

Учебник Спецсуда
.pdf.3.1. |
и |
.3.2. з
Вспомогательные базы служат для установки и проверки положения некоторых элементов корпусных конструкций, а затем необходимость в них отпадает.
При изготовлении корпусных конструкций ПЛ применяются те же способы и технические средства для определения размерных параметров. что и при изготовлении корпусных конструкций надводных судов. Для выполнения линейных измерений традиционно используются различные штриховые меры длины (металлические рулетки, метры), а для горизонтального и вертикального нивелирования - шланговые уровни, шнчровые отвесы, оптические, оптико-электронные и лазерные приборы. фотограмметрия. Кроме этого в подводном кораблестроении применяется специальный измерительный инструмент.

Для измерения шпации используются нутромеры, которые устанавливаются между шпангоутами (рис.3.3). Бухтиноватость корпусных конструкций контролируется с помощью бухтиномера (рис.3.4), а разностенность в местах соединения листовых деталей - с помощью пазометра (рис.3.5). Точность изготовления регламентируется соответствующей нормативно-технической документацией путем установления допустимых отклонений от заданных размерных параметров. Некоторые из этих требований устанавливают отклонение линии разметки ±1 мм, разностенность 0,1 от толщины стыкуемых деталей, невертикальность образующих до 4 мм, бухтиноватость обшивки на базе 600 мм не более 0,1 от
.3.5. р
толщины, отклонение монтажной шпации +6 и -8 мм.
.3.4. р
3.2. Обеспечение точности по геометрическим параметрам
Точность корпусных конструкций по геометрическим параметрам характеризуется величинами отклонений действительной формы от проектной. Контроль формы заключается в выполнении измерений фактических отклонений и сопоставлении их с допускаемыми, регламентированными нормативной технической документацией. Эти измерения выполняются прямыми или косвенными методами. В прямых методах производится непосредственное измерение контролируемого параметра конструкции, а в косвенных - параметра, не являющегося контролируемой характеристикой конструкции, но связанного с ней однозначной

зависимостью. В качестве прямых используются следующие методы: радиусометрический, шаблонов и контршаблонов, геометрических построений.
Радиусометрический метод основан на сравнении действительных и теоретических расстояний от заданного центра до внутренней поверхности контролируемой конструкции. Измерения выполняются в ряде последовательных сечений (рис.3.6) с помощью рейки, линейки или штихмасса. Метод шаблонов предполагает сравнение формы шаблонов с фактической формой отдельных сечений контролируемой конструкции. Метод геометрических построений предусматривает измерение одной из координат контролируемой точки при заданной другой координате. Изменение формы контролируемой конструкции определяется по разнице лействительных и теоретических координат. Измерения выполняются от основных и вспомогательных базовых плоскостей.
.3.6. |
д |
Возможность обеспечения требуемой формы корпуса в значительной мере определяется степенью достоверности сведений о ее действительных отклонениях на всех этапах постройки ПЛ. Радиусометрический метод контроля геометрической формы имеет определенные ограничения, обусловленные наличием установленного внутри корпуса насыщения и различных легких конструкций (настилов, платформ, промежуточных палуб). Это вызывает необходимость вскрытия технологических вырезов для прохода средств измерения с последующей установкой заделок. Наличие прочных цистерн и других конструкций, вскрытие технологических вырезов в которых невозможно, также ограничивает возможность применения радиусометрического метода и предопределяет недоступность ряда контролируемых точек для измерения. Расширение возможности

контроля формы ОК возможно за счет применения способа замеров от струн. Этот способ предусматривает нанесение на поперечных переборках в процессе постройки ПЛ окружностей радиусом на 200-300
мм меньших теоретического радиуса ОК. На этих окружностях по 16 штатным образующим устанавливаются специальные бобышки для крепления мишеней (рис.3.7), через которые протягиваются струны. Выполняются замеры расстояний между струной и внутренней поверхностью ОК. Вместо струн может применяться оптический ординатометр, который закрепляется на одной из переборок и ориентируется на мишени, установленные на другой переборке. В этом случае измерения выполняются от оптической оси ординато метра (оптической струны).
.3.7. |
й |
Расширение возможностей контроля формы ОК на заключительных стадиях его формирования предусматривает сочетание обмеров изнутри и снаружи. Наружные замеры выполняются тогда, когда ограничены возможности применения внутренних замеров. Для выполнения наружных замеров используется метод круговых шаблонов. По этому методу через каждые 10° измеряется расстояние между калиброванным шаблоном и наружной поверхностью корпуса (рис.3.8). По результатам измерений на координатной бумаге в масштабе строится фактический контур обмеряемой конструкции и устанавливается степень его соответствия требуемой форме.
.3.8. |
и |
Последующее усовершенствование этого метода привело к созданию метода мостовых шаблонов, который реализуется с помощью специаль-

ного измерительного инструмента (рис.3.9), Настроенный на определенный радиус мостовой шаблон соответствует теоретическому контуру поперечного сечения ОК. Расстояние между опорами и средней опорой и свободным концом шаблона соответствует разделению длины окружности ОК на 10°. При выполнении измерений мостовой шаблон опирается двумя опорами на поверхность ОК, и с помощью индикатора измеряется расстояние между свободным концом инструмента и наружной поверхностью корпуса. Затем измерительный инструмент смещается по периметру на расстояние, соответствующее угловому перемещению в 10°. Результаты измерений используются для построения контура поперечного сечения на плазе или вводятся в компьютер для расчетного определения формы измеренного контура. Этот метод более универсален, менее трудоемок и продолжителен, чем метод шаблонов. Методы круговых и мостовых шаблонов могут использоваться только при отсутствии наружного корпуса.
.3.9. |
и |
Точность применяемых в подводном кораблестроении методов контроля формы может оцениваться путем сравнения погрешностей измерения с допустимыми погрешностями по принятой в машиностроении методике. В основу этой методики положен принцип малой вероятности сочетания предельных отклонений размеров или формы конструкции с наибольшей погрешностью измерений. На практике отношение погрешности измерений к величине допуска (для приемлемых значений вероятности перехода размеров или формы корпусных конструкций за пределы поля допуска) принимается равным 20%. Выполненные исследования по оценке точности методов контроля формы и размеров корпусных конструкций показали, что радиусометрический метод обеспечивает требуемую точность. Погрешность же методов шаблонов и геометрических построений в ряде случаев превышает допустимую.
Необходимость повышения точности контроля формы и размеров привело к использованию для этих целей различных оптических приборов. Для контроля круговой формы ОК применяется метод оптического квадрата, предусматривающий выполнение обмеров снаружи ОК. При выполнении обмеров теодолиты располагаются таким образом, что их визирные оси образуют оптический квадрат (рис.3.10). От сторон квад-
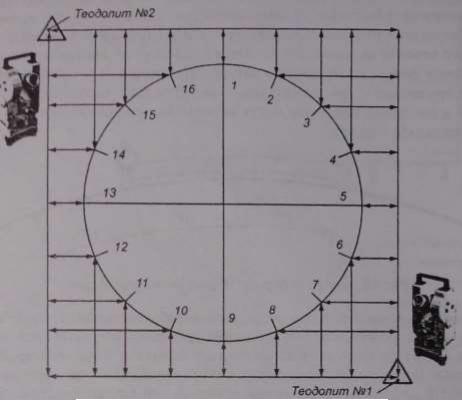
рата с помощью рулеток замеряются вертикальные и горизонтальные координаты точек контура поперечного сечения ОК. Результаты измерений вводятся в компьютер для расчетного определения отклонений формы или по ним на плазе строится фактический контур контролируемой конструкции.
Рис.3.10. Схема метода оптического квадрата
Оптический метод по своей сути не отличается от метода геометрических построений. Применяемые оптические средства используются лишь для создания баз отсчета в виде визирных осей и заменяют проектирование с помощью отвеса оптическим проектированием, а измерения больших длин заменяют измерением углов, что повышает точность контроля. Недостатками метода являются большой объем ручного труда, необходимость предварительного выравнивания контролируемой конструкции и большая трудоемкость. Кроме этого оптический метод для своего применения требует обеспечения обзора контролируемой поверхности, что исключает его использование для контроля формы ОК после установки наружных конструкций.
Определенный интерес представляет применение для обмеров формы корпуса фотограмметрии. Измерения с помощью цифровой фотограмметрии имеет ряд преимуществ: объективность и достоверность результатов контроля, отсутствие непосредственного контакта с измеряемым объектом, возможность механизации и автоматизации обработки результатов измерений. К недостаткам следует отнести большой объем подготовительных работ и невысокую в ряде случаев точность измерений. Так, погрешность определения координат методом фотограмметрии при масштабе фотографии 1:20 составляет 1%. Более высокая точность достигается при выполнении измерений по стереоскопическим снимкам. С

помощью специальных измерителей (стереокомпараторов) определяют координаты точек зафиксированного на снимках изображения объекта. Непосредственно форма измеряемой конструкции определяется путем пересчета на компьютере результатов измерений по стереоснимкам.
3.3. Методы косвенного контроля формы
Одним из путей совершенствования контроля формы является косвенный контроль, сочетающий измерения и аналитическую обработку результатов измерения. Измеряемыми параметрами могут быть кривизна н угол наклона касательной, а непосредственные отклонения формы определяются расчетным путем.
Измерения при косвенном контроле должны выполняться на наружной обшивке и требуют небольшой базы. В результате возможность их выполнения в значительно меньшей мере, чем для традиционных методов, зависит от степени насыщения отсеков конструкциями и оборудованием. Этот вид контроля не требует ориентирования конструкции относительно баз отсчета, задание которых определяется при расчете. Достоинством метода является возможность механизации и автоматизации процесса контроля.
Теоретическая и действительная формы контролируемого контура задаются в полярных координатах уравнениями  ), а разность
), а разность
(3.1.)
характеризует изменения радиальных отклонений по периметру контура. С учетом соотношения (3.1) кривизна контролируемого контура записывается в виде
(3.2.)
Это уравнение является исходным для определения отклонения формы и может быть решено относительно СО одним из методов приближенного решения обыкновенных дифференциальных уравнений, в частности, методом Рунге-Кутта.
Определение радиальных отклонений значительно упрощается путем линеаризации уравнения (3.2):

где  - изменение кривизны контролируемого контура по сравнению с кривизной теоретического контура.
- изменение кривизны контролируемого контура по сравнению с кривизной теоретического контура.
Если теоретический контур является окружностью радиуса R, то линеаризованное уравнение принимает вид
(3.3)
На практике удобнее производить измерения кривизны в зависимости от длины дуги S, отсчитываемой по длине контролируемого контура. Для перехода в дифференциальном уравнении (3.3) к независимой переменной S следует воспользоваться приближенным соотношением 
(3.4)
Установлено, что минимальная погрешность, обусловленная заменой переменной, достигается при выборе в качестве базы отсчета отклонений формы окружности, равной контролируемому контуру периметра.
Если для уравнения (3.4)  ;
;  ;
;  то решения получаются в виде
то решения получаются в виде
(3.5)
(3.6)
Возможно численное решение уравнения (3.4) путем представления
Где
 показывает, какую часть периметра базовой окружности составляет длина контролируемого контура L.
показывает, какую часть периметра базовой окружности составляет длина контролируемого контура L.
Если контур замкнутый и его периметр совпадает с периметром базовой окружности, то  и
и

Коэффициенты  могут быть вычислены заранее. При этом нет необходимости варьировать отдельно величинами і и j. Можно изменять
могут быть вычислены заранее. При этом нет необходимости варьировать отдельно величинами і и j. Можно изменять
только разность этих величин  и вычислять соответствующие коэффициенты:
и вычислять соответствующие коэффициенты:
Точность определения отклонений формы и объем связанной с этим
вычислительной работы зависят от числа членов п в разложении  в ряд Фурье. Полученная оценка точности расчетной схемы позволяет определять минимально необходимое значение п. Для обеспечения требуемой точности вычислений число измерений в формуле (3.7) следует
в ряд Фурье. Полученная оценка точности расчетной схемы позволяет определять минимально необходимое значение п. Для обеспечения требуемой точности вычислений число измерений в формуле (3.7) следует
принимать  .
.
Численный метод определения радиальных отклонений при заранее рассчитанных коэффициентах  сопряжен с меньшим объемом вычис-
сопряжен с меньшим объемом вычис-
лительной работы, чем нахождение численных решений (3.5) и (3.6). Расчетная зависимость для определения радиальных отклонений
формы, когда измеряемой величиной является изменение угла наклона
касательной  к контролируемому контуру по сравнению с углом наклона касательной к теоретическому кругу радиусом R (рис.3.11), вычисляется следующим образом. Известно, что
к контролируемому контуру по сравнению с углом наклона касательной к теоретическому кругу радиусом R (рис.3.11), вычисляется следующим образом. Известно, что
Так как в соответствии с рис.3.11
то
или с учетом равенства
Отсюда
При малых значениях у, что характерно, в частности, для ОК ПЛ:
(3.8)
4. СБОРКА И СВАРКА КОНСТРУКЦИЙ ОСНОВНОГО КОРПУСА
4.1. Технологичность корпуса при его разделении на сборочные единицы
Выбор метода формирования основного корпуса (ОК) на построечном месте определяется конструктивно-технологическими особенностями ПЛ, типом построечно-спускового комплекса, годовой программой постройки
и имеющимися на предприятии средствами технологического оснащения. Непосредственно с методом постройки связано разделение корпуса на сборочные единицы.
При разработке схемы разделения корпуса на сборочные единицы необходимо учитывать следующие основные факторы:
кратность длины обечаек и секций габаритам заказного листового проката;
обеспечение технологичности конструкций, включая возможность механизации и автоматизации сборочных и сварочных работ, минимальность сварочных деформаций корпусных конструкций, удобство монтажа различного оборудования и насыщения и т.п.;
обеспечение широкого применения модульно-агрегатных методов монтажа корпусных конструкций, оборудования, механизмов и различных устройств;
производственные условия завода-строителя, включая грузоподъемность кранового оборудования и опорно-транспортных устройств, габариты пролетов цехов и транспортных ворот;
оптимальность выполнения механомонтажных работ в составе сборочных единиц с максимальным использованием имеющихся на предприятии средств технологического оснащения.
Схема разделения на сборочные единицы непосредственно связана с выбором расположения пазов и стыков обшивки ОК. При этом следует учитывать технические условия на поставку листового и профильного проката, принятую технологию изготовления деталей корпуса на конкретном оборудовании корпусообрабатывающего цеха и наличие удаляемого припуска по кромкам на обработку, на выполнение сборочных и монтажных операций и на усадку сварных швов при сварке обшивки и приварке набора.
Кроме этого необходимо обеспечить ряд требований, согласно которым расстояние между основными сварными соединениями должно быть не менее 100 мм, а сломы обшивки не должны располагаться по границам листов. Пазы и стыки обшивки не должны пересекать по касательной крупногабаритные изделия корпусного насыщения, и все сварные соединения должны быть доступны для качественного выполнения их сварки и последующего контроля качества. Легкие конструкции корпуса не следует устанавливать на эти сварные соединения.
Разделение на секции, блоки и блок-модули производится по территориальному или функциональному принципу из условия обеспечения широкого фронта работ при погрузке и монтаже сборочно-монтажных единиц через открытые торцевые сечения ОК. При этом должны обеспечиваться благоприятные условия для выполнения сборочно-сварочных работ по монтажным соединениям с минимальной трудоемкостью и продолжительностью.