

6
.pdf5) товары легкой промышленности – около 100 наименований. Кроме того, обязательной сертификации подлежат товары сырьевых отраслей и деревообработки, средства индивидуальной защиты, тара, пиротехнические изделия, ветеринарные биологические препараты и услуги по техническому обслуживанию и ремонту автомототранспортных средств, бытовой радиоэлектронной аппаратуры и электробытовых приборов и машин - всего около 300
видов.
В 1994 г. Госстандарт разработал также Общероссийский классификатор услуг населению (ОКУН), в котором содержится более 2000 их наименований.
Для лучшего усвоения приведенных данных смотри [13, 14].
3.3. Схемы и системы сертификации. Условия ее осуществления.
Обязательная и добровольная сертификация
В настоящее время существует две схемы сертификации:
1)предприятие – изготовитель проводит сертификацию своей продукции, маркирует фирменным знаком и несет полную ответственность за ее соответствие установленным требованиям;
2)сертификация производится организацией, независимой от изготовителя и потребителей товаров.
Наибольшее распространение получила вторая схема. Комитетом по оценке соответствия КАСКО рекомендованы
следующие системы сертификации третьей стороной.
Первая – типовое испытание. Следующие четыре системы в качестве составной части также включают в себя типовое испытание. Но вторая система предусматривает проведение надзора в сфере торговли с использованием периодических испытаний определенных выборок продукции; третья – такой же надзор, но с периодическими испытаниями выборок продукции непосредственно на предприятии – изготовителе; четвертая – аналогичный надзор, охватывающий и сферу торговли, и сферу изготовления товаров.
Пятая система сертификации является самой совершенной и наиболее сложной. Она наряду с типовым испытанием предусматривает оценку управления качеством на предприятии, а также надзор за этим управлением.
41
Шестая система включает только оценку и одобрение системы управления качеством на предприятии, седьмая – лишь испытание определенной партии изделий, а последняя восьмая – испытание всего объема продукции.
Госстандарт России является независимым от министерств и ведомств и выполняет следующие основные функции:
1)устанавливает общие правила и рекомендации по проведению сертификации на территории страны;
2)проводит государственную регистрацию систем сертификации и знаков соответствия, действующих в РФ, и опубликовывает официальную информацию о них;
3)представляет Россию в региональных и международных организациях по вопросам сертификации.
Порядок осуществления сертификации конкретных видов продукции устанавливается в тех отраслях, в которых ее выпускают.
Для проведения сертификации необходимы следующие усло-
вия:
1)соответствие организации технологических процессов на предприятиях современным требованиям, оснащение необходимыми средствами измерений и обеспечение контроля качества на основных стадиях изготовления продукции;
2)обеспечение участников сертификации нормативно – технической документацией, устанавливающей характеристики, методы испытаний и порядок обработки их результатов;
3)наличие независимых центров сертификации. Сертификация может иметь обязательный или добровольный
характер.
Обязательная сертификация проводится в случаях, преду-
смотренных следующими нормативными документами: Законы РФ; Государственные и Международные стандарты; санитарные и строительные нормы и правила и т.д.
Организацию и проведение работ по обязательной сертификации осуществляет Госстандарт России, по отдельным видам продукции – другие Государственные органы управления РФ.
Они же определяют номенклатуру товаров и услуг, подлежащих обязательной сертификации.
42
Добровольная сертификация продукции и услуг, не подле-
жащих обязательной сертификации, проводится по инициативе юридических и физических лиц.
Она осуществляется на основании договора между заявителем
илюбым органом по сертификации.
Внастоящее время в работе по сертификации задействованы 18 систем обязательной сертификации, включая Систему ГОСТ Р,
иболее 100 систем добровольной сертификации.
Дополнительный материал по рассматриваемому вопросу со-
держится в [12, С. 84…87; 13, 14, 15].
3.4.Аккредитация органов по сертификации
ииспытательных лабораторий. Правила и порядок проведения сертификации
Вкачестве органов по обязательной сертификации и испытательных лабораторий могут быть аккредитованы зарегистрированные некоммерческие (бесприбыльные) организации и объединения любых форм собственности: государственные, муниципальные, частные и т.д.
Они должны обладать необходимой компетенцией и быть независимыми для того, чтобы исключить любую возможность административного, коммерческого или иного влияния изготовителя или потребителя на результаты сертификации и испытания продукции.
Аккредитацию органов по сертификации и испытательных лабораторий проводит Госстандарт России или другие государственные органы управления в пределах своей компетенции на основании результатов их аттестации соответствующими комиссиями.
Для большей объективности в состав комиссии, как правило, включают экспертов, представителей изготовителей, обществ потребителей, научно-исследовательских организаций, территориальных органов Госстандарта и других государственных органов управления.
Результаты аккредитации оформляют вручением соответствующего аттестата.
Для организации практической работы Госстандартом создана Система сертификации ГОСТ Р, в состав которой входят около
43
1000 аккредитованных органов по сертификации и более 2000 испытательных лабораторий.
Вслучае, если в системе аккредитованы несколько органов по сертификации однородной продукции, то заявитель вправе провести сертификацию в любом из них.
Сертификация отечественной и импортной продукции проводится по одним и тем же правилам.
На продукцию, соответствующую требованиям нормативных документов, выдается сертификат, и она маркируется специальным знаком, который наносится на упаковку и сопроводительные бумаги.
Инспекционный контроль за деятельностью Центральных органов систем сертификации, аккредитованных органов сертификации и испытательных лабораторий организует Госстандарт России или другие Государственные органы управления.
Инспекционный контроль за сертифицированной продукцией, если он предусмотрен, осуществляют эти же органы.
Сертификаты и аттестаты аккредитации вступают в силу с даты их регистрации в Государственном реестре.
Все официальные документы – заявка, протокол, акт, аттестат, сертификат и тому подобные оформляются на русском языке.
Сертификация проводится по схемам, установленным системами сертификации однородной продукции.
Система сертификации однородной продукции создается при необходимости конкретизации общих правил применительно к совокупности видов продукции, обладающей определенными признаками.
Формирование систем сертификации однородной продукции осуществляется с учетом наличия ее международного аналога; общности назначения, принципов устройства и функционирования продукции; единства требований и методов ее испытания.
Всистеме сертификации однородной продукции должны устанавливаться:
1) номенклатура товаров, подлежащих сертификации;
2) нормативные документы, на соответствие которым проводится сертификация, проверяемые требования и используемые методы испытаний;
3) структура системы и функции ее участников;
44
4)схемы (способы или формы) сертификации, применяемые в данной системе;
5)правила отбора образцов для испытаний;
6)формы сертификата и знака соответствия, правила нанесения знака;
7)условия и правила использования сертификатов соответствия, выданных зарубежными организациями;
8)порядок проведения инспекционного контроля за соблюдением правил сертификации и за сертифицированной продукцией;
9)условия рассмотрения апелляций;
10)порядок взаимодействия с Госстандартом и другими организациями, проводившими работы по сертификации.
Система сертификации однородной продукции регистрируется
вГосстандарте России. Как правило, ее возглавляет Центральный орган системы сертификации.
Более подробные сведения по этому подразделу отражены в
[13, 14, 16].
4.ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ
4.1. Понятие о взаимозаменяемости
Взаимозаменяемость (ВЗ) – это возможность беспригонной сборки независимо и с заданной точностью изготовленных деталей и узлов машин.
Взаимозаменяемость может быть полной и неполной.
В первом случае сборку и замену любых сопрягаемых деталей, узлов и агрегатов производят без дополнительной механической обработки, подбора или регулировки.
Преимущества полной взаимозаменяемости:
1)упрощается процесс сборки и заключается в простом соединении элементов машин рабочими невысокой квалификации, например, на главном конвейере автозавода;
2)сборочный процесс точно нормируется во времени и может быть организован поточным методом с применением средств механизации и автоматизации трудоемких процессов – автозавод, автотранспортное предприятие (АТП) или авторемонтный завод (АРЗ);
45
3)имеется возможность специализации и кооперирования предприятий в различных регионах и странах для поставок унифицированных изделий заводам – изготовителям готовой продукции;
4)упрощается ремонт машин путем замены отказавших деталей и узлов на новые.
Полную ВЗ часто называют функциональной. В технике между различными функциональными параметрами изделия (механическими, геометрическими и др.) и его эксплуатационными показателями (мощность, расход топлива и т.д.) имеются стохастические или вероятностные зависимости.
Например, такая зависимость существует между величиной зазоров в цилиндропоршневой группе двигателя и его мощностью или расходом топлива.
Используя данные зависимости, можно на стадии проектирования машин определить допуски на функциональные параметры изделия, которые обеспечат его эксплутационные показатели в заданных границах.
Неполная ВЗ применяется, если детали или узлы необходимо изготовить очень точными.
Для этого при сборке возможно проведение дополнительных операций: групповой подбор деталей (селективная сборка); применение компенсаторов; регулировка положения объектов; пригонка.
Например, поршни с шатунами при сборке двигателя подбираются по массе таким образом, чтобы разница между ними не пре-
вышала 0,03...0,05 кг.
Различают также внешнюю и внутреннюю взаимозаменяемость.
Внешняя – это взаимозаменяемость покупных и кооперируемых изделий по эксплуатационным показателям, размерам и форме присоединительных поверхностей. Например, электродвигатели подбираются по мощности, числу оборотов, габаритам и диаметру вала.
Внутренняя взаимозаменяемость наблюдается в сборочных узлах и механизмах, входящих в изделие.
Например, при сборке подшипника качения шарики, ролики и кольца предварительно подбираются таким образом, чтобы разница между их диаметрами не превышала 10...20 мкм.
46
Взаимозаменяемое производство в металлообрабатывающей промышленности впервые в мире было применено в 1761 г. на Тульском и Ижевском заводах при массовом производстве ружей.
Для лучшего усвоения приведенных данных смотри
[1, С. 4...6; 2, С. 32...34].
4.2. Единая система нормирования и стандартизации показателей точности (допусков и посадок)
Единая система допусков и посадок (ЕСДП) – это совокупность рядов допусков и посадок, построенных на основе теоретических и экспериментальных исследований и оформленных в виде стандартов.
Впромышленности разработаны и действуют системы допус-
ков и посадок на гладкие цилиндрические, конические, шпоночные, шлицевые, резьбовые, зубчатые и другие типовые соединения.
Данная система предназначена для выбора минимального необходимого, но достаточного для практического применения количества вариантов допусков и посадок.
Назначение стандартных допусков и посадок требует от специалиста меньше времени, обоснований, расчетов, а их условное обозначение упрощает оформление технической документации и маркировку инструмента.
Вдействие ЕСДП введена в 1980 г. как переходная модель между общесоюзной системой стандартов (ОСТ), которая применялась только в СССР, Болгарии, Монголии, и международными стандартами ИСО, используемыми во всех остальных странах мира.
Основными понятиями этой системы являются следующие.
1. Термин “отверстие” применяется для обозначения внут-
ренних поверхностей деталей. Его можно только увеличить, например, отверстие во втулке или на валу, шпоночный паз, канавку, фаску и т.д.
2.Вал – это символ, характеризующий внешние элементы детали. Размеры вала (длину, диаметр, ширину шпонки и др.) можно только уменьшить.
3.Если диаметр отверстия D больше диаметра вала d, то положительная разность между ними называется зазором S D d.
47

4.Натяг N – положительная разность между их диаметрами, когда вал больше отверстия, т.е. N d D .
5.Допуском JT на изготовление детали называется положительная разность между её предельными размерами.
Для отверстия JTD Dmax Dmin , вала - JTd dmax dmin . Для нормирования величин допусков на изготовление гладких
цилиндрических деталей установлены 19 квалитетов (в ОСТ – классов точности), которым присвоены номера от 01 до 17 в поряд-
ке понижения точности: 01,0 – резерв; 1...4 – калибры; 5...11 – де-
тали в машиностроении; 12...17 – размеры деталей с неуказан-
ными допусками.
Допуск для любого квалитета определяется по формуле
JT a i ,
где a – число единиц допуска, зависящее от квалитета и не зависящее от номинального размера (для квалитетов 6...17 образует геометрическую прогрессию с множителем 1,6); i – единица до-
пуска.
Величина i отражает зависимость допуска от номинального размера и рассчитывается следующим образом:
i 0,45 3
 D 0,001 D,
D 0,001 D,
где D – среднее геометрическое значение крайних размеров каждого интервала.
D 
 Dmin Dmax .
Dmin Dmax .
6.Две детали, соединяемые между собой, называются сопряжением. Поверхности, по которым происходит их соединение, на-
зываются сопрягаемыми, а все остальные – несопрягаемыми или свободными.
Сопряжения могут быть разборными и неразъёмными, а
также подвижными (когда втулка и вал вращаются или перемещаются относительно друг друга) и неподвижными.
Детали, входящие в соединение, изготавливаются в системе отверстия или в системе вала – в зависимости от того, какая из них является основной и выполняется в первую очередь.
7.Посадка – это характер соединения двух деталей, определяемый величиной получаемых зазоров или натягов.
48

Посадки бывают с зазором, с натягом и переходные – последние обеспечивают небольшой натяг или зазор.
8. Размером называется числовое значение физической величины в принятых единицах измерения. Он может быть номиналь-
ным, предельным и действительным.
Номинальный размер рассчитывается конструктором, исходя из требований прочности, жесткости, технологичности изготовления детали и совершенства её геометрических форм.
Вычисленные значения округляются затем до нормальных линейных размеров, которые сгруппированы в четырёх диапазонах:
до 1 мм; 1...500; 500...3150; 3150...10000 мм.
Каждый диапазон разбит на основные и промежуточные интервалы. Например, в диапазоне свыше 1 до 500 мм имеется трина-
дцать основных интервалов: 1...3; 3...6; 6...10; 10...18; 18...30; 30...50; 50...80; ...; 400...500 мм с множителем геометрической про-
грессии 1,6.
Для всех размеров, входящих в каждый интервал, допуск равен постоянной величине.
Интервалы нормальных линейных размеров получены перемножением предыдущего числа на множитель геометрической прогрессии .
В соответствии с рекомендациями ИСО установлены четыре основных ряда предпочтительных чисел, из которых для практического применения необходимо выбирать предыдущие ряды:
ряд R5 5
 10 1,6;
10 1,6;
ряд R10 10 10 1,25;
10 1,25;
ряд R20 20 10 1,12;
10 1,12;
ряд R40 40 10 1,06.
10 1,06.
Каждый ряд содержит 5, 10, 20 и 40 значений: диаметров труб, свёрл, заготовок; размеров шестигранников и гаечных ключей; параметров пневмо- и гидроприводов и т.д.
Например, в ряд R5 входят пять следующих нормальных ли-
нейных размеров: 1; 1,6; 2,5; 4; 6,3; 10; 16; 25; 40; 63; 100; 160; 250; 400; 630...
Наибольший Dmax (dmax ) и наименьший Dmin (dmin ) предельные размеры отверстия и вала служат для ограничения действительных размеров этих деталей.
49
Действительными называются размеры, полученные при измерении с допускаемой погрешностью.
По точности изготовления деталь считается годной, если все её действительные размеры находятся между предельно допустимыми значениями или равны им.
Дополнительный материал по рассматриваемому вопросу со-
держится в [1, С. 6...17, 43...45; 2, С. 40...45; 5, С. 20...28].
4.3. Графическое изображение полей допусков. Основные отклонения
Для упрощения чертежей применяется термин “предельное отклонение от номинального размера”.
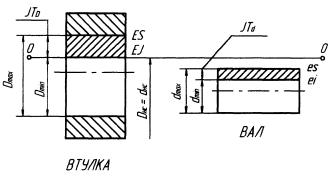
Верхнее предельное отклонение ES, es – это алгебраическая разность между наибольшим предельным и номинальным размерами.
Нижнее предельное отклонение EJ, ei – алгебраическая раз-
ность между наименьшим предельным и номинальным размерами.
Для отверстия ES=Dmax-Dнс, EJ=Dmin-Dнс; вала – es = dmax - dнс, ei = dmin - dнс.
Диаметры номинального сечения отверстия Dнс и вала dнс равны между собой, т.е. Dнс = dнс.
Отклонения являются положительными, если предельный размер больше номинального, и отрицательными – меньше номинального.
В справочнике [5] предельные отклонения приведены в мкм. Начертим эскизы втулки и вала и нанесем на них указанные
обозначения (рис. 4.1).
Рис. 4.1. Эскизы втулки и вала в соединении с зазором
50