

1.2_ТЕХНОЛОГІЧНИЙ_РОЗДІЛ_(1)
.pdfБазовий технологічний маршрут обробки деталі
005 – Фрезерна.
Перехід 1. Фрезерувати поверхню A.
Перехід 2. Фрезерувати поверхню B.
Перехід 3. Фрезерувати поверхню C.
Перехід 4. Фрезерувати поверхню D.
Перехід 5. Фрезерувати поверхню E.
Перехід 6. Фрезерувати поверхню F.
Перехід 7. Фрезерувати поверхню G. 010 – Фрезерна.
Фрезерувати поверхню H.
015 – Вертикально-свердлильна.
Обробка поверхні K.
Перехід 1. Свердлити отвір 8 мм.
Перехід 2. Розвернути отвір 8.43 мм.
Перехід 3. Нарізати різьбу М10-7Н.
020 Вертикально-свердлильна.
Обробка поверхонь L,M.
Перехід 1. Свердлити отвір 8 мм.
Перехід 2. Розсвердлити отвір 12 мм.
Перехід 3. Розвернути отвір 8.43 мм.
Перехід 4. Нарізати різьбу М10-7Н.
025 Зубонарізна.
Обробка поверхні H.
Нарізати зуби.
030 Фрезерна.
Фрезерувати прорізь.
Альтернативною заготовкою та маршрутом оберемо заготовку із прокату,
вирізаною за допомогою плазмово-дугової різки.
Арк.
ДР 138. 00. 00. 000. ПЗ
Змн. Арк. № докум. Підпис Дата
Вартість заготовки визначається згідно формули:
відх
= − − 1000 грн.
Де, = 2.02кг – маса деталі;
= 128 – кількість деталей на одному листі прокату;
= 13000 грн – вартість тонни прокату Сталь 45;
= 1,44 т – маса листа прокату Сталь 45;
відх = 2080 грн – вартість тонни відходів Сталь 45;
|
13000∙1,44− 1440−128∙2,02 |
2080 |
|
|
= |
1000 |
= 127,05 грн. |
||
|
||||
128 |
|
|||
|
|
|
Альтернативний технологічний маршрут обробки деталі
005 – Фрезерна.
Перехід 1. Фрезерувати поверхню A.
Перехід 2. Фрезерувати поверхню B.
Перехід 3. Фрезерувати поверхню C.
Перехід 4. Фрезерувати поверхню D.
Перехід 5. Фрезерувати поверхню E.
Перехід 6. Фрезерувати поверхню F.
Перехід 7. Фрезерувати поверхню G. 010 – Фрезерна.
Фрезерувати поверхню H.
015 – Вертикально-свердлильна.
Обробка поверхні K.
Перехід 1. Свердлити отвір 8 мм.
Перехід 2. Розвернути отвір 8.43 мм.
Перехід 3. Нарізати різьбу М10-7Н.
020 Вертикально-свердлильна.
Обробка поверхонь L,M.
Перехід 1. Свердлити отвір 8 мм.
Перехід 2. Розсвердлити отвір 12 мм.
Перехід 3. Розвернути отвір 8.43 мм.
ДР 138. 00. 00. 000. ПЗ
(1.3.6)
Арк.
Змн. Арк. № докум. Підпис Дата
Перехід 4. Нарізати різьбу М10-7Н.
025 Зубонарізна.
Обробка поверхні H.
Нарізати зуби.
030 Фрезерна.
Фрезерувати прорізь.
Порівняння базового та альтернативного маршрутів обробки деталі.
Арк.
ДР 138. 00. 00. 000. ПЗ
Змн. Арк. № докум. Підпис Дата

Таблиця 1.3.5 – Порівняння маршрутів обробки деталі
Базовий |
Альтернативний |
|
|
Операція 005 – Фрезерна. |
Операція 005 – Фрезерна. |
|
|
Перехід 1. Фрезерувати поверхню A. |
Перехід 1. Фрезерувати поверхню A. |
|
|
Перехід 2. Фрезерувати поверхню B. |
Перехід 2. Фрезерувати поверхню B. |
|
|
Перехід 3. Фрезерувати поверхню C. |
Перехід 3. Фрезерувати поверхню C. |
|
|
Перехід 4. Фрезерувати поверхню D. |
Перехід 4. Фрезерувати поверхню D. |
|
|
Перехід 5. Фрезерувати поверхню E. |
Перехід 5. Фрезерувати поверхню E. |
|
|
Перехід 6. Фрезерувати поверхню F. |
Перехід 6. Фрезерувати поверхню F. |
|
|
Перехід 7. Фрезерувати поверхню G. |
Перехід 7. Фрезерувати поверхню G. |
|
|
Операція 010 – Фрезерна |
Операція 010 – Фрезерна |
|
|
Фрезерувати поверхню H. |
Фрезерувати поверхню H. |
|
|
Операція 015 – Вертикально- |
Операція 015 – Вертикально- |
свердлильна |
свердлильна |
|
|
Обробка поверхні K. |
Обробка поверхні K. |
|
|
Перехід 1. Свердлити отвір 8 мм. |
Перехід 1. Свердлити отвір 8 мм. |
|
|
Перехід 2. Розвернути отвір 8.43 мм. |
Перехід 2. Розвернути отвір 8.43 мм. |
|
|
Перехід 3. Нарізати різьбу М10-7Н. |
Перехід 3. Нарізати різьбу М10-7Н. |
|
|
Операція 020 – Вертикально- |
Операція 020 – Вертикально- |
свердлильна. |
свердлильна. |
|
|
Обробка поверхонь L,M. |
Обробка поверхонь L,M. |
|
|
Перехід 1. Свердлити отвір 8 мм. |
Перехід 1. Свердлити отвір 8 мм. |
|
|
Перехід 2. Розсвердлити отвір 12 мм. |
Перехід 2. Розсвердлити отвір 12 мм. |
|
|
Перехід 3. Розвернути отвір 8.43 мм. |
Перехід 3. Розвернути отвір 8.43 мм. |
|
|
Перехід 4. Нарізати різьбу М10-7Н. |
Перехід 4. Нарізати різьбу М10-7Н. |
|
|
Операція 025– Зубонарізна |
Операція 025– Зубонарізна |
|
|
Обробка поверхні H. Нарізати зуби |
Обробка поверхні H. Нарізати зуби |
|
|
Операція 030– Фрезерна |
Операція 030– Фрезерна |
|
|
Фрезерувати прорізь. |
Фрезерувати прорізь. |
|
|
Арк.
ДР 138. 00. 00. 000. ПЗ
Змн. Арк. № докум. Підпис Дата

Оскільки технологічні маршрути однакові, а ціна заготовки для базового варіанту значно нижча ніж в альтернативного, обираємо його як основний маршрут обробки деталі.
Загальний економічний ефект при виборі базового технологічного маршруту розраховується за формулою:
|
= − |
(1.3.7) |
||
Де, |
= 52,26 грн. – вартість поковки; |
|
||
|
= 127,05 грн. – вартість заготовки |
виконаної за допомогою |
||
плазмово-дугової різки; |
|
|||
|
= 25000 шт. – річна програма випуску деталей. |
|||
|
= 127,05 − 52,26 25000 = 1869750 грн. |
|||
Виконання поковки згідно ГОСТ 7505-89. |
|
|||
1. Динамометричний важіль. |
|
|||
1.1 |
Штамповочне обладнання – ГКМ. |
|
||
1.2 |
Нагрів заготовки – індукційний. |
|
||
1.3 |
Матеріал – Сталь 45. |
|
||
1.4 |
Маса деталі – 2.02 кг. |
|
||
2. Вихідні дані для розрахунку поковки: |
|
|||
2.1 |
Маса поковки (розрахункова) – 2.62 кг. |
|
||
Розрахунковий коефіцієнт Кр = 1.3, 2.02 ∙ 1,3 = 2,62 кг. |
||||
2.2 |
Клас точності – Т3 |
|
||
2.3 Група сталі - М3 |
|
|||
2.4 Ступінь складності – С3, при відношенні |
п |
= 0.19 |
||
ф |
||||
|
|
|
||
2.5Конфігурація поверхні роз’єму штампа – Плоска (П)
2.6Вихідний індекс – 10
3. Припуски та ковальські напуски
3.1 Основні припуски.
2 мм – довжина деталі 475 мм якість поверхні 6.3
1.6 мм – діаметр 114 мм якість поверхні 6.3 1.4 мм – висота деталі 15 мм якість поверхні 6.3
Арк.
ДР 138. 00. 00. 000. ПЗ
Змн. Арк. № докум. Підпис Дата
1.4 мм – висота деталі 24 мм якість поверхні 6.3 1.4 мм – товщина деталі 20 мм якість поверхні 6.3
3.2 Додатковий припуск на врахування відхилення від площинності –
0.6 мм.
4. Розміри поковки та їх допустимі відхилення
4.1 Розміри поковки Довжина - 475 + 2 ∙ 2 = 479 мм.
Діаметр - 114 - 114 − 2 ∙ 1,6 = 110,8 мм.
Висота - 15 + 2 ∙ 1,4 = 17,8 мм.
Висота - 24 - 24 + 2 ∙ 1,4 = 26,8 мм.
Товщина -20 + 2 ∙ 1,4 + 0,6 = 24 мм.
4.2Радіус заокруглення зовнішніх кутів – 2 мм.
4.3Допустимі відхилення розмірів, мм. Довжина - 479+1,8−1
Арк.
ДР 138. 00. 00. 000. ПЗ
Змн. Арк. № докум. Підпис Дата
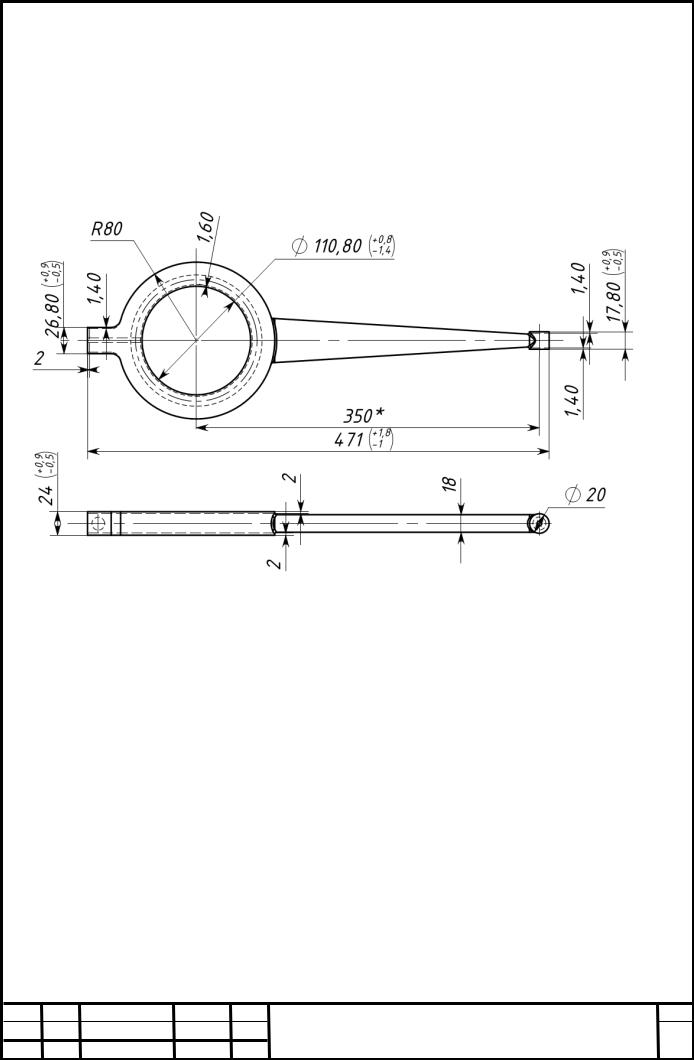
Діаметр - 114 - 110,8+0,8−1,4
Висота - 17,8+0,9−0,5 Висота - 24 - 26,8+0,9−0,5
Товщина -24+0,9−0,5
Рисунок 1.3.1 - Поковка важіль динамометричний
Арк.
ДР 138. 00. 00. 000. ПЗ
Змн. Арк. № докум. Підпис Дата