4. Шероховатость поверхности
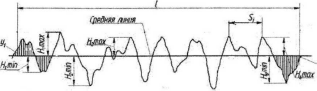
После механической обработки реальные поверхности представляют собой ряды чередующихся выступов и впадин разной высоты и формы, разных размеров (рис. 0.2). Эти выступы и впадины образуют микронеровности поверхности. Под шероховатостью поверхности понимают совокупность микронеровностей с относительно малыми шагами б1*. Наряду с точностью формы шероховатость является основной геометрической характеристикой качества обработанной поверхности.
Чтобы отделить шероховатость от других неровностей (отклонения формы и волнистости) с относительно большими шагами, ее рассматривают на ограниченном {пять характерных выступов) участке, который называется базовой длиной I (см. рис. 0.2). Для количественной оценки шероховатости поверхности применяют параметры Ка, Кл или другие параметры.
Ка, мкм — среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины. Ка приближенно можно определить по формуле
1 п
Яа= -Еы>
г=1
%
где г/1 — расстояние от точек профиля до средней линии, измеренное по нормали к ней.
Кг, мкм — высота неровностей профиля по десяти точкам. Определяется как среднее значение суммы высот пяти наибольших выступов профиля #тах и глубин пяти наибольших впадин Нт\п, считая от средней линии, в пределах базовой длины, т. е.
Л—1
■■■вшив
Рис. 0.2
г=1
Т
На чертеже требование к шероховатости обозначается так: \/Ка1,25. Например, требование к параметру На шероховатости поверхности вала 0 20Н6 — 0,63 мкм; отверстия 0 10Я7 — 1,25 мкм; остальных поверхностей — 6,3 мкм (см. рис. 0.1).
5. Реальная поверхность ч
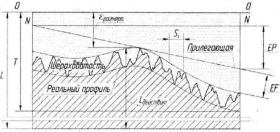
После обработки реальная поверхность может иметь погрешности размера, формы, расположения и шероховатости поверхности. Под погрешностью обработки понимают отклонение полученного при обработке значения определенного параметра изготовленного изделия от значения, заданного чертежом.
Рассмотрим погрешности обработки реальной поверхности на примере обработки плоскости. Плоскую нижнюю поверхность детали будем считать идеальной по форме и расположению (проецируется в прямую линию). Рассмотрим другую поверхность этой детали относительно нижней поверхности. Пред- ствим все в сечении (рис. 0.3). По определению отклонение расположения двух этих поверхностей будет отклонением прилегающих поверхностей, которые в нашем случае в сечении будут представлены прилегающими линиями. По определению прилегающей линией является та, которая отвечает следующим требованиям:
линия по форме совпадает с номинальной (в данном случае прямая);
линия касательна к реальной поверхности;
линия лежит вне материала;
максимальное отклонение реальной поверхности от прилегающей минимально.
У нижней поверхности прилегающая совпадает с самой поверхностью. Проведем прилегающую к верхней поверхности (реальной, полученной при обработке). Так как в отклонения формы, размера и расположения шероховатость не входит (ее нужно исключить при построении прилегающей), проведем сначала огибающую по выступам шероховатости, а затем прилегающую.
В нашем случае отклонение формы есть расстояние ЕР.
NN— это перенесенная прилегающая нижней поверхности (параллельно самой себе), проведенная так, что один ее конец совпадает с концом другой прилегающей (к реальной поверхности). Тогда отклонение между другими концами этих прилегающих, обозначенное ЕР, есть отклонение расположения, т. е. для данного случая отклонение от параллельности на заданной длине.
Отклонение размера е = Ь — Ьл, где Ь — номинальный размер по чертежу, ЬД — действительный размер после обработки, Т — допуск на размер Ь.
Рис.
0.3