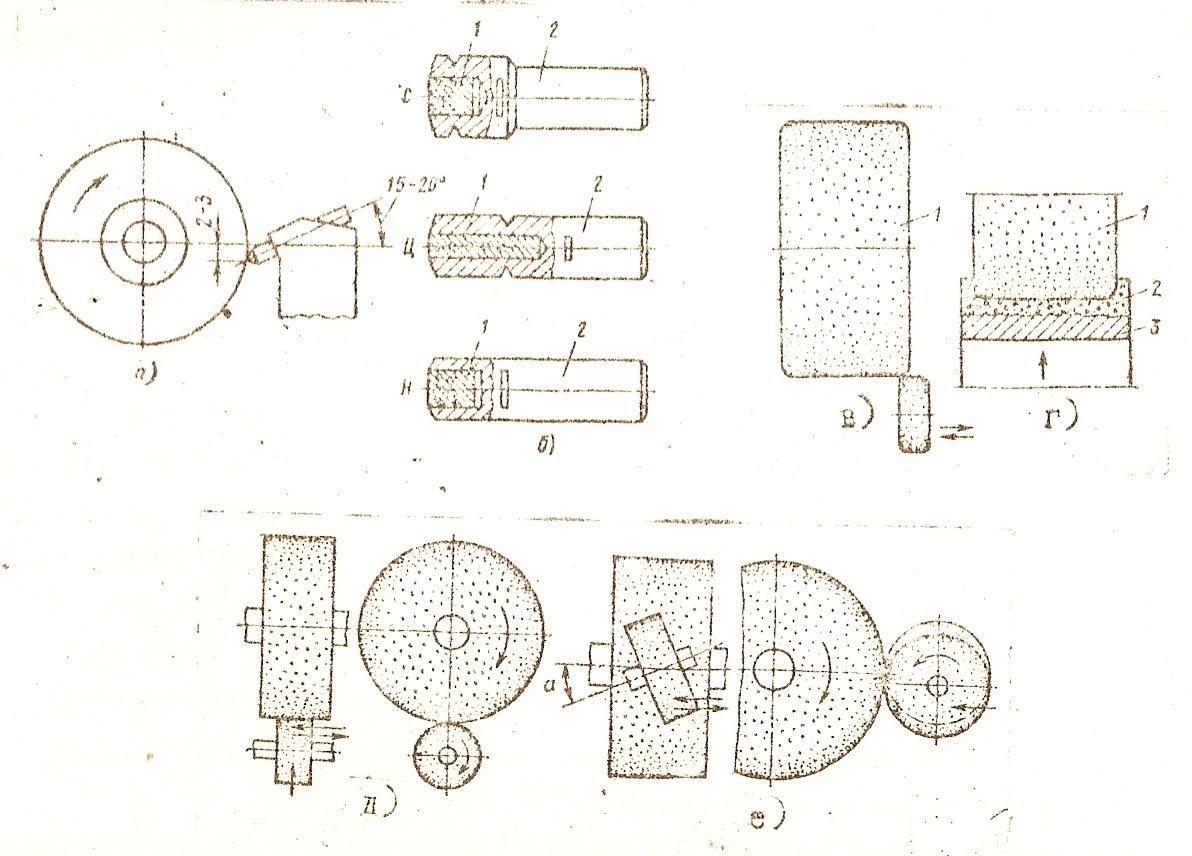
Рис.9 Способы правки круга: а-г) – алмазная; д-е) – безалмазная.
а) – установка оправки на станке; б) – алмазно-металлические карандаши типов С, Ц, Н; где 1 – алмазоносные вставки; 2 – оправка;
в-г) – правка шлифовальных кругов алмазными роликами.
4.1. Наладка кругло- и плоскошлифовальных, станков
Наладку круглошлифовального станка на обработку конической поверхности выполнять в следующей последовательности:
- для обработки длинной конической поверхности с 2 < 16 o на заготовке, установленной в центрах, открепить верхний стол 3 (рис.2) повернуть его относительно нижнего 2 на угол и закрепить. Угол поворота отсчитать по градусной шкале, закрепленной на нижнем столе.
После закрепления заготовки отрегулировать упоры 4. При их правильном положении на плоскошлифовальном станке перебег стола l1 = 30 - 50 мм (рис.1 б), а на круглошлифовальном - в зависимости от конфигурации заготовки (l1 0 ÷ 30 мм). Регулировку упоров выполнить при отведенном от заготовки шлифовальном круге. Проверку хода стола делать только после закрепления упоров 4.
Используя соответствующие рукоятки, установить заданные картами обработки частоту вращения заготовки и соответствующие подачи. Назначение рукояток указано на станке.
Заданную глубину резания установить следующим, образом. Включить вращение ШК. На круглошлифовальном станке включить круговую подачу заготовки и рукоятке ручной продольной подачи установить правый конец обрабатываемой поверхности напротив ШK. Рукояткой ручной поперечной подачи подвести ШK к обрабатываемой поверхности до легкого касания, которое определяется по появлению искр в зоне обработки. Установить лимб рукоятки поперечной подачи на нуль. Затем включить продольную подачу заготовки и в тот момент, когда заготовка будет находиться в крайнем положении, поворачивать рукоятку поперечной подачи на
К – t / A делений лимба (где t - заданная глубина резания, мм; Δ - цена деления, указанная на лимбе).
На плоскошлифовальном станке для установки заданной глубины резания включить продольную подачу стола рукояткой ручной поперечной подачи установить крестовки суппорт в такое положение, когда ШК будет находиться под заготовкой в одном из крайних положения. Рукояткой ручной вертикальной подачи опустить ШК до касания с заготовкой, поставить лимб на нуль и в одном из крайних положений стола установить по лимбу заданную глубину резания, описанным выше способом.
Размеры обработанной поверхности контролировать штангенциркулем или микрометром по указанию учебного мастера после полной остановки станка и на снятой заготовке.
Перед шлифованием убедиться в наличии СОЖ в бачке и подаче её в зону обработки. При этом поступление СОЖ должно быть равномерным, обильным и непрерывным.
Давление жидкости поддерживать в пределах 0,03 - 0,15 Мн/м2 , а расход - 0,6 - 1,0 л/мин. на I мм ширины ШК. Ширина струи должна быть не меньше ширины круга.
Установка для подачи СОЖ должна обеспечить правильное направление струи и минимальное разбрызгивание. Направление струи должно быть под углом 15 ÷ 25 к горизонтальной плоскости.
При обработке большого диаметра или высокоточном и высокопроизводительном шлифовании применяют подачу СОЖ дополнительно снизу.