

Проблемно-ориентированные математические модели технологического комплекса «индукционный нагрев – раскатка».
Синтез нелинейных технически сложных систем целесообразно производить на множестве S частных моделей, позволяющих выявить основные свойства и особенности исследуемых систем /76/. Для технологического комплекса "ИН - раскатка" множество должно содержать математические модели процессов индукционного нагрева, обработки металла давлением (раскатки) и процесса остывания (тепловые потери с поверхности заготовки). В качестве нагреваемой и обрабатываемой заготовки выступает подшипниковое кольцо прямоугольного сечения. Кольцо вращается, проходя через несколько зон: зону нагрева (индуктор, охватывающий сектор кольца), зону деформации (валки, покрывающие сектор кольца) и зону тепловых потерь, находящуюся между зонами деформации и нагрева. В процессе обработки кольца давлением (раскатки), его диаметр плавно увеличивается, толщина уменьшается, а ширина не изменяется.
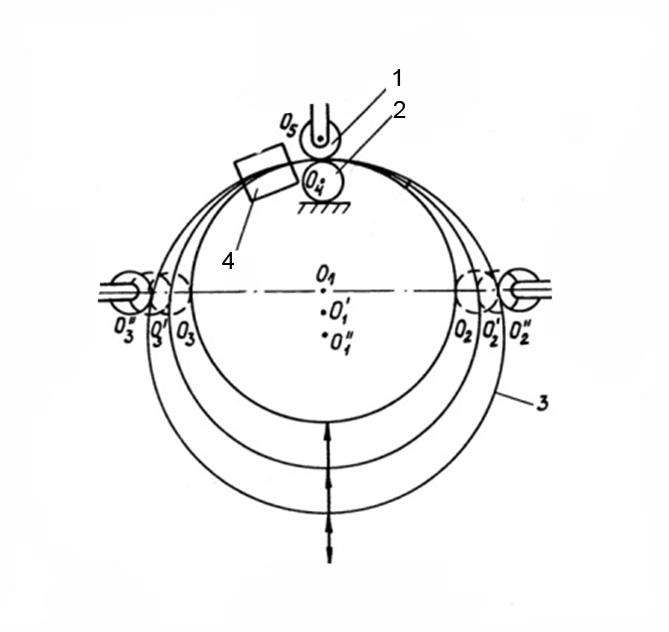
Рис.1. Схема комплекса «Индукционный нагрев – раскатка».
На рисунке 1 представлена схема технологического комплекса «ИН-раскатка». На ней обозначены: валки (1,2), кольцо (3), индуктор(4). Показано три этапа изменения диаметра кольца в процессе раскатки. Для обеспечения процесса раскатки кольцо необходимо непрерывно нагреть до подходящей температуры, с минимальным перепадом ее по толщине кольца [ссылки]. Затем кольцо проходит зону деформации, в процессе которой скорее всего изменяется температура и ее распределение по толщине кольца. Затем при прохождении кольца через зону тепловых потерь так же изменяется его температура и ее распределение по толщине. Величина угла поворота кольца от зоны нагрева до зоны деформации незначительная, и на этом отрезке тепловые потери принимаются нулевыми. Прохождение кольца через индуктор принимается равномерным, без колебаний и осевых сдвигов. Для успешной раскатки кольца необходимо обеспечивать равномерный непрерывный нагрев кольца до температуры с допустимым перепадом. Причем такой характер нагрева должен сохраняться во время всего процесса несмотря на изменения диаметра и толщины кольца, влекущих за собой увеличения тепловых потерь с поверхности кольца на отрезке от зоны деформации до зоны нагрева.
Управлять комплексом «ИН-раскатка» можно с помощью изменения таких параметров как: мощность индуктора, скорость вращения кольца, скорость сближения валков, давление валков.
Для описания процессов, протекающих в комплексе «ИН-раскатка» необходимо решить задачу, объединяющую несколько частей:
1) Электротепловая задача. Ее результатом является характер распределения внутренних источников тепла и температурного поля в заготовке на этапе нагрева.
2) Термоупругопластическая задача. Ее результат показывает характер распределения внутренних источников тепла и изменения температурного поля после нагрева в заготовке на этапе деформации.
3) Задача определения тепловых потерь. Ее результатом является количество тепловых потерь через поверхность кольца на отрезке от зоны деформации до зоны нагрева.
Результатом решения единой задачи [станут оптимальные параметры управления нагревом, обеспечивающие раскатку данного подшипникового кольца].
Для решения такой задачи необходимо создать математическую модель объединяющую в себе модели электромагнитных, механических и тепловых процессов, и их взаимосвязь в технологическом комплексе «ИН-раскатка». Для этого необходимо привлечение теории электромагнетизма, вихревых токов, теплопроводности, теоретической механики и упругости материалов; знание характера электромагнитных, тепловых и механических процессов, и средств их количественного описания (моделирования).
Разработка адекватных моделей процессов индукционного нагрева представляет собой сложную самостоятельную проблему, решению которой посвящены многочисленные работы ученых В.П. Вологдина, JI.P. Неймана, Г.И. Бабата, А.Е. Слухоцкого, А.В. Донского, С.А. Яицкого, А.М. Вайнберга, О.В. Тозони, B.C. Немкова, Н.А. Павлова, А.Б. Кувалдина [12, 32, 45, 54, 55, 65, 83, 86, 89 Осипов], а также ряда зарубежных специалистов.
Процесс непрерывного индукционного нагрева описывается в общем случае нелинейной системой уравнений Максвелла и Фурье для электромагнитного и теплового полей соответственно [10, 48 осипов]
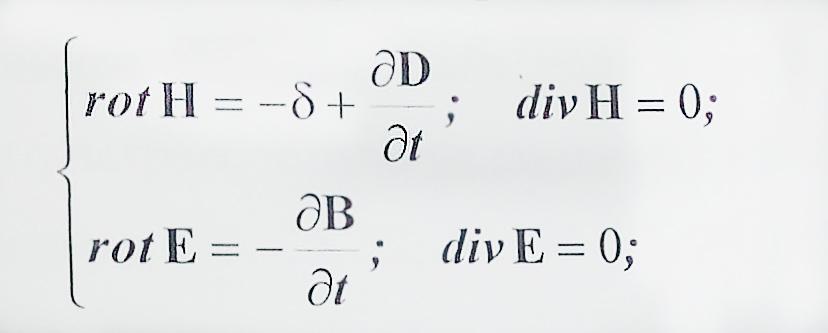 (1.1)
(1.1)
 (1.2)
(1.2)
Здесь
Н, Е, В - векторы напряженностей магнитного
и электрического полей, магнитной и
электрической индукции,
 -
плотность тока проводимости , с,γ
– удельные значения теплоемкости и
плотности нагреваемых изделий, V
– вектор скорости перемещения
обрабатываемого металла, Т – температурное
поле изделия.
-
плотность тока проводимости , с,γ
– удельные значения теплоемкости и
плотности нагреваемых изделий, V
– вектор скорости перемещения
обрабатываемого металла, Т – температурное
поле изделия.
Объемная плотность внутренних источников тепла, индуцируемых в металле, определяется дивергенцией вектора Пойтинга П = -div[EH] [10 осипов].
Решение системы (1.1) - (1.2) относительно температурного поля, описывающего тепловое состояние объекта, в общем случае возможно только численными методами для каждой конкретной технологической ситуации. [так сказал осипов]
Наиболее точно отражают сложные процессы взаимосвязанных электромагнитных и тепловых явлений комбинированные и численные модели, разработанные в Санкт-Петербургском (Ленинградском) электротехническом институте [29, 30, 39, 53, 54, 57, 58, 65 осипов]. В первую очередь, это численные модели [29, 54, 57, 94, 95 осипов], позволяющие рассчитывать двухмерные электромагнитные поля индукционных нагревателей с ферромагнитной загрузкой. Комплексные электротепловые модели [58, 64, 67, 68 осипов] кузнечных нагревателей непрерывного действия объединяют приближенные аналитические модели электромагнитной и тепловой задач. Здесь, как правило, используется аналитическое решение одномерного уравнения теплопроводности и приближенное решение (с использованием численных методов) электромагнитной задачи. Зависимость физических свойств стальных заготовок от температуры аппроксимируется ступенчатыми функциями и все время нагрева разбивается на временные интервалы, в пределах которых параметры системы считаются постоянными. Точность комплексных электротепловых моделей вполне удовлетворительна для большинства процессов сквозного нагрева заготовок перед обработкой давлением.
Численные модели [16, 29, 52, 56, 70, 94, 95, 96], хотя и позволяют получить точное решение, но при расчетах нагревателей непрерывного и методического действия для ферромагнитных заготовок оказываются чрезвычайно громоздкими и требуют применения ЭВМ с большим объемом памяти и высоким быстродействием.
Процесс охлаждения кольца в зоне тепловых потерь можно в общем виде описать формулой:

Где tп – температура поверхности, tс - температура среды, а лямбда суммарная - суммарный коэффициент теплообмена излучением и конвекцией.