

2. Методика проектирования технологических процессов.
Методика проектирования ТП реализована в программе ”PrTech”. Основными действиями программы являются:
инициирование модели задачи технологического проектирования;
построение технологических решений;
формирование технологического процесса;
формирование технологических карт.
С помощью вспомогательных функций можно:
осуществить настройку программы;
выполнять управление процессом обработки;
контролировать ход процесса обработки.
Головное меню программы (рис. 4) обеспечивает возможность контроля за ходом выполнения автоматических процедур, их настройки и управления последовательностью процесса проектирования.
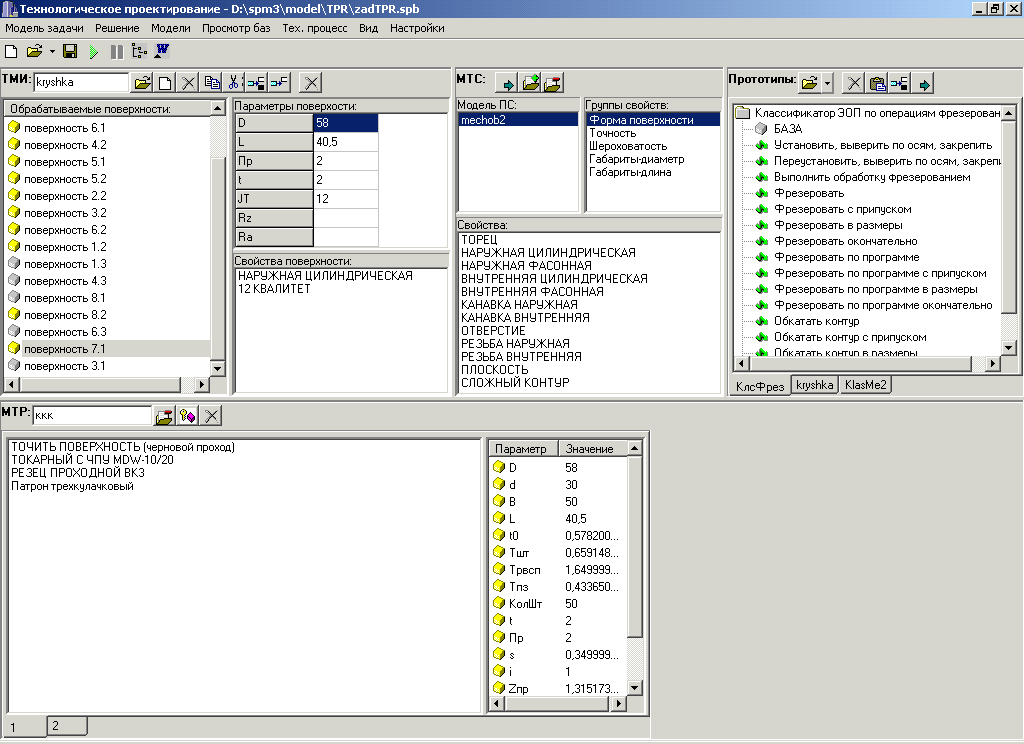
Рис. 4. Головное меню программы “PrTech”.
2.1. Выбор модели задачи технологического проектирования
реализован опцией «Задача» (рис. 4), которая отрабатывает стандартную процедуру поиска файла. Модели задач технологического проектирования размещаются в структурно-параметрических базах, файлы которых имеют расширение “spb”.
Элемент информационной среды "задача технологического проектирования" объединяет (определяет) все компоненты информационной среды, участвующие в типовом процессе технологического проектирования для элемента конструкции изделия и конкретного вида производственного процесса.
В общем случае процесс проектирования может быть представлен совместным преобразованием следующих информационных объектов: модели исходного объекта S(A) и модели порождающей среды S(P) с получением в результате преобразований модели проектного решения S(T)
(P ) : A T . (1)
Для различных методов решения задач проектирования состав информационных объектов может различаться. Минимально необходимыми являются следующие:
при ручном проектировании – S(T);
при автоматизированном проектировании – S(P) и S(T);
при автоматическом проектировании – S(A) , S(P) и S(T).
Модель исходного объекта (МИО) A рассматривается как взаимосвязанная совокупность a1, …, an конструктивных элементов изделия и элементов, наделенных специфическими признаками (свойствами fi и параметрами nj), отвечающими за управление процессом принятия решений, и называемыми при конструкторском проектировании элементарными проектными воздействиями (ЭПВ), а при технологическом – элементарно обрабатываемыми поверхностями (ЭОП) для механической обработки или "детале-операциями" (ДО) для сборки
A = { a1, …, an} . (2)
Порождающая среда P рассматривается в качестве структуры, содержащей весь спектр конструкторских (конструктивные решения, детали, узлы, агрегаты) либо технологических элементов (операции, переходы, оборудование, приспособления, инструмент и др.), входящих в состав изделий и технологических процессов их изготовления. При этом совокупность элементов, являющаяся порождающей средой производственной системы, составляет упорядоченное множество
P = ( p1, p2, …, pN ) , (3)
а возможные варианты получаемых технических решений, сохраняемые в модели технического решения (МТР), образуют множество
T = { tij }, i = 1, …n ; j = 1, …k . (4)
Для описания S(A), S(P) и S(T) при решении задач проектирования использован аппарат структурно-параметрического моделирования.
Математическая модель задачи конструкторско-технологического проектирования представляется в виде совокупности
S = { A, P, T, } , (5)
где – процедуры управления структурно-параметрическим моделированием при проектировании.
Элементами модели "задача технологического проектирования" являются (рис. 4): технологическая модель изделия; одна или несколько моделей технологических систем; модель технологического процесса (решения).
Модель элементарного решения (рис. 5) содержит указание на типы элементов (“О”, “и”, “п”, “о”, …) и состав параметров, обработанных и включаемых в решение в ходе элементарного акта процесса проектирования. Ссылки на элементы, вошедшие в решение, и значения параметров сохраняются в модели технического решения.
+ОБ"ЕКТ;
КОД=TehResh; ИМЯ=Модель элемента технологического решения; ТИП=Т;
+ЭЛЕМЕНТЫ;
ЭЛЕМЕНТ=op; ТИП=О; ИМЯ=Операция;
ЭЛЕМЕНТ=o; ТИП=о; ИМЯ=Оборудование;
ЭЛЕМЕНТ=i; ТИП=и; ИМЯ=Инструмент;
ЭЛЕМЕНТ=p; ТИП=п; ИМЯ=Приспособление;
ЭЛЕМЕНТ=0; ТИП=0; ИМЯ=геометрия;
+ПОЛОЖЕНИЕ;
СВЯЗЬ=op-o;
СВЯЗЬ=op-i;
СВЯЗЬ=op-p;
СВЯЗЬ=op-0;
+ПАРАМЕТРЫ;
t0=; Тшт=; Трвсп=; Тпз=; КолШт=;
Zпр( Затраты приведенные)=; Sед( Себестоимость единичная)=;
Пр( Припуск на обработку)=;
t( Глубина резания)=;
s( Подача)=;
i( Количество рабочих ходов)=;
n( Обороты шпинделя)=;
Рис. 5. Модель элементарного решения
2.2. Построение технологических решений
осуществляется процедурами моделирующего комплекса обработки СПМ, состав которых в зависимости от настроек процесса проектирования может изменяться. Основными процедурами построения решений являются:
структурное проектирование;
параметрическое проектирование;
геометрические расчеты.
Вызов процедур выполняется автоматически и может быть осуществлен в пошаговом режиме. Обработка сопровождается отображением некоторых результатов в окне “Статистика” и указанием на номер обрабатываемого элемента ТМИ. В результате обработки происходит определение состава и содержания операций, выполняется нормирование технологического процесса.
2.3. Формирование технологического процесса
предполагает комплекс действий по выбору определенного варианта решения из числа допустимых, полученных на этапе построения решений. Запуск процедуры «Формирование ТП» приводит к появлению окна, изображенного на рисунке 6.
Пользователю предоставляется возможность выполнить в произвольной последовательности две группы операций: изменение структуры полученного решения и выбор варианта реализации элемента технологического процесса.
При изменении структуры полученного решения допустимы следующие операции с элементами решения:
дублирование (копирование) фрагмента ТП;
изменение последовательности операций процесса;
удаление фрагмента ТП, -
которые могут быть реализованы с помощью следующих элементарных действий: “Копировать” (выделить некоторую совокупность элементов решения), “Вставить”, “В конец” (рис. 6)
Выбор варианта реализации технологического процесса может быть осуществлен в автоматическом или диалоговом режиме.
2.3.1. Автоматический режим
предполагает выполнение некоторых действий по оптимизации технологического процесса по заданному критерию. Оптимизация может быть выполнена по одному из двух вариантов:
на основе метода целочисленного программирования;
на основе последовательного перебора вариантов реализации ТП.
В качестве критерия оптимизации может быть выбрана:
минимальная трудоемкость (Тшт);
минимальные затраты (Zпр);
минимальная себестоимость (Sед).
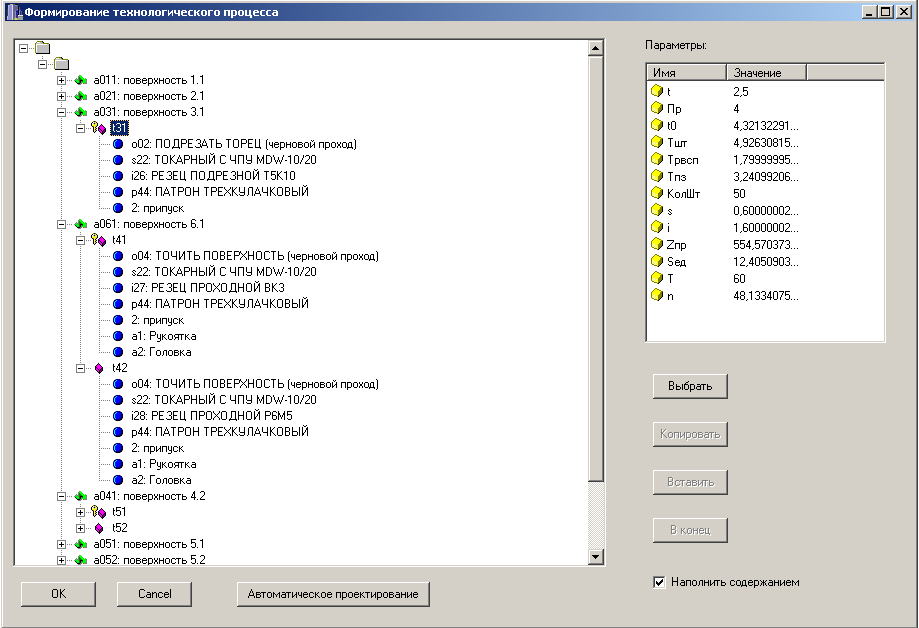
Рис. 6. Процедура «Формирование ТП»
Обработка будет выполнена, если на этапе нормирования были рассчитаны соответствующие характеристики решения (выполнения операции или перехода): Тшт- штучно-калькуляционное время; Zпр- приведенные затраты; Sед- себестоимость единицы продукции.
При выполнении процедуры происходит автоматический выбор элемента ТП по указанному критерию и установление признака его включения в технологический процесс. Изначально такой признак устанавливается для каждого первого полученного варианта решения.
Для просмотра результатов проектирования пользователю необходимо выполнить развертку уровня вариантов решения в модели технического решения (рис. 6, элементы t31, t41, t42) и наполнить дерево МТР содержательной информацией. Можно последовательно просмотреть все фрагменты ТП, с указанием наименования операции, перехода, оборудования, инструмента, оснастки, а также наименованием и обозначением элемента изделия. Числовая информация о технико-экономических показателях, состав которой определен в модели элементарного решения (рис. 5), выводится в окно “Параметры”.
2.3.2. Диалоговый режим
дает возможность пользователю самостоятельно, на основе анализа вариантов, выбрать из найденных решений нужное и сформировать окончательное решение. Выполнить данное действие можно с помощью команды “Выбрать” (рис. 6). Для осуществления анализа вариантов пользователь может руководствоваться информацией о содержании и количественных характеристиках решения.