

Додаткова_література / Додаткова література / tsp
.pdfИнтенсивная эмиссия электронов происходит с части торца катода, называемой катодным пятном. Плотность тока на катодном пятне около 7200 А/см2.
Вылетевшие из катодного пятна электроны под действием электрического поля приобретают скорости, достаточные для осуществления ионизации. Свободный полет электронов составляет величину порядка 10-5 см. Такая же протяженность катодной области.
Ионы под действием электрического поля устремляются к катоду и, ударяясь об него, отдают ему свою энергию, поддерживая тем самым высокую температуру последнего.
Таким образом, в катодной области движутся два потока: электронов и ионов. Так как масса ионов во много раз больше массы электронов, то ионы значительно медленнее, чем электроны, движутся в прикатодной области. Следовательно, в прикатодной области имеет место избыток ионов, которые создают положительный объемный заряд, искажающий электрическое поле. Поэтому в прикатодной области наблюдается значительно больший градиент потенциала.
Вприанодной области имеется только электронный ток, потому что анод «отсасывает» из плазмы дуги электроны. Так как анод может отсасывать количество электронов, отличающиеся от того, которое может дать столб дуги, то в прианодной области также может возникнуть объемный заряд, который изменит напряженность электрического поля и создаст дополнительно падение напряжения.
Если анод отбираеет электронов больше, чем может дать столб дуги, то
прианодная область обедняется электронами и в ней образуется избыточный положительный объемный заряд, увеличивающий общее напряжение на дуге. Если же анодная область отбирает электронов меньше, чем поступает из столба, то в этой области создается некоторый избыток электронов, т.е. избыточный отрицательный объемный заряд.
Падение напряжения на участке металлического проводника подчиняется закону Ома и может быть представлено в виде прямой. Падение напряжения в дуге на различных ее участках неодинаково. Возникновение объемных зарядов в
прикатодной и прианодной областях создает в них повышенный градиент
потенциала. На рис. 2.6 представлено распределение падения напряжения в дуге. В прикатодной области на длине около 10-5 см сосредоточена значительная часть напряжения дуги, называемая катодным падением напряжения (Uk).
Вприанодной области сосредоточено анодное падение напряжения (Ua). Таким образом, напряжение дуги может быть представлено как сумма трех
составляющих:
Ud = Uk + Uc + Ua.
Тогда мощность дуги
Pd = IUd = IUk + IUc + IUa = Pk + Pc + Pa.
Как уже говорилось, общий ток в дуге складывается из тока ионов и тока электронов, т.е.
I = Ii + Ie
Если доля электронного тока f = Ie/I, то доля ионного тока составит
(1 – f) = Ii/I.
31

Рис. 2.6. Падение напряжения в дуге.
Тогда ток электронов Ie = fI, а ток ионов Ii = (1 – f)I. Исходя из этого рассмотрим, из чего будет складываться приход и расход энергии в прикатодной области, в столбе дуги и в прианодной области.
Энергия катоду сообщается ионами, которые его бомбардируют.
Произведение тока ионов на катодное падение напряжения есть кинетическая энергия: (1 – f)IUk. Одновременно ионы, нейтрализуясь, отдают катоду энергию, израсходованную на их ионизацию, за вычетом энергии, затраченной на работу выхода, т.е. вырывание электронов с поверхности катода: (1 – f)I(Ui - ϕ). Таким образом, приход энергии на катоде:
(1 – f)IUk + (1 – f)I(Ui - ϕ) = (1 –f)I(Uk + Ui - ϕ).
Энергия на катоде расходуется: на эмиссию электронов, определяемую как fIϕ, на нагревание, испарение и плавление катода Wk и на радиацию Rk :
fIϕ + Wk + Rk.
Уравнение баланса энергии:
I(1 – f)(Uk + Ui - ϕ) = fIϕ + Wk + Rk.
Приход энергии в столбе дуги складывается из следующих составляющих:
1)энергии, выделяющейся за счет падения напряжения в столбе дуги;
2)энергии, вносимой электронами, получившими ускорение при
прохождении их через катодную область: fIUk. Общий приход энергии в столбе дуги будет:
IUc + fIUk.
Расход энергии в столбе дуги представляет собой:
1)энергию, уносимую ионами, вылетевшими из столба дуги: (1 – f)IUi;
2)потери на радиацию Rc,
Следовательно, расход энергии в столбе дуги
32
(1 – f)IUi + Rc,
а уравнение баланса энергии
IUc + fIUk = (1 – f)IUi + Rc.
Энергия аноду сообщается электронами. Составляющими ее являются:
1)кинетическая энергия электронов, получивших ускорение при
прохождении через анодную область: IUa (в анодной области имеет место только ток электронов: f = 1);
2)работа выхода, которую совершают электроны, входя в анод: Iϕ.
Тогда приход энергии на аноде составит
IUa + Iϕ = I(Ua + ϕ).
Расходуется энергия только на нагревание, плавление, испарение материала анода (Wa) и на радиацию (Ra).
Уравнение баланса энергии на аноде
I(Ua + ϕ) = Wa + Ra.
Для электродуговой сварки главное значение имеет затрата энергии на нагревание плавление и испарение материала катода и анода. Решив уравнения баланса энергии на катоде и на аноде относительно Wk и Wa, пренебрегая потерями
на радиацию и имея в виду, что Uk Ua получим
Wk = I[(1 – f)2Ui - ϕ];
Wa = I(Ua + ϕ).
Из этих выражений видно, что для увеличения энергии, выделяемой на катоде необходимо увеличивать долю ионного тока и потенциал ионизации, а работу выхода уменьшать. Наоборот, увеличение работы выхода и анодного падения напряжения приведет к увеличению энергии, выделяемой на аноде. Поэтому при сварке на прямой полярности, т.е. когда электрод является катодом, а изделие анодом, для
увеличения количества наплавленного металла целесообразно увеличивать эффективный потенциал ионизации и стремиться уменьшить работу выхода. Если же сварка ведется на обратной полярности, т.е. когда электрод является анодом, то для
увеличения количества наплавленного металла следует стремиться увеличивать работу выхода.
Количество расплавленного металла в единицу времени электродного металла при прямой полярности (электрод – катод):
g= 0,24Wk/qk = 0,24[(1 – f)2Ui - ϕ]/qk,
апри обратной полярности (электрод – анод)
g = 0,24Wa/qk = 0,24I(Ua +ϕ)/qk,
где
g -- количество расплавленного металла электрода, г/сек; qk -- теплосодержание расплавленного металла, кал/г.
Для характеристики удельной производительности электрической дуговой сварки принята величина, показывающая, какое количество электродного металла может быть расплавлено током 1 А в течение 1 часа. Эту величину называют коэффициентом расплавления электрода (αр) и выражают в г/А*ч
αр = 3600g/I.
33
Тогда коэффициент расплавления при сварке постоянным током при прямой полярности:
αр = (0,24[(1 – f)2Ui - ϕ]*3600)/qk,
а при обратной полярности
αр = (0,24(Ua + ϕ)3600)/qk.
Если считать, что металл электрода нагревается от обычной комнатной температуры до температуры кипения, то
qk = с(Тпл – Тн) + Qпл + с1(Ткип – Тпл),
где с – средняя теплоемкость в интервале температур от Тн до Тпл;
Тпл – температура плавления; Тн – начальная температура;
Qпл – скрытая теплота плавления;
с1 – средняя теплоемкость в интервале температур от Тпл до Ткип; Ткип – температура кипения металла.
Для малоуглеродистой стали с некоторым приближением (с = 0,164; с1 = 0,18;
Тпл = 15000; Тн = 200; Qпл = 49,4; Ткип = 27500) можно считать, что qk = 510 кал/г.
Тогда коэффициент расплавления при сварке малоуглеродистыми электродами на прямой полярности будет
αр + 1,7[(1 – f)2Ui - ϕ],
а при обратной полярности
αр = 1,7(Ua + ϕ).
Коэффициент расплавления может быть легко определен экспериментально и, пользуясь приведенными выражениями, можно определить долю ионного тока в прикатодной области и величину анодного падения напряжения. (Можно принять ϕ
=3,92 В; Ui = 7,83 В).
Электрическая дуга не имеет постоянного электрического сопротивления.
Зависимость напряжения на дуге от величины тока и длины дуги имеет сложный характер. При увеличении тока площадь поперечного сечения столба дуги, а также площадь катодного и анодного пятен увеличиваются. Если допустить, что плотность тока при этом остается постоянной, то площадь сечения столба дуги пропорциональна величине сварочного тока; при увеличении сварочного тока
увеличение площади поперечного сечения столба дуги пропорционально квадрату диаметру столба.
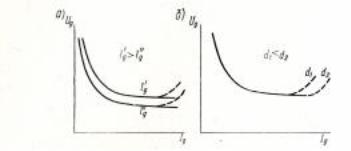
Зависимость между напряжением на дуге и величиной тока, носящая название вольтамперной характеристики, показана на рис. 2.7
Рис. 2.7. Вольтамперная характеристика электрической дуги.
34

С увеличением сварочного тока при данной длине дуги напряжение на дуге сначала круто снижается, а потом почти не изменяется.
Зависимость между напряжением на дуге и длиной дуги линейна
Ud = a + bld .
Коэффициент «а» по своей физической природе представляет сумму анодного и катодного падения напряжений, а коэффициент «b» – падение напряжения на единицу длины столба дуги (градиент напряженности электрического поля в столбе дуги).
В случае питания дуги переменным током, вследствие переменой полярности на электродах, при прохождении напряжения через нуль, дуга гаснет и зажигается вновь (рис. 2.8). В связи с нарушением в эти
Рис. 2.8. Изменение напряжения на дуге при питании ее переменным током.
моменты температурного состояния торцов электродов и газа в дуговом промежутке для возбуждения дуги потребуется большее напряжение, чем установившееся. Поэтому изменение напряжения характеризуется наличием пиков при каждом возбуждении дуги после ее обрыва.
При различии материала электродов (различные работа выхода электрона, Тпл и Ткип, теплофизические свойства) в дуге переменного тока наблюдается асимметрия тока и напряжения в различные полупериоды горения дуги (вентильный эффект). В ряде случаев его влияние весьма значительно, например, при сварке алюминия вольфрамовым электродом.
Степень локализации ввода тепла и максимальный удельный тепловой поток в центре дуги значительно больше, чем при газосварочном пламени (табл. 2.3).
Дуга так же создает механическое воздействие на сварочную ванну. Его
величина пропорциональна квадрату тока:
P = kI2.
Табл. 2.3. Характеристики теплового потока сварочных дуг
|
Макс. удельный |
Коэффициент |
||
Характеристика сварочной дуги |
тепловой поток, |
сосредоточенности |
||
|
кал/(см2*с) |
К, 1/см2 |
||
Дуга неплавящегося угольного электрода |
1000 |
– 2000 |
1 – 1.5 |
|
Дуга неплавящегося электрода (вольфрам) |
500 |
– 600 |
6 – 14 |
|
в аргоне |
||||
|
|
|
||
Дуга открытая плавящегося электрода |
1000 |
– 2000 |
1 – 1 .5 |
|
Дуга под флюсом плавящегося электрода |
6000 |
6 – 10 |
||
Как во всяком проводнике с током, вокруг дуги образуется магнитное поле.
Продольная составляющая этого поля оказывает значительное влияние на отрыв
35
капель от электрода и их перенос в дуге. Поперечное поле может отклонять дугу от нормального направления. Магнитное поле пропорционально квадрату тока.
Против магнитного отклонения (дутья) принимают следующие меры: стабилизацию дуги внешним магнитным полем; наложением магнитных масс в определенных участках вблизи свариваемого шва; сварка на переменном токе.
Внешним магнитным полем можно стабилизировать дугу, колебать ее вдоль и поперек шва или получить бегущую дугу.
2.4 Нагрев электрическим током при наличии контактного сопротивления
Выделение тепла Q при протекании по проводнику электрического тока определяется законом Ленца – Джоуля:
Q = 0,24I2Rt (ккал) = I2Rt (дж).
При наличии в цепи участков с различным сопротивлением тепло выделяется различно, пропорционально их сопротивлениям. Сопротивление протеканию электрического тока сплошного проводника:
R = ρl/F.
С повышением температуры сопротивление металлов возрастает:
RT = R0(1 + αT).
Сопротивление проводников в месте их взаимного соприкосновения (контактное сопротивление) не подчиняется таким определенным зависимостям, как сопротивление самих металлов. Соприкасаемые поверхности никогда не являются идеально ровными. Кроме того, на поверхностях имеются посторонние вещества – жировые пленки, окислы и пр. Причем толщина окисных пленок на различных участках поверхности обычно неодинакова.
2.5 Электрошлаковый источник тепла
Расплавленные шлаки, состоящие из окислов, галоидов и их смесей, являются проводниками электрического тока. При этом выделятся тепло:
Q = 0,24I2Rt = 0,24UIt,
Где U – падение напряжения между металлическими электродами в объеме, заполненным расплавленным шлаком.
Электродная проволока плавится в результате выделившегося тепла при прохождении по ней тока и нагрева шлаком, перегретым выше Тпл металла. Если скорость плавления проволоки равна скорости ее подачи, зазор между торцом электрода и зеркалом металлической ванны остается постоянным.
Часть теплового запаса шлаковой ванны расходуется на нагрев и плавление свариваемого металла, а также на плавление флюса.
Распределение температур в шлаковой ванне при ЭШС в достаточной степени не изучено. При сварке низкоуглеродистой стали, средняя температура шлака составляет порядка 1750 – 18000С. В нижней части шлаковой ванны температура может быть выше (2000 – 21000С).
36

Сопротивление протеканию тока в шлаковой ванне определяется размерами ванны, плавящегося электрода и удельным сопротивлением ρш, зависящим от температуры.
R = 2ρπшL (ln 4dL −1)εm,
где ρш -- удельное сопротивление шлака при средней температуре шлаковой
ванны, Ом*см;
L – длина плавящегося электрода, погруженного в шлаковую ванну, см; d – диаметр электрода, см;
ε – коэффициент, учитывающий сильное изменение сопротивления при
малом значении расстояния от электрода до зеркала металлической ванны,
ε= 1 – e-23(H – L) ;
m – поправочный коэффициент, зависящий от длины погруженной части электрода (рис. 2.9.).
M
1,5 
1,3 
1,1 
0,9 
0,7
1 2 3 4 5 L,см
Рис. 2.9. Зависимость поправочного коэффициента от длины погруженной части электрода.
2.6 Электронный луч
Электронный луч превращает кинетическую энергию быстролетящих электронов в тепловую при бомбардировке металла электронами. Электроны ускоряются внешним электрическим полем. Наибольшее ускорение электронов достигается при достаточно большом свободном пробеге, без столкновения с другими частицами, в частности с газовыми молекулами. Такие условия достигаются при достаточно глубоком вакууме (порядка 10-5 мм рт.ст.).
Нагреваемый электрическим током эмиттер (катод) (рис.2.10) излучает электроны. Электроны в электрическом поле между катодным фокусирующим электродом 2 и анодной диафрагмой 3 формируются в виде луча (пучка). За счет высокого напряжения (10000 – 100000 В) электроны, излучаемые катодом, ускоряются. В пределах свободного пробега скорость, приобретаемая электронами, может быть определена:
|
|
|
|
2*1,59*10−12 |
|
|
|
|
|
v = |
2eU |
= |
|
*U = 6*107 |
|
см / сек . |
|||
|
U |
||||||||
m |
9,03*10−28 |
||||||||
|
|
|
|
|
|
|
|||
т.е. при U = 10000 В; v = 60000 км/сек; U = 100000 В; v = 200000 км/сек.
37

Напряжение
2 накала
 1
1
3 
4
5
Рис. 2.10. Схема электронного луча.
Проходя через фокусирующую линзу 4 (иногда конструктивно связанную с магнитной отклоняющей системой), электронный луч фокусируется и достигает свариваемого изделия 5.
Комплект устройств, служащих для получения и фокусировки луча, называют электронной пушкой.
При сталкивании электрона, движущегося со скоростью 100000 км/с = 1010 см/с, с поверхностью металла в случае полной отдачи электроном своей
кинетической энергии металл получит тепловую энергию:
Q = mv2/2 = 9*10-28*1020/2 = 4,5*10-8 г*см2/с2 = 1,1*10-15 кал = 4,6*10-15 Дж.
Необходимая для сварки энергия (420 – 4200) Дж/с) достигается бомбардировкой металла потоком электронов с их общим количеством 1017 – 1018 электронов в сек.
При столкновении с поверхностью металла электрон теряет свою энергию не мгновенно, а осуществляет некоторый пробег в глубь металла. Длина этого пробега δ
(см) (уравнение Шекланда):
δ = 2,1*10-12(U2/ρ),
где ρ – плотность вещества, г/см3.
Например, пробег электрона в цирконии (ρ = 6,5 г/см3) при ускоряющем напряжении U = 50000В составит 81 мкм.
Эффективный к.п.д. при нагреве детали эл.лучом весьма высок (80 – 98%). Система фокусирования эл.луча позволяет в значительной степени
регулировать его тепловое воздействие на металл.
2.7 Сравнительные характеристики различных источников тепла для сварки плавлением.
Различные источники сварочного тепла характеризуются особенностями, которые определяют эффективность их применения, технологическую гибкость использования для тех или иных сварочных операций.
Так, по степени локализации ввода тепла в свариваемое изделие (в пятно нагрева) различные источники значительно отличаются друг от друга. Наибольшая локализация может быть создана при использовании лазера и электронного луча.
38
Дуга плавящимся электродом (особенно под флюсом) является также достаточно высоколокализованным источником тепла. Несколько меньшая локализация характерна для нагрева дугой косвенного действия, даже при обжатии ее плазмотроном. Наименее локализовано тепло вводится газосварочным пламенем.
Весьма важными являются и максимальная мощность сварочного источника, максимальный эффективный тепловвод в центре пятна нагрева, а также к.п.д. использования мощности для нагрева изделия.
Наибольшая максимальная мощность практически достигнута при электрошлаковой сварке (250кВт) и электродуговой (100кВт).характеризуются элетроннолучевые сварочные установки . Несколько меньшая максимальная мощность (30кВт) тока достигается в установке для сварки лазером. Максимальная
мощность практически применяемого газосварочного пламени ограничивается 10кВТ
По полезному использованию мощности источника энергии ( по эффективному вводу тепла в свариваемое изделие) наиболее высоким значением к.п.д. характеризуются электронный луч, сварочная дуга, а при металле большой толщины - электрошлаковый источник сварочного тепла. Значительно менее эффективно использование мощности лазера и газосварочного пламени.
Важной характеристикой сварочных источников тепла является их технологическая гибкость, маневренность. Некоторые источники сварочного тепла не могут обеспечить нагрева металла без его расплавления даже в тех случаях, когда это было полезно, например, при наплавке специальных сплавов.
В связи с комплексом рассмотренных характеристик источников тепла более удобными для изготовления разнообразных сварных конструкций являются электрическая дуга и в меньшей степени газосварочное пламя. Менее универсальными являются другие источники тепла, хотя каждый из них в
специфических условиях может оказаться наиболее целесообразным для использования при изготовлении тех или иных сварных конструкций.
2.8Вопросы для самопроверки
1.Назовите общие требования к сварочным источникам тепла.
2.Что такое термический к.п.д. нагрева изделия источником тепла?
3.Как происходит горение водорода?
4.Изложите схему горения углеводородов. Охарактеризуйте различные
углеводороды применительно к их использованию для газопламенного нагрева.
5.Опишите схему строения ацетиленокислородного пламени.
6.Какие условия определяет возможность горения электрической дуги?
7.Что такое ионизация газов? Какие виды ионизации Вам известны?
8.Что такое эмиссия электронов? Какие бывают виды эмиссии?
9.Что такое вольтамперная характеристика дуги? Изобразите ее графически.
10.Перечилите основные составляющие баланса энергии на катоде, в столбе дуги и на аноде.
39
11.Что такое магнитное дутье в дуге?
12.Из-за чего выделяется тепло при контактной сварке?
13.В чем заключается различие источников тепла при контактной сварке стыковой сварке сопротивлением и оплавлением?
14.Что представляет собой электрошлаковый источник тепла?
15.Дайте характеристику электронного луча как источника тепла при сварке.
16.Сравните различные источники сварочного тепла по локальности нагрева.
РАЗДЕЛ 3. ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ СВАРКЕ
3.1 Основы тепловых расчетов при сварке
В разработке тепловых основ сварки и тепловых расчетов при сварке, используемых в настоящее время, основная роль принадлежит советским ученым, в первую очередь академику Н.Н.Рыкалину.
Повышение температуры тела ∆Т при поступлении в него тепла Q определяется по следующей зависимости:
Q = mc∆T,
где
m – масса тела, г (кг);
с – удельная теплоемкость тела, кал/(г*0С) или Дж/(кг*0С).
Удельная теплоемкость различных веществ неодинакова. Кроме того, она зависит от температуры. В связи со сложной зависимостью теплоемкости от
температуры для упрощения в технических расчетах часто применяют средние значения удельной теплоемкости в интересующимся интервале температур.
Часто используют также понятие объемной теплоемкости (т.е. количество тепла, необходимого для нагрева единицы объема на 10С – кал/(см3*0С)), получаемой произведением сρ, где ρ – плотность вещества, г/см3. Характер зависимости сρ от температуры для твердых тел мало отличается от зависимости с = f(T).
При различных фазовых превращениях (например, при перестройке решетки в твердых металлах, плавлении или конденсации) изменение количества тепла в теле не сопровождается изменением температуры. Для таких превращений понятие теплоемкости теряет физический смысл. Поэтому общее количество тепла, содержащегося в теле (например, в единице его массы или объема) при какой-то
температуре, оценивают удельной энтальпией hm или hv соответственно в кал/г, кал/см3 (или Дж/кг, Дж/м3).
Изменение удельной энтальпии h, например технически чистого железа, при температуре плавления в жидком состоянии оценивается формулой:
768 |
906 |
1401 |
1527 |
|
h = ò c1dt + Q768 + |
ò c2dt + Q906 + |
ò |
c3dt + Q1401 + |
òc4 dt + Q1527 , |
0 |
768 |
906 |
|
1401 |
40