

21. Клиновые зажимы. Конструкция. Расчет развиваемой силы.
Клиновые зажимные механизмы как правило используются в сочетаниях с другими простыми механизмами или плунжером при креплении заготовки.

Основным элементом клинового зажимного механизма является клин.
В
зависимости от угла ![]() клин
может работать как усилитель (
клин
может работать как усилитель (![]() )
или использоваться для изменения
направления действия силы (
)
или использоваться для изменения
направления действия силы (![]() )
)
|
|
где
|

Одним из недостатков являются большие потери на преодоление трения (15-30%). Между контактирующими частями устанавливают ролики.
|
|
|

|
|
|

|
|
|

22.
Кондукторные втулки. Виды кондукторных втулок, область применения.
Используются
для определения положения и направления
движения осевого инструмента. Применяют
в конструкциях приспособлений, которыми
оснащают сверлильные и расточные станки.
Кондукторные втулки делятся на постоянные
и вращающиеся. Постоянные втулки делятся
на 3 группы: постоянные подвижные, сменные
и быстросменные.
Постоянные кондукторные втулки применяются в единичном и в серийном производстве с небольшой программой выпуска деталей, если в процессе эксплуатации нет необходимости замены втулки.
Сменные кондукторные втулки используют в крупносерийном и массовом производстве при большой программе выпуска деталей, что требует периодической смены втулки из-за размерного износа.
Быстросменные кондукторные втулки используют в тех случаях, когда с помощью приспособлений обеспечивается обработка отверстий различного диаметра и различным инструментом.
Точность обработки отверстий по кондукторным втулкам зависит от 2-х параметров:
-
от наличия радиального зазора между инструментом и втулкой, втулкой и кондукторной плитой.
-
От зазора между торцами втулки и заготовки
Рекомендуется
для обеспечения нормальной работы
втулки с минимальной потерей точности
расстояние от торца втулки до заготовки
принимать в следующих значениях: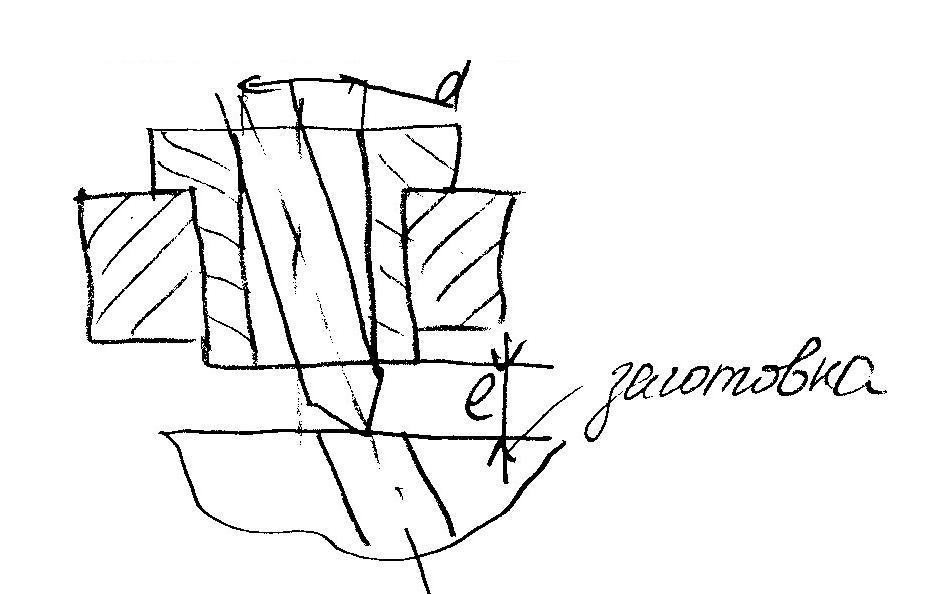
При сверлении стали и цветных металлов е = диаметру отверстия (или полудиаметру). е=d…0,5d.
При сверлении хрупких материалов е=0,5d…0,3d.
При зенкеровании е=0,3d.
Вращающиеся втулкиприменяют при растачивании отверстий.
Кондукторные плиты служат для установки кондукторных втулок. Изготавливают их из качественного чугуна (реже из стали). Толщина плит 15-30 мм; для установки высоких кондукторных втулок предусматривают бобышки.
23. Кондукторные втулки служат для направления режущего инструмента при обработке отверстий на сверлильных и расточных станках. Применяются неподвижные и вращающиеся втулки.
Кондукторные плиты служат для установки кондукторных втулок.
Неподвижные кондукторные втулки

Постоянные втулки (ОСТ 4922 и 4923) выполняются без буртика или с буртиком (фиг. 18) и применяются при обработке неточных отверстий одним инструментом (сверлом, зенкером). Постоянные втулки запрессовываются в кондукторную плиту по посадке.
Сменные втулки (фиг. 19, а, б, в) применяются тогда, когда необходима быстрая их замена в случае износа. Они устанавливаются в переходной втулке по посадке или от проворачивания и подъема при обработке закрепляются винтами или накладками. Переходные втулки запрессовываются по посадке.
Быстросменные втулки (фиг. 19, г, д) по ОСТ 4924 устанавливаются в переходной втулке по посадке и применяются при обработке точных отверстий последовательно несколькими инструментами: сверлом, зенкером, развертками. Для направления каждого из этих инструментов требуется своя быстросменная втулка. Быстросменная втулка, наряду с выемкой для головки крепежного винта, имеет сквозную выемку по всей высоте буртика для быстрого ее удаления без отвинчивания винта. Буртик втулки для удобства снятия и установки имеет накатку.
|
|

Направляющие втулки под расточной инструмент запрессовываются в расточных кондукторах и служат для направления скалок с резцами или насадным многолезвийным инструментом; сопряжение скалок по посадке -д- или -ц-.
Высота втулок в сверлильных кондукторах равна 1,5—2 диаметрам отверстий под инструмент; соответственно выбирается толщина кондукторной плиты (15ч-30 мм). Расстояние h (фиг. 18) от нижнего торца втулки до поверхности обрабатываемой детали принимается равным от 73 до 1 диаметра отверстия под инструмент. При обработке деталей из чугуна и бронзы расстояния берут минимальными; при обработке стальных деталей — максимальными.
Сопряжение рабочей части сверл, зенкеров и черновых разверток с отверстиями втулок выполняется по ходовой посадке 2-го класса точности в системе вала, а чистовых разверток — по посадке движения 2-го или 1-го класса той же системы; за номинальный размер сопряжения принимается наибольший предельный диаметр рабочей части инструмента.
Зная отклонения диаметров инструмента, рассчитывают верхнее и нижнее отклонения внутренних диаметров втулок и указывают их на рабочих чертежах Ч
|
|

При конструировании кондукторов необходимо указывать на чертежах допуски (отклонения) на расстояния от оси одной из кондукторных втулок до установочных элементов приспособления и на расстояния между осями втулок (фиг. 20). Для этого необходимо учитывать и суммировать все погрешности, сопутствующие обработке отверстий: зазоры в сопряжениях, перекос инструмента, эксцентричность втулок и т. п.
Кроме стандартных применяются специальные конструкции кондукторных втулок. Так, например, на фиг. 21, а показана специальная втулка, предназначенная для обработки отверстия в уступе или углублении детали. Втулка, изображенная на фиг. 21, б, используется для сверления отверстий на криволинейной поверхности; при такой конструкции втулка предохраняет инструмент от увода в начале резания.
При сверлении отверстий, близко расположенных друг к другу, применяют втулки фиг. 21,6, а при очень близких расстояниях между осями — втулки фиг. 21, г с эксцентрично расположенным одним отверстием. В последнем случае сверление выполняют последовательно в трех положениях втулки; фиксация производится штифтом по пазам, прорезанным во втулке.
Вращающиеся втулки

При растачивании отверстий с нижним направлением расточной скалки (фиг. 22) рекомендуется на скалку надевать стальную закаленную втулку 2, которая не вращается в направляющей втулке 1 кондуктора. Это исключает возможность попадания (затягивания) мелкой стружки в зазор между вращающейся скалкой и отверстием втулки. Для отвода стружки на направляющей втулке 1 предусматривается конический участок К.

На фиг. 23 показана конструкция нормализованные вращающихся втулок для направления инструмента по гладкой направляющей части (МН 358-60).
Биение поверхности диаметра D относительно поверхности диаметра d не более 0,015 мм; радиальный люфт не более 0,015 мм; осевой — от 0,2 до 0,5 мм.
Материал деталей 1 и 2 — сталь марки ХГ; твердость HRC 62—65. Материал игл — серебрянка, примерно той же твердости.
Кондукторные плиты
В зависимости от связи с корпусом кондуктора плиты могут быть жестко закрепленными, откидными, съемными, подвесными и подъемными.
Жестко связанные плиты отливают за одно целое с корпусом или прикрепляются к нему сваркой, а чаще при помощи винтов; в последнем случае для точной фиксации плиты при сборке предусматриваются контрольные штифты.

Откидные или шарнирные плиты позволяют открывать кондуктор для установки и снятия обрабатываемых деталей.
Откидная плита 1 (фиг. 24) автоматически запирается пружинной нормализованной защелкой 2 (МН 385-60).
Съемные или накладные кондукторные плиты обычно используются для обработки систем отверстий в крупных деталях на радиально-сверлильных станках. Они накладываются непосредственно на деталь и после необходимой ориентировки прикрепляются к ней.
Подвесные плиты применяют при сверлении многошпиндельными головками. Плита вместе с головкой подвешивается на шпиндель станка и через направляющие колонки связывается с корпусом приспособления.
Над плитой располагаются пружины, которые в момент контакта плиты с обрабатываемой деталью начинают сжиматься и плитой закрепляют деталь.
Подъемные плиты устанавливаются на уступах колонок скальчатых кондукторов и с помощью рукоятки или пневмопривода и реечной передачи поднимаются и опускаются, осуществляя одновременно и зажим детали.
Плиты изготовляются из высококачественного чугуна, реже из стали. Толщина плит согласовывается с высотой кондукторных втулок и обычно колеблется в пределах от 15 до 30 мм. Для высоких втулок на плитах предусматриваются местные утолщения (бобышки).