

Маршрутные карты
.doc|
Дубл. |
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||
|
Взам. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
|||||||||||||||||||||||||||||||||
|
Разраб. |
Ковалёв Н.П. |
|
|
УрГУПС |
707.00.000-СБА |
|
1016 50288 00003 |
|||||||||||||||||||||||||||||
|
Нормир. |
|
|
|
|||||||||||||||||||||||||||||||||
|
Проверил |
Самак Н.Н. |
|
|
|||||||||||||||||||||||||||||||||
|
Рук.разраб. |
|
|
|
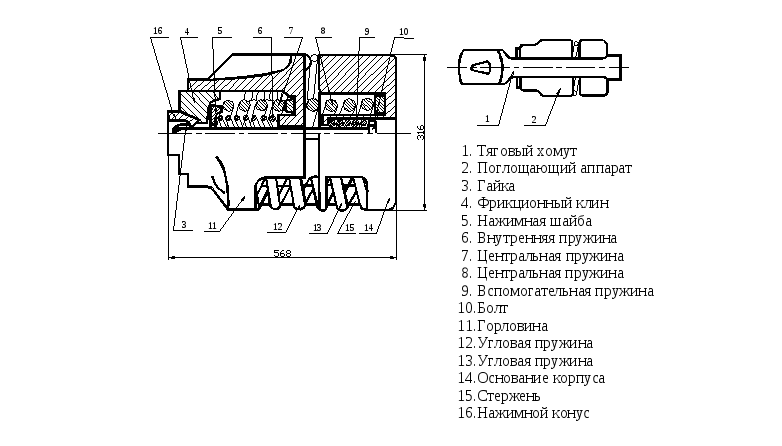
Аппарат поглощающий пассажирский ЦНИИ-Н6 |
|
|
|
|||||||||||||||||||||||||||||
|
Н.контр. |
Ушкова С.И. |
|
|
|||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч. |
РМ |
Опер |
Код, наименование операции |
Обозначение документа |
||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудование |
СМ |
Проф. |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К.шт |
Т.п.э. |
Т.шт |
||||||||||||||||||||||||
|
К/М |
Наименование детали, сб. единицы или материала |
|
ОПП |
ЕВ |
ЕН |
КИ |
Н.расх |
|||||||||||||||||||||||||||||
|
А01 |
05 005 Разборка ЦВ-ВНИИЖТ-494; ИОТ-ЛВЧД-3-027 |
|||||||||||||||||||||||||||||||||||
|
Б02 |
Монорельс с тельфером 0,3 т 2484 4 1 1 |
|||||||||||||||||||||||||||||||||||
|
О03 |
Установить на 1 поз. стенда в горизонтальном положении |
|||||||||||||||||||||||||||||||||||
|
Б04 |
Пресс |
|||||||||||||||||||||||||||||||||||
|
О05 |
Втолкнуть тяговый хомут 1 |
|||||||||||||||||||||||||||||||||||
|
Б06 |
Монорельс с тельфером 0,3 т |
|||||||||||||||||||||||||||||||||||
|
О07 |
Установить на 2 поз. стенда в вертикальном положении |
|||||||||||||||||||||||||||||||||||
|
Б08 |
Пресс |
|||||||||||||||||||||||||||||||||||
|
О09 |
Сжать, ослабить гайку 3, убедиться, что фрикционные клинья не заклинены, отвернуть гайку 3, вынуть |
|||||||||||||||||||||||||||||||||||
|
10 |
нажимной конус 16, три фрикционных клина 4, нажимную шайбу 5, снять пружины 6,7, горловину; выбить |
|||||||||||||||||||||||||||||||||||
|
11 |
болт 10, вынуть пружины 8,9, снять пружины 12 (4 шт.), вынуть четыре стержня 15, выбить пружины 13 |
|||||||||||||||||||||||||||||||||||
|
Т12 |
Ключ торцовый 58 |
|||||||||||||||||||||||||||||||||||
|
Т13 |
Молоток 0,5 кг |
|||||||||||||||||||||||||||||||||||
|
14 |
|
|||||||||||||||||||||||||||||||||||
|
15 |
|
|||||||||||||||||||||||||||||||||||
|
16 |
|
|||||||||||||||||||||||||||||||||||
|
17 |
|
|||||||||||||||||||||||||||||||||||
|
МК/КТПР |
Карта технологического процесса ремонта (Разборка) |
3 |
||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
||||||||||||||||||||||
|
Разраб. |
Ковалёв Н.П. |
|
|
УрГУПС |
|
|
1016 20288 00004 |
||||||||||||||||||
|
Нормир. |
|
|
|
||||||||||||||||||||||
|
Проверил |
Самак Н.Н. |
|
|
||||||||||||||||||||||
|
Рук.разраб. |
|
|
|
Аппарат поглощающий пассажирский ЦНИИ-Н6 |
|
|
|
||||||||||||||||||
|
Н.контр. |
Ушкова С.И. |
|
|
||||||||||||||||||||||
|
|
|||||||||||||||||||||||||
|
КЭ |
Карта эскизов |
4 |
|||||||||||||||||||||||
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
Дубл. |
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||
|
Взам. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||
|
Разраб. |
Ковалёв Н.П. |
|
|
УрГУПС |
|
|
1016 50203 00005 |
|||||||||||||||||||||||||||||||||||
|
Нормир. |
|
|
|
|||||||||||||||||||||||||||||||||||||||
|
Проверил |
Самак Н.Н. |
|
|
|||||||||||||||||||||||||||||||||||||||
|
Рук.разраб. |
|
|
|
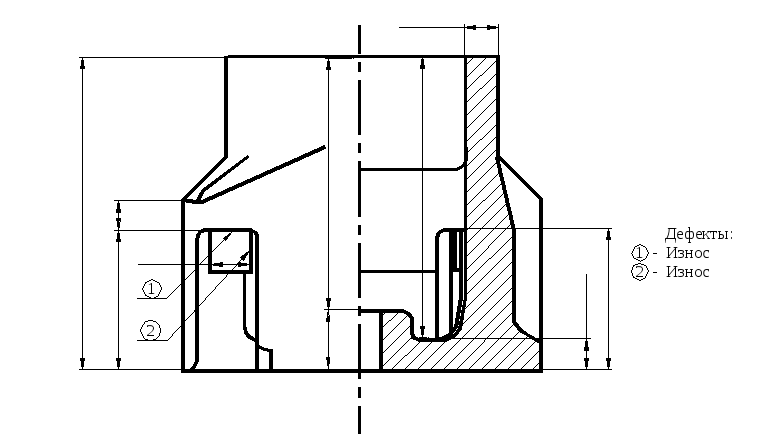
Горловина корпуса |
|
|
|
|||||||||||||||||||||||||||||||||||
|
Н.контр. |
Ушкова С.И. |
|
|
|||||||||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч. |
РМ |
Опер |
Код, наименование операции |
Обозначение документа |
||||||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудование |
СМ |
Проф. |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К.шт |
Т.п.э. |
Т.шт |
||||||||||||||||||||||||||||||
|
К/М |
Наименование детали, сб. единицы или материала |
|
ОПП |
ЕВ |
ЕН |
КИ |
Н.расх |
|||||||||||||||||||||||||||||||||||
|
Д/Т01 |
Код, наименование дефекта |
РЧ |
Допустимый разм. |
Средства контроля |
|
|||||||||||||||||||||||||||||||||||||
|
А01 |
05 005 Дефектация ЦВ-ВНИИЖТ-494; ИОТ-ЛВЧД-3-027 |
|||||||||||||||||||||||||||||||||||||||||
|
МК02 |
Сталь 30ГСЛБ 2484 4 1 1 |
|||||||||||||||||||||||||||||||||||||||||
|
Д/Т03 |
|
|||||||||||||||||||||||||||||||||||||||||
|
04 |
1521,5 мм 1501,5 мм Штангенциркуль |
|||||||||||||||||||||||||||||||||||||||||
|
05 |
ШЦ-1-125-0,1 ГОСТ 166-89 |
|||||||||||||||||||||||||||||||||||||||||
|
06 |
При размере менее 148,5 мм наплавить до чертежных размеров |
|||||||||||||||||||||||||||||||||||||||||
|
Д/Т07 |
Износ (деф. 2 ) 45-+21,5 мм Штангенциркуль ШЦ-1-125-0,1 ГОСТ 166-89 |
|||||||||||||||||||||||||||||||||||||||||
|
08 |
При более 46,5 мм наплавить до чертёжных размеров |
|||||||||||||||||||||||||||||||||||||||||
|
Д/Т09 |
|
|||||||||||||||||||||||||||||||||||||||||
|
10 |
При толщине стенок менее 16 мм – браковать. ШЦ-1-125-0,1 ГОСТ 166-89 |
|||||||||||||||||||||||||||||||||||||||||
|
11 |
|
|||||||||||||||||||||||||||||||||||||||||
|
12 |
|
|||||||||||||||||||||||||||||||||||||||||
|
13 |
|
|||||||||||||||||||||||||||||||||||||||||
|
14 |
|
|||||||||||||||||||||||||||||||||||||||||
|
15 |
|
|||||||||||||||||||||||||||||||||||||||||
|
16 |
|
|||||||||||||||||||||||||||||||||||||||||
|
МК/КТПД |
Карта технологического процесса дефектации |
5 |
||||||||||||||||||||||||||||||||||||||||
 Износ
(
деф. 1
)
не более 2 мм от литой поверхности
Износ
(
деф. 1
)
не более 2 мм от литой поверхности
 Износ
(деф. 3 )
222
мм не менее 16 мм
Штангенциркуль
Износ
(деф. 3 )
222
мм не менее 16 мм
Штангенциркуль
|
|
|
|
|
|
|
|||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|||||||||||||||||||||
|
Разраб. |
Ковалёв Н.П. |
|
|
УрГУПС |
|
|
1016 20203 00006 |
|||||||||||||||||
|
Нормир. |
|
|
|
|||||||||||||||||||||
|
Проверил |
Самак Н.Н. |
|
|
|||||||||||||||||||||
|
Рук.разраб. |
|
|
|
Г
22±2 |
|
|
005 |
|||||||||||||||||
|
Н.контр. |
Ушкова С.И. |
|
|
|||||||||||||||||||||
|
45+1,5 -2 3 3
- Износ |
||||||||||||||||||||||||
|
КЭ |
Карта эскизов |
6 |
||||||||||||||||||||||












|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
Дубл. |
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||
|
Взам. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||
|
Разраб. |
Ковалёв Н.П. |
|
|
УрГУПС |
|
|
1016 60290 00007 |
||||||||||||||||||||||||||||||||||||||
|
Нормир. |
|
|
|
||||||||||||||||||||||||||||||||||||||||||
|
Проверил |
Самак Н.Н. |
|
|
||||||||||||||||||||||||||||||||||||||||||
|
Рук.разраб. |
|
|
|
Горловина корпуса |
|
|
|
||||||||||||||||||||||||||||||||||||||
|
Н.контр. |
Ушкова С.И. |
|
|
||||||||||||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч. |
РМ |
Опер |
Код, наименование операции |
Обозначение документа |
|||||||||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудование |
СМ |
Проф. |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К.шт |
Т.п.э. |
Т.шт |
|||||||||||||||||||||||||||||||||
|
К/М |
Наименование детали, сб. единицы или материала |
|
ОПП |
ЕВ |
ЕН |
КИ |
Н.расх |
||||||||||||||||||||||||||||||||||||||
|
01 |
Пл |
I |
U |
Vн |
Sm |
Чп |
Км |
qm |
Дэ |
Нз |
lэ |
Кф(r) |
qф(r) |
|
|||||||||||||||||||||||||||||||
|
А02 |
05 010 Подготовительная ЦВ-ВНИИЖТ-494; РТМ-32; ТК-64; ИОТ-ЛВЧД-3-027 |
||||||||||||||||||||||||||||||||||||||||||||
|
О03 |
Зачистить места подлежащие наплавки до металлического блеска |
||||||||||||||||||||||||||||||||||||||||||||
|
Т04 |
Щетка металлическая ТУ1748-3609-22-79 2484 4 1 1 |
||||||||||||||||||||||||||||||||||||||||||||
|
Т05 |
Очки защитные тип 0 ГОСТ 12.4.003-80 |
||||||||||||||||||||||||||||||||||||||||||||
|
06 |
|
||||||||||||||||||||||||||||||||||||||||||||
|
07 |
Деф. 1 , 2 |
||||||||||||||||||||||||||||||||||||||||||||
|
А08 |
015 Наплавка ТК-64; РТМ 32-ЦВ 201-88; ИОТ-ЛВЧД-3-032 |
||||||||||||||||||||||||||||||||||||||||||||
|
Б09 |
Выпрямитель сварочный ВДУ 506 2970 5 1 1 |
||||||||||||||||||||||||||||||||||||||||||||
|
О10 |
|
||||||||||||||||||||||||||||||||||||||||||||
|
Т11 |
Электрододержатель ЭД-300-2 ГОСТ 14651-785; Щиток УН ГОСТ 12.4.035-78 |
||||||||||||||||||||||||||||||||||||||||||||
|
О12 |
Зачистить наплавленную поверхность |
||||||||||||||||||||||||||||||||||||||||||||
|
Т13 |
Ручной наждак |
||||||||||||||||||||||||||||||||||||||||||||
|
О14 |
Проверить качество наплавки (визуально), проверить размеры: толщину опорных мест для пружин, |
||||||||||||||||||||||||||||||||||||||||||||
|
15 |
диаметр отверстия для стержней |
||||||||||||||||||||||||||||||||||||||||||||
|
Т16 |
Штангенциркуль ШЦ-1-125-0,1 ГОСТ 166-89 |
||||||||||||||||||||||||||||||||||||||||||||
|
Р17 |
О 180 22-23 Св08Г2С 1,2 |
||||||||||||||||||||||||||||||||||||||||||||
|
МК/ОКН |
Карта технологического процесса наплавки |
7 |
|||||||||||||||||||||||||||||||||||||||||||



 Наплавить опорные места под пружины,
отверстия для стержней, выдерживая
размеры
1 , 2
Наплавить опорные места под пружины,
отверстия для стержней, выдерживая
размеры
1 , 2