

fel14M190
.pdfМОСКОВСКИЙ АВТОМОБИЛЬНО-ДОРОЖНЫЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ (МАДИ)
А.Ф. СИНЕЛЬНИКОВ, А.Ю. КОНОПЛИН
МЕТОДИЧЕСКИЕ
УКАЗАНИЯ
к лабораторной работе по ремонту блоков и гильз цилиндров механической обработкой
МОСКОВСКИЙ АВТОМОБИЛЬНО-ДОРОЖНЫЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ (МАДИ)
Кафедра производства и ремонта автомобилей и дорожных машин
Утверждаю Зав. кафедрой, профессор
_______________ В.А. Зорин «___» _______________2014 г.
А.Ф. СИНЕЛЬНИКОВ, А.Ю. КОНОПЛИН
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к лабораторной работе по ремонту блоков и гильз цилиндров
механической обработкой
МОСКВА
МАДИ
2014
УДК 629.33-77 ББК 39.33-08
С383
Синельников, А.Ф.
С383 Методические указания к лабораторной работе по ремонту блоков и гильз цилиндров механической обработкой / А.Ф. Синельников, А.Ю. Коноплин. – М.: МАДИ, 2014. – 40 с.
В методических указаниях рассмотрены технологии восстановления блоков и гильз цилиндров двигателей, приведена методика расчета величины ремонтного размера при восстановлении блоков и гильз, а также определение нормативов времени операций механической обработки растачиванием и хонингованием. Методические указания предназначены для студентов, выполняющих лабораторные работы по направлению подготовки специалистов 190109 «Наземные транс- портно-технологические средства» и по направлению подготовки бакалавров 190600 «Эксплуатация транспортно-технологических машин и комплексов».
УДК 629.33-77 ББК 39.33-08
© МАДИ, 2014
3
Цели работы
1.Ознакомиться с конструктивными особенностями блоков и гильз цилиндров двигателей.
2.Ознакомиться с дефектами блоков и гильз цилиндров двигателей, способами их обнаружения.
3.Изучить технические условия на контроль-сортировку блоков и гильз цилиндров двигателей.
4.Ознакомиться с устройством измерительных приборов, инструментов и методами измерений.
5.Изучить методику расчета величины ремонтного размера при восстановлении блоков и гильз цилиндров двигателей.
6.Ознакомиться с конструкцией хонинговальной головки предназначенной для чистовой обработки блоков и гильз цилиндров двигателей.
7.Рассчитать режимы резания операций расточки и хонингования блоков и гильз цилиндров двигателей.
8.Определить нормативы времени операций механической обработки блоков и гильз цилиндров двигателей растачиванием и хонингованием.
Общие сведения
Современные ремонтные технологии и оборудование позволяют устранять очень сложные повреждения автомобильных двигателей, т.е. имеется технологическая возможность восстанавливать двигатели, получившие серьезные повреждения.
Большая часть автомобильных деталей в результате износа теряет не более 2% своей массы. Наиболее сложные и металлоемкие детали – менее 1% массы. В это же время их прочностные характеристики, физико-механические свойства материалов практически не снижаются. При восстановлении должны быть обеспечены требуемые
4
размеры, форма, взаимное расположение поверхностей и осей, шероховатость поверхностей и другие параметры деталей.
Общие принципы проектирования технологического процесса восстановления деталей предполагают выбор наиболее рациональных способов устранения дефектов и построение оптимальной последовательности операций.
Конструктивные особенности блоков цилиндров
Блоки автомобильных и тракторных двигателей подразделяют на следующие виды: линейные (для рядных двигателей) и V-образные. Они могут быть с мокрыми или с сухими гильзами, с сухими полугильзами, без гильз. Кроме того, блоки делятся на одно- и двухрядные, а также – с нижним и с верхним расположением клапанов. Для большинства двигателей число цилиндров – от 2 до 12.
У малолитражных автомобильных двигателей блоки чаще всего линейные – чугунные или алюминиевые с сухими полугильзами и с верхним расположением клапанов.
Толщины стенок и перегородок в чугунных блок-картерах составляют 5...8 мм. Стенки водяных рубашек делают толщиной 4...7 мм. Допустимое колебание толщин стенок 1,5...2 мм. В алюминиевых блоках толщина стенок на 1,5…2 мм больше, чем чугунных.
Обработка отдельных элементов блоков выполняется с высокой точностью. Особенное значение имеет точность размеров и формы зеркала цилиндров (или посадочных поясков под гильзы), гнезд под вкладыши коренных опор. Важно также обеспечение правильного взаимного расположения указанных поверхностей.
Блоки цилиндров двигателей отечественного производства изготавливают из серого чугуна марок СЧ 18-36, СЧ 15-32, СЧ 24-44 или алюминиевого сплава АЛ 4.
5
Характерные повреждения блоков и гильз цилиндров двигателей
Блок цилиндров, как одна из наиболее нагруженных деталей двигателя, может иметь отклонения в процессе эксплуатации от номинальных значений благодаря износу в различных точках конструкции. Нагрузка на элементы блока распределяется крайне неравномерно и, как следствие этого неравномерность износа рабочих поверхностей имеют различный запас прочности.
Гильзы цилиндров изготавливают из чугуна марок СЧ 18-36, СЧ 22-44 твердостью НВ 179-229 (ЗИЛ, ЗМЗ), специальных чугунов твердостью HRCэ 42-50 (ЯМЗ, КамАЗ). В верхней части некоторые гильзы (ЗИЛ, ЗМЗ), имеют тонкостенную вставку из специального легированного чугуна.
К основным дефектам блоков двигателей относятся: износ или задир внутренней поверхности гильзы или блока ,трещины и отколы различного характера и расположения; износы гнезд под вкладыши коренных подшипников, отверстий во втулках распределительного вала, торцевых поверхностей коренной опоры под упорный подшипник; обломы болтов или шпилек; срыв или износ резьбы в отверстиях.
Характерные дефекты гильз: трещины, износ рабочей поверхности, коррозионные и кавитационные повреждения посадочных поясов. Трещины и ослабление вставки являются дефектами, при которых гильзы цилиндров выбраковываются.
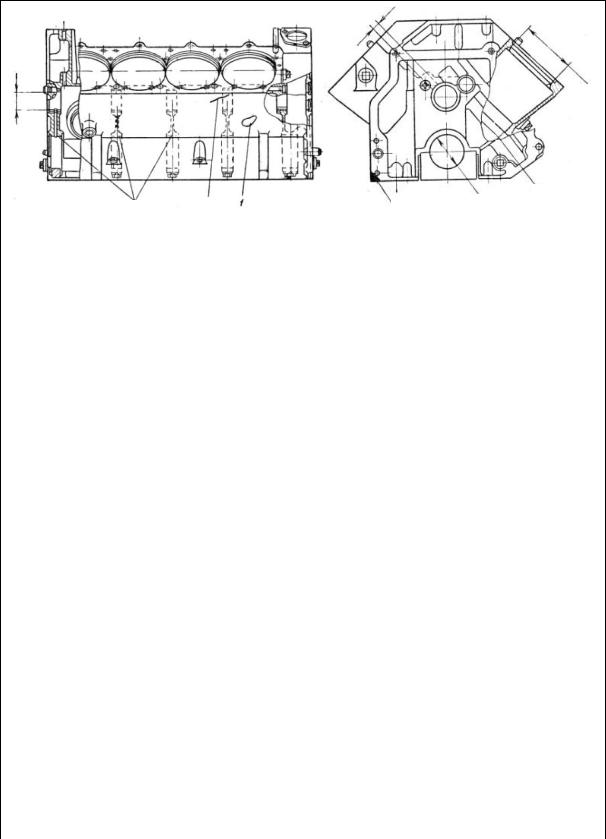
Карты технических требований на дефектацию блоков и гильз цилиндров двигателей приведены в технических условиях на ремонт двигателя. Основные дефекты блоков и гильз цилиндров двигателя ЗиЛ – 508.10 и требуемые ремонтные воздействия изложены соответственно в табл. 1 и табл. 2.
Размеры рабочих поверхностей различаются на номинальный с предельными отклонениями, установленными заводомизготовителем, допустимый без ремонта (размер детали при котором соединение останется работоспособным, несмотря на износ) и допустимый для ремонта (размер, после наступления которого соединение становится неисправным).
6
Таблица 1 Карта технических требований на дефектацию блоков
цилиндров двигателей ЗиЛ-508.10
9
4
|
|
|
|
|
|
|
|
|
2 |
7 |
5 |
|
|
6 |
3 |
|
1 |
|
|
|
|
||||
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Твердость: Поверхности НВ 170…229 |
|
Деталь: Блок цилиндров в сборе |
|||||||||
|
Материал: Чугун серый СЧ 18-36 |
|
|
№ детали: 508.10-1701030 |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
наПозициярис. |
|
|
|
|
|
Размеры, мм |
|
|
|
|||
|
Способ ус- |
|
Номинальный |
Допустимый ремонтабез |
Допустимыйдля |
ремонта |
|
|
||||
Наименова- |
тановления |
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
||||
|
ние |
дефекта и |
|
|
|
|
|
|
|
Заключение |
||
|
дефектов |
средства |
|
|
|
|
|
|
|
|
|
|
|
|
контроля |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Поддающиеся |
ремонту |
Ремонтировать. По- |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Пробоины |
|
|
|
|
|
|
|
|
|
становка заплат. Бра- |
|
1 |
Осмотр |
|
|
– |
|
– |
|
|
ковать при пробои- |
|||
на блоке |
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
нах, не поддающихся |
||
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
ремонту |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Поддающиеся |
ремонту |
Ремонтировать. На- |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Обломы |
|
|
|
|
|
|
|
|
|
плавка. Приварка. |
|
2 |
Осмотр |
|
|
– |
|
– |
|
|
Браковать при обло- |
|||
на блоке |
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
мах, не поддающихся |
||
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
ремонту |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Осмотр. |
|
|
|
|
|
Поддающиеся |
ремонту |
Ремонтировать. За- |
||
|
|
|
|
|
|
|
щихся ремонту |
|||||
|
|
Испытание |
|
|
|
|
|
|
варка. Заделка эпок- |
|||
3 |
Трещины |
водой под |
|
|
– |
|
– |
|
|
сидными смолами. |
||
на блоке |
|
|
|
|
|
Браковать при тре- |
||||||
|
давлением |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
щинах, не поддаю- |
||||
|
|
0,4 МПа |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|

наПозиция .рис
4
5
6
7
8
9
10
|
Способ ус- |
|
Наименова- |
тановления |
|
ние |
дефекта и |
|
дефектов |
средства |
|
|
контроля |
|
Износ верх- |
Нутромер |
|
него поса- |
||
индикатор- |
||
дочного от- |
||
ный |
||
верстия под |
||
100–150 мм |
||
гильзу |
||
|
||
Износ ниж- |
Нутромер |
|
него поса- |
||
индикатор- |
||
дочного от- |
||
ный |
||
верстия под |
||
100–150 мм |
||
гильзу |
||
|
||
Несоосность |
|
|
гнезд вкла- |
Индикатор- |
|
дышей ко- |
ное приспо- |
|
ренных под- |
собление |
|
шипников |
|
|
Деформация |
|
|
или износ |
Нутромер |
|
гнезд вкла- |
индикатор- |
|
дышей ко- |
ный |
|
ренных под- |
50–100 мм |
|
шипников |
|
|
|
Пробка |
|
Износ от- |
25,04 мм |
|
или нутро- |
||
верстий под |
||
мер инди- |
||
толкатели |
||
каторный |
||
|
||
|
18–35 мм |
|
Износ отвер- |
|
|
стий во втул- |
|
|
ках под шей- |
|
|
ки распре- |
Нутромеры |
|
делительно- |
индикатор- |
|
го вала: |
ные |
|
передняя и |
50–100 мм |
|
промежуточ- |
и 35–50 мм |
|
ные втулки |
|
|
задняя |
|
|
втулка |
|
|
Резьбы: М8, |
|
|
М10, М12, |
|
|
М14, М16, |
|
|
М22, К3 / 4 , |
|
|
К3 / 8 |
|
|
|
|
7
|
|
Окончание таблицы 1 |
||
|
|
|||
Размеры, мм |
|
|||
|
|
|
|
|
Номинальный |
Допустимый ремонтабез |
Допустимый ремонтадля |
Заключение |
|
|
|
|
||
|
|
|
Браковать при раз- |
|
125+0,04 |
125,06 |
– |
мере более |
|
|
|
|
125,06 мм |
|
|
|
|
Браковать при раз- |
|
122+0,04 |
122,06 |
– |
мере более |
|
|
|
|
122,06 мм |
|
|
|
|
Ремонтировать. Рас- |
|
0,02 |
0,02 |
Более |
тачивание гнезд до |
|
0,05 |
номинального |
|||
|
|
|||
|
|
79,512 |
размера |
|
+0,012 |
|
тачивание гнезд до |
||
|
|
|
Ремонтировать. Рас- |
|
79,5 |
– |
Более |
номинального |
|
|
||||
|
|
|
||
|
|
|
размера |
|
|
|
|
Ремонтировать. Раз- |
|
|
|
Более |
вертывание до ре- |
|
25+0,023 |
25,04 |
монтного размера |
||
|
|
25,04 |
(см. таблицу) или по- |
|
|
|
|
||
|
|
|
становка втулок |
|
|
|
|
|
|
|
|
|
Ремонтировать. За- |
|
|
|
Более |
мена втулок с после- |
|
|
|
дующим растачива- |
||
|
|
51,07 |
||
|
– |
нием до номинально- |
||
|
Более |
|||
|
|
го или ремонтного |
||
|
|
45,06 |
||
|
|
размеров |
||
|
|
|
||
|
|
|
(см. таблицу) |
|
|
|
|
Ремонтировать при |
|
|
|
|
срыве резьбы более |
|
|
|
|
2-х ниток. Нарезка |
|
|
|
|
резьбы ремонтного |
|
|
|
|
размера |
|
8
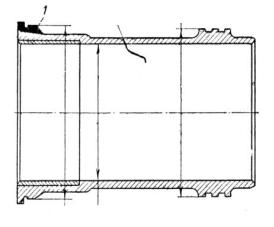
Таблица 2 Карта технических требований на дефектацию гильз
цилиндров двигателей ЗиЛ – 508.10
|
|
|
|
|
|
Деталь: Гильза цилиндров в сборе |
|||
|
|
1 |
|
1 |
3 |
||||
|
|
|
|
№ детали: 508.10-1002020 |
|||||
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Материал: |
|
|
|
|
|
|
|
|
|
1. Гильзы – чугун серый СЧ 18-36 |
|||
|
|
|
|
|
|
2. Гильзы цилиндра малой – |
|||
|
|
|
|
|
|
чугун легированный |
|
||
|
|
|
|
|
|
Твердость: |
|
|
|
|
|
|
|
|
|
1. НВ 196, не менее |
|
||
|
|
|
|
|
|
2. НВ 156...197 |
|
|
|
|
|
4 |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Размеры, мм |
|
||
Позиция на рис. |
|
|
|
|
|
|
|
|
|
Наименова- |
Способ уста- |
Номинальный |
Допустимый без ремонта |
Допустимый для ремонта |
|
||||
новления де- |
|
||||||||
|
|
ние |
Заключение |
||||||
|
|
фекта и сред- |
|||||||
|
дефектов |
|
|||||||
|
ства контроля |
|
|||||||
|
|
|
|
||||||
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
Обломы или |
Осмотр. Ис- |
|
|
|
|
||
|
|
трещины лю- |
пытание во- |
|
|
|
|
||
1 |
|
бого характе- |
дой под дав- |
– |
– |
– |
Браковать |
||
|
|
ра и располо- |
лением |
|
|
|
|
||
|
|
жения |
0,3 МПа |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
Ремонтировать. |
|
|
|
|
|
|
|
|
|
Растачивание |
|
|
|
|
|
Нутромер ин- |
|
|
|
до ремонтного |
|
|
Износ или |
100+0,06 |
|
Более |
размера (см. |
|||
2 |
|
дикаторный |
– |
||||||
|
|
задир гильзы |
100–150 мм |
|
|
100,06 |
таблицу). Бра- |
||
|
|
|
|
|
|
|
|
ковать при раз- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
мере более |
|
|
|
|
|
|
|
|
|
101,56 мм |
|
|
Износ нижних |
Скоба |
|
|
|
Браковать при |
||
|
|
121,94 мм или |
122-0,04 |
|
|
||||
3 |
|
посадочных |
121,94 |
– |
размере менее |
||||
|
|
поясков |
микрометр |
|
|
|
121,94 мм |
||
|
|
100–125 мм |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
Износ верхне- |
Скоба |
|
|
|
Браковать при |
||
|
|
124,94 мм или |
125-0,04 |
|
|
||||
4 |
|
го посадочно- |
124,94 |
– |
размере менее |
||||
|
|
го пояска |
микрометр |
|
|
|
124,94 мм |
||
|
|
100–125 мм |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|

9
Методика контроля технического состояния блоков и гильз цилиндров
Комплексным показателем отклонения формы цилиндрических деталей является отклонение от цилиндричности.
Основными видами отклонений от цилиндричности являются овальность (рис. 1а) и огранка (рис. 1б).
Различают следующие виды отклонений профиля в продольном сечении: конусность (рис. 1в); бочкообразность (рис. 1г); седлообразность (рис. 1д); отклонение от прямолинейности оси цилиндрической поверхности в пространстве (рис. 1е).
Рис. 1. Основные виды дефектов наружных цилиндрических
иторцовых поверхностей: а – овальность; б – огранка;
в– конусность; г – бочкообразность; д – седлообразность;
е– отклонение от прямолинейности оси цилиндрической поверхности в пространстве; ж – выпуклость и вогнутость;
з– неперпендикулярность торца к оси цилиндрической
поверхности; – погрешность обработки; dmax – максимальный диаметр; dmin – минимальный диаметр
Торцовые поверхности могут иметь следующие дефекты: неплоскостность, выпуклость и вогнутость (рис. 1ж) и неперпендикулярность торца к оси цилиндрической поверхности (рис. 1з).
Контроль зеркала гильзы и блока цилиндров для выявления наибольшей величины износа выполняют в двух взаимно перпендикулярных плоскостях А и В (рис. 2) и в трех сечениях 1, 2 и 3 по высоте.