

Испытание сварочного источника
Чтобы убедиться в том, что сварочный источник соответствует техническим условиям, определенным производителем, необходимо произвести его испытание при работе на нагрузку. Обычно при испытаниях, в качестве такой нагрузки, используют сварочный балластный реостат типа РБ-315 или подобный. Для производства испытаний необходимо собрать соответствующую схему (рис. 1.9).
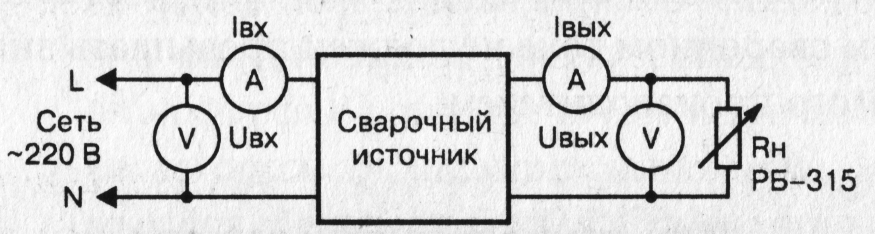
Рис. 1.9. Схема испытания сварочного источника
Перед включением сварочного источника все рычажки балластного реостата необходимо перевести в нижнее положение, чтобы обеспечить режим холостого хода. После включения сварочного источника необходимо измерить его выходное напряжение холостого хода на клеммах балластного реостата. Значение этого напряжения должно быть в пределах, гарантируемых производителем.
С помощью задатчика тока установим минимальный сварочный ток. С помощью рычажков балластного реостата установим выходное напряжение сварочного источника, соответствующее значению, найденному по формуле:
![]()
При этом выходной ток источника должен соответствовать заданному. В противном случае произвести его подстройку соответствующими органами подстройки, установленными на плате управления БУ сварочного источника.
Далее с помощью задатчика тока установим максимальный сварочный ток. С помощью рычажков балластного реостата установим выходное напряжение сварочного источника соответствующее значению, найденному по формуле:
![]()
При этом выходной ток источника должен соответствовать заданному. В противном случае произвести его подстройку соответствующими органами подстройки, установленными на плате управления БУ сварочного источника.
Ток, потребляемый сварочным источником из сети, при максимальном сварочном токе не должен превышать значения, гарантируемого производителем.
Испытание тепловой защиты
Источники питания для сварки должны выдерживать повторяющиеся циклы нагрузки без повреждения или функциональных отказов [ГОСТ Р МЭК 60974-1-2004]. Соответствие должно проверяться путем последующих испытаний и проверки отсутствия повреждения или функциональных отказов источников питания для сварки в ходе испытаний/проверок.
При запуске из холодного состояния сварочный источник нагружают номинальным сварочным током, пока не произойдет срабатывание тепловой защиты. После автоматического сброса тепловой защиты необходимо убедится в функциональности сварочного источника. Для этого необходимо установить максимальный сварочный ток и провести 60 коротких замыканий продолжительностью 2 с каждое на внешнее сопротивление величиной 8-10 мОм, с паузой между замыканиями 3 с.