

Назначение термической обработки проката
Сортовой прокат — это прутки (часто их сматывают в бунты), сечение которых круг, шестигранник, квадрат и др.
Цель термической обработки сортового проката состоит в понижении твердости для улучшения обрабатываемости резанием и давлением.
Данная сталь обладает структурой троостит, сорбит и твердостью 444 – 341 HBпосле охлаждения на воздухе с температуры конца прокатки, что затрудняет механическую обработку резанием. После отжига твердость снижается до 241 – 197HB(твердость в состоянии поставки согласно ГОСТ 5950-2000).
В тех случаях, когда целью термической обработки является снижение твердости для улучшения обрабатываемости резанием, смягчение стали осуществляют путем отпуска при высокой температуре, близкой к Ас1. В процессе высокого отпуска закаленных структур выделение и коагуляция карбидов происходит достаточно интенсивно.
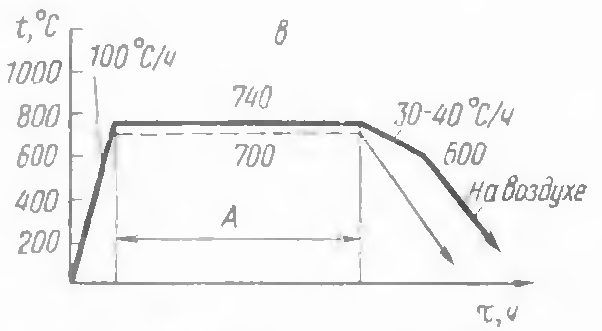
Рисунок – Режим отпуска сортового проката стали 7ХГНМ
Нагревать под отпуск рекомендуется до 700 - 740o Cв зависимости от массы садки. Продолжительность выдержки может составлять 0,5 – 0,65 ч/т.
Показатели качества после термообработки
Так как цель термической обработки в понижении твердости для улучшения обрабатываемости резанием и давлением, то основными показателями качества являются обрабатываемость резанием и деформируемость.
Обрабатываемость резанием – это комплексная характеристика материала, которую оценивают рядом показателей:
– производительностью обработки;
– качеством обработанной поверхности;
– видом образующейся стружки.
Шероховатость оценивается прямыми измерениями высоты микронеровностей обработанной поверхности на профилометрах или профилографах. Она зависит главным образом от твердости материала – более высокая твердость обеспечивает меньшую шероховатость, т.е. лучшее качество поверхности. Например, трудно получить малую шероховатость при обработке низкоуглеродистых сталей, алюминиевых сплавов – материалов, обладающих малой твердостью и высокой пластичностью.
Стружка надлома ("сыпучая") в отличие от непрерывной (сливной) лучшим образом отводится из зоны резания. При резании сыпучая стружка образуется, если в структуре присутствует фаза, обладающая малой прочностью (например, графит в чугуне). Частицы такой фазы нарушают сплошность металла и способствуют дроблению стружки.
Обработка абразивным инструментом. Наиболее распространенная обработка – шлифование. Обрабатываемость шлифованием по производительности обработки оценивается коэффициентом шлифуемости – Кш, равным соотношению снятого металла и израсходованного абразивного материала (по массе или объему). Так же как при лезвийной обработке, этот показатель может быть абсолютным или относительным. Например, для быстрорежущих сталей в качестве эталона используют сталь Р18, шлифуемость которой принимают за единицу.
Деформируемость — способность материала принимать необходимую форму под влиянием внешних сил (нагрузки) без разрушения и при меньшем сопротивлении нагрузке. Данное механическое свойство может быть улучшено методами упрочнения машин.
Количественная мера деформируемости показатели или критерии деформируемости — условные величины, оценивающие деформируемость при заданном характере нагружения и состоянии материала. Используют также термин технологическая деформируемость как совокупность деформации, сопротивления деформации и других технологических характеристик конкретного процесса обработки давлением