

Задача вар1 5А312
.docЗадача 1
Выполнить расчет настройки зубофрезерного станка 5А312 на обработку цилиндрического прямозубого колеса
Исходные данные:
-число зубьев колеса Z=40;
-модуль m=2,5мм;
-ширина венца L=25мм;
-диаметр центрального отверстия d0=24мм;
-число заходов фрезы к=1;
-степень точности зубчатого колеса: 8-В;
-материал зубчатого колеса: сталь 45 ГОСТ 1050-88;
-термообработка: нормализация до НВ 200…240
1. Техническая характеристика станка 5А312
Cогласно [1,c. 153]
|
Наибольший модуль колеса, мм |
6 |
|
Наибольший диаметр колеса, мм |
320 |
|
Наибольшая ширина обрабатываемого венца, мм |
180 |
|
Угол наклона зуба, град |
60 |
|
Число оборотов фрезы в минуту |
94…650 |
|
Подача продольная, мм/об |
0,25…6 |
|
Подача радиальная, мм/об |
0,3…0,6 |
|
Мощность главного привода, кВт |
7,5 |
2. Расчет геометрических параметров и параметров контроля точности зубчатого колеса
Согласно [2,c. 406] определим геометрические параметры колеса
Делительный диаметр
d=mZ=2,5·40=100мм
Диаметр вершин зубьев
da=d+2m=100+2·2,5=105мм
Постоянная хорда при угле зацепления α=20°
 мм
мм
Высота до постоянной хорды
![]() =0,5(105-100-3,468·tg
20°)=1,869мм
=0,5(105-100-3,468·tg
20°)=1,869мм
Длина общей нормали
W=W\s\up 11(* m
где W\s\up 11(* – коэффициент длины общей нормали
Согласно [2,c. 411] W\s\up 11(* =13,8448
Имеем
W=13,8448·2,5=34,612мм
Определим параметры точности колеса. Для зубчатого колеса 8-й степени точности:
-допуск радиального биения венца Fr=50мкм [3 ,c. 207]
-допуск длины общей нормали TW=50мкм [3,c. 209]
-нижнее отклонение длины общей нормали EWs=-50мкм
[4,c. 221]
-допуск на среднюю длину общей нормали TWm=70мкм
[3,c. 214]
-нижнее отклонение средней длины общей нормали EWms=-10мкм
[4 ,c. 225]
Параметры шпоночного соединения выбираем по ГОСТ 23360-78
[2,c. 809]
Чертеж зубчатого колеса представлен на с.3.
3. Выбор режущего инструмента
Принимаем согласно[3,c. 61] цельную червячную фрезу класса точности В по ГОСТ 9324-80Е со следующими параметрами:
-модуль m=2,5мм;
-диаметр вершин De=71мм;
-посадочный диаметр d=27мм;
-ширина венца L=63мм;
-число стружечных канавок 12
-материал быстрорежущая сталь Р6М5.
4. Расчет режимов резания
Согласно [5,с. 300] значение оборотной подачи
S0= SТаб·КS ,
где SТаб- табличное значение оборотной подачи, мм/об;
КS – поправочный коэффициент, зависящий от обрабатываемого материала
При SТаб =0,8…1мм/об; КS =1 получим
S0=0,8…1мм/об
Принимаем значение
продольной подачи
![]() =0,84мм/об.
=0,84мм/об.
Согласно [5,с. 300]
скорость резания
![]() =46м/мин.
=46м/мин.
Частота вращения фрезы:

Принимаем n=200об/мин.
5. Настройка гитар станка
5.1 Гитара скоростей
Уравнение перемещения конечных участков кинематической цепи
![]()
Уравнение кинематического баланса

Формула настройки гитары (подбора сменных шкивов)

Имеем
 ;
D1=200мм,
D2=360мм
;
D1=200мм,
D2=360мм
5.2 Гитара деления
Уравнение перемещения конечных участков кинематической цепи
![]()
Уравнение кинематического баланса

Для прямозубых
колес передаточное отношение дифференциала
![]() =1
=1
Формула настройки гитары

Имеем
5.3 Гитара подач
Уравнение перемещения конечных участков кинематической цепи
![]()
где
![]() -минутная
вертикальная подача
-минутная
вертикальная подача
Минутная вертикальная подача определяется по формуле
![]()
где
![]() -
число оборотов в минуту стола
-
число оборотов в минуту стола
Число оборотов в минуту стола определится в виде

Минутная вертикальная подача имеет значение
![]()
Уравнение кинематического баланса

Формула настройки гитары
Имеем
Кинематическая схема станка [1, с.169] приведена на рис. 5.1
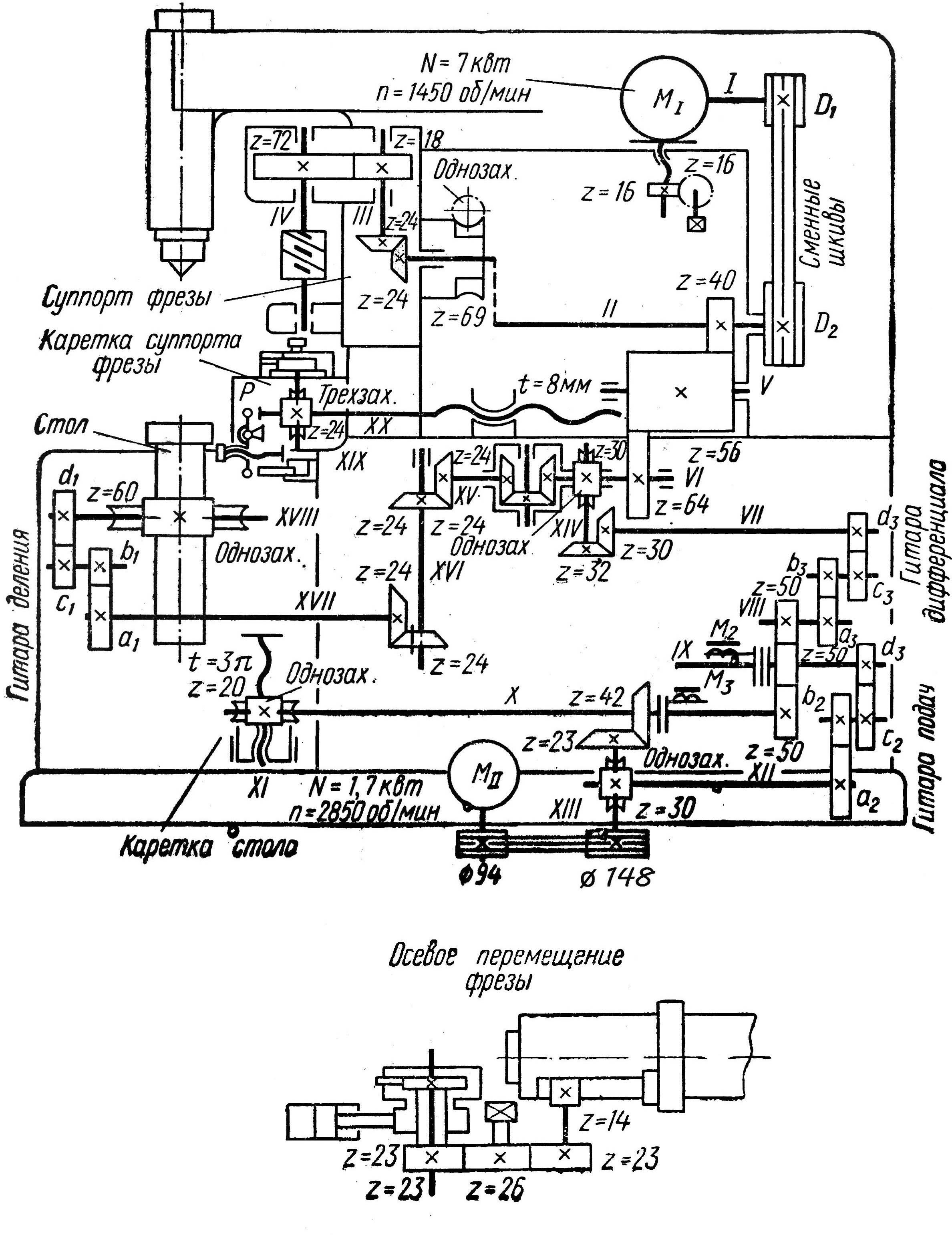
Рисунок 5.1 - Кинематическая структура зубофрезерного станка
модели 5А312
Задача 2
Для станка 5А312 определить коэффициент ремонтной сложности механической части, выбрать структуру ремонтного цикла и определить длительность ремонтного цикла и межремонтных периодов.
При решении задачи принимаем:
-порядковый номер планового ремонтного цикла: четвертый;
-год изготовления станка: 1977.
Коэффициент ремонтной сложности зубообрабатывающего станка определим по зависимости:
![]()
где
![]() -
коэффициент, зависящий от класса точности
станка
-
коэффициент, зависящий от класса точности
станка
![]() -
коэффициент, зависящий от типа станка
-
коэффициент, зависящий от типа станка
![]() -основная
часть ремонтной сложности
-основная
часть ремонтной сложности
![]() -
ремонтная сложность шпинделей
многошпиндельных станков
-
ремонтная сложность шпинделей
многошпиндельных станков
![]() -
коэффициент ремонтной сложности
гидравлической части оборудования
-
коэффициент ремонтной сложности
гидравлической части оборудования
Согласно [6, с.609]
для станков нормальной точности
![]() =1
=1
Согласно [6, с.631]
для вертикальных полуавтоматов,
работающих червячными фрезами,
![]() =1,1
=1,1
Согласно [6, с.632]
для зубофрезерных станков с наибольшим
диаметром обрабатываемого колеса 320мм
![]() =10
=10
Для одношпиндельных
станков
![]() =0
=0
Ремонтная сложность гидравлической части определяем по формуле:
![]() ,
,
где P- рабочее давление триплунжерного насоса , МПа;
Q- производительность триплунжерного насоса высокого давления, л/мин;
С- коэффициент, учитывающий конструктивные особенности насоса;
![]() - коэффициент,
учитывающий конструктивные особенности
насосов других типов, кроме триплунжерных;
- коэффициент,
учитывающий конструктивные особенности
насосов других типов, кроме триплунжерных;
![]() -
производительность насосов других
типов, кроме триплунжерных, л/мин;
-
производительность насосов других
типов, кроме триплунжерных, л/мин;
L – длина цилиндра, мм;
D – диаметр цилиндра, мм;
n – число цилиндров;
m – число клапанов, золотников, регуляторов и т.п.
Радиальная подача в станке обеспечивается триплунжерного насоса высокого давления производительностью Q=50 л/мин
В гидравлической
схеме станка присутствует лопастный
гидронасос Г12-12А производительностью
![]() =12
л/мин.
=12
л/мин.
Общее число цилиндров
n =3+1=4
В системе имеется два фильтра и распределительная коробка. Принимаем m =3.
Рабочее давление
триплунжерного насоса
![]() .
.
Согласно [7,c. 592] принимаем D =50 мм; L =400мм.
Согласно [6,c.
656] для лопастных одинарных насосов
![]() =1
=1
Согласно [6,c. 656] С=4
Получим ремонтную сложность гидравлической части
![]() =0,1·20+0,015·50+0,003·1·12+4+0,001·400+0,003·50+0,5·4+0,03·3=
=0,1·20+0,015·50+0,003·1·12+4+0,001·400+0,003·50+0,5·4+0,03·3=
=9,426
Определим коэффициент ремонтной сложности
![]() =1·1,1·10+9,426=20,426≈20
=1·1,1·10+9,426=20,426≈20
Для станков массой до 10т нормальной степени точности согласно [6,c. 41] принимаем структуру ремонтного цикла
КР-ТР-ТР-СР-ТР-ТР-КР,
где КР- капитальный ремонт;
СР- средний ремонт;
ТР- текущий ремонт.
Согласно [6,c. 44] длительность ремонтного цикла
![]() ,
,
где
![]() -
коэффициент обрабатываемого материала
-
коэффициент обрабатываемого материала
![]() -
коэффициент материала инструмента
-
коэффициент материала инструмента
![]() -
коэффициент класса точности оборудования
-
коэффициент класса точности оборудования
![]() -
коэффициент возраста
-
коэффициент возраста
![]() -
коэффициент долговечности.
-
коэффициент долговечности.
Согласно [6,c.
47]
![]() =1;
=1;
![]() =1;
=1;![]() =1.
=1.
Согласно [6,c.
656] для 4-го порядкового номера планового
ремонтного цикла
![]() =0,8.
=0,8.
Согласно [6,c.
656] для станков, изготовленных с 1975 г по
1980 г
![]() =0,9.
=0,9.
Имеем длительность ремонтного цикла:
![]()
Длительность межремонтного периода согласно [6,c. 44]
![]()
Перечень использованной литературы
-
Мильштейн М. З. Нарезание зубчатых колес. Учеб. Пособие для подготовки рабочих. -М.: Высш. школа,1972.- 272с.
-
Анурьев В.И. Справочник конструктора-машиностроителя: в 3-хт.. Т.2. - 8-е изд. перераб. и доп. Под ред. И.Н. Жестковой. - М.: Машиностроение, 2001.- 912 с: ил.;
-
Овумян Г. Г., Адам Я. И.Справочник зубореза — 2-е изд., перераб. и доп. —М.: .Машиностроение, 1983 — 223 с, (Серия справочников для рабочих)
-
Зенкин А.С., Петко И.В. Допуски и посадки в машино-строении: Справочник. - 3-е изд., перераб. и доп. - К.: Тэхника, 1990. – 320 с.
-
Режимы резания металлов: Справочник. /Под ред. А.И. Каширина. - М.: Машиностроение, 1970. -340 с.
-
Типовая система технического обслуживания и ремонта металло- и деревообрабатывюшего оборудования /Мин-во станкостроительной и инструментальной промышленности; ЭНИМС; Ред. В.И. Клягин, Ф.С. Сабиров. - М.: Машиностроение, 1988. - 667 с
-
Анурьев В.И. Справочник конструктора-машиностроителя: в 3-х т.. Т.3. - 8-е изд. перераб. и доп. Под ред. И.Н. Жестковой.- М.: Машиностроение, 2001.- 864 с: ил.;