

Лабораторная работа №4 Определение микроструктуры и механических свойств углеродистой стали до и после термической обработки, ее режимов
Цель работы – научиться самостоятельно определять режимы закалки и отпуска стали, микроструктуру и твердость углеродистой стали до и после термообработки (закалки и отпуска).
Оборудование и материалы:
- электропечи сопротивления – 3 шт.;
- закалочный бак с водой;
- закалочный бак с маслом;
- прибор типа Роквелла ТК – 2;
- образцы углеродистой стали:
а) конструкционной 10…20;
б) конструкционной 35…65;
в) инструментальной У8…У12;
- клещи;
- штангенциркуль;
- шлифовальная бумага.
Общие сведения
Эксплуатационные свойства стали зависят от ее химического состава и структуры. Изменение структуры и механических свойств достигается термической обработкой.
Закалкой называется вид термической обработки, заключающийся в нагреве сталей до температур выше критических точек Ас3 (доэвтектоидные стали) или Aс1 (заэвтектоидные стали) на 30-50 °С, выдержке при заданных температурах и последующем охлаждении со скоростью выше критической (Vкр). Под критической скоростью закалки понимают минимальную скорость охлаждения, обеспечивающую бездиффузионное превращение аустенита в мартенсит. Целью закалки является повышение твердости и прочности стали. Возможность упрочнения стали путем закалки обусловлена фазовыми превращениями, протекающими при нагреве и охлаждении.
В зависимости от скорости охлаждения могут быть получены следующие основные структуры: перлит, сорбит, троостит и мартенсит.
Отпуск является заключительной операцией термической обработки, придающей стальной детали окончательные эксплуатационные свойства. В зависимости от температуры нагрева различают три вида отпуска: низкий, средний и высокий.
Низкий отпуск рекомендуется проводить после закалки инструмента, элементов подшипников качения, изделий из конструкционных сталей после цементации.
Средний отпуск обеспечивает высокие значения пределов упругости и выносливости (усталости). Рекомендуется для обработки рессор, пружин, а также некоторых штампов.
После закалки и высокого отпуска получается оптимальное соотношение между характеристиками прочности и пластичности. Поэтому эту термическую обработку называют улучшением и применяют для среднеуглеродистых конструкционных сталей, работающих в условиях высоких механических нагрузок (коленчатые валы, шатуны двигателей внутреннего сгорания и т.п.).
Подготовка образцов для термической обработки
Образцы должны быть цилиндрические или прямоугольные диаметром или толщиной 10 – 15 мм, высотой 15 – 20 мм. На боковой поверхности каждого образца должно быть клеймо марки стали. Марку стали образца записывают в графу 2 протокола. Образцы измеряют при помощи штангенциркуля, и результаты замера записывают в графу 3 протокола.
Определить твердость (HRCэ) образцов в исходном (отожженном) состоянии, сделать перевод полученного результата на твердость по НВ и оба значения твердости записать в графы 4 и 5 протокола.
Методика проведения закалки
1. Определить температуру закалки стали, пользуясь для этого нижней частью диаграммы железо–цементит (рисунок 1). Для среднеуглеродистых доэвтектоидных сталей нормальной температурой закалки является температура на 30 – 50 °С выше линии GS т.е. Ас3 + (30 – 50 °С). Для высокоуглеродистых заэвтектоидных сталей нормальной температурой закалки является температура на 30 – 50 °С выше линии PSK, т.е. Ас1 + (30 – 50 °С). Температуру закалки записать в графу 6 протокола.
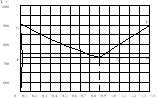
























Рисунок 1 – Оптимальный интервал температур закалки углеродистой стали
-
Определить время нагрева образцов из расчета 1 – 2 мин на 1 мм диаметра или толщины образца и время выдержки из расчета 20% от времени нагрева, суммарное время термообработки записать в графу 7 протокола.
-
Образцы поместить в печь, нагретую до температуры закалки, для стали данной марки, и выдержать в печи требуемое время. При нагревании до температуры закалки образцов из стали 10 – 65 исходная феррито-перлитная структура превратится в структуру аустенита, а в образцах из стали У8 – У12 при температуре закалки будет структура аустенит и цементит, т.е. часть цементита остается нерастворенной.
-
Образцы последовательно вынуть из печи и охладить в воде (масле) при непрерывном энергичном движении образца в охлаждающей жидкости. При охлаждении в воде происходит распад аустенита с образованием мартенсита. При охлаждении в масле образуется смешанная мартенситно-трооститная структура.
-
Оба торца образцов зачистить на шлифовальной бумаге.
-
Определить твердость закаленных образцов (HRCэ), полученный результат записать в графы 8 и 9 протокола.
Методика проведения отпуска
-
Выбрать температуру:
для низкого отпуска ~ 200 °С;
для среднего отпуска ~ 400 °С;
для высокого отпуска ~ 600 °С;
-
Определить время выдержки при температуре отпуска из расчета 2 – 3 мин на 1 мм диаметра или толщины образца и записать в графу 11 протокола.
-
Образцы поместить в электропечь, нагретую до нужной температуры, выдержать в ней необходимое время и охладить на воздухе.
В результате отпуска при 200 °С происходит превращение мартенсита закалки в мартенсит отпуска, снижение внутренних напряжений и хрупкости; твердость остается почти без изменений.
В результате отпуска при 400 °С происходит превращение мартенсита в троостит отпуска (мелкодисперсную феррито-цементитную смесь), твердость снижается.
В результате отпуска при 600 °С образуется сорбит отпуска, феррито-цементитная смесь более крупная, чем троостит. Твердость еще более снижается.
-
Оба торца образца зачистить на шлифовальной бумаге.
-
Определить твердость по HRCэ и полученный результат записать в графы 12 и 13 протокола.
-
Построить кривые зависимости твердости от содержания углерода в сталях до и после закалки и отпуска, пользуясь примером (рисунок 2).
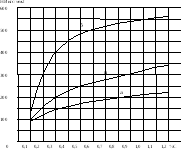
Рисунок 2 – График зависимости твердости от содержания углерода
а – до закалки, б – после закалки; в – после закалки и отпуска
Таблица 1 – Соотношение чисел твердости
|
НВ |
HRCэ |
HRB |
|
НВ |
HRCэ |
HRB |
|
НВ |
HRCэ |
HRB |
|
780 |
72 |
— |
|
302 |
31 |
— |
|
156 |
0 |
84 |
|
745 |
70 |
— |
|
293 |
30 |
— |
|
152 |
— |
83 |
|
712 |
68 |
— |
|
285 |
29 |
— |
|
149 |
— |
82 |
|
682 |
66 |
— |
|
277 |
28 |
— |
|
146 |
— |
81 |
|
653 |
64 |
— |
|
269 |
27 |
— |
|
143 |
— |
80 |
|
627 |
62 |
— |
|
262 |
26 |
— |
|
140 |
— |
79 |
|
601 |
60 |
— |
|
255 |
25 |
— |
|
137 |
— |
78 |
|
578 |
58 |
— |
|
248 |
24 |
— |
|
134 |
— |
77 |
|
555 |
56 |
— |
|
241 |
23 |
102 |
|
131 |
— |
76 |
|
534 |
54 |
— |
|
235 |
21 |
101 |
|
128 |
— |
75 |
|
514 |
52 |
— |
|
229 |
20 |
100 |
|
126 |
— |
74 |
|
495 |
50 |
— |
|
223 |
19 |
99 |
|
123 |
— |
73 |
|
477 |
49 |
— |
|
217 |
17 |
98 |
|
121 |
— |
72 |
|
461 |
48 |
— |
|
212 |
15 |
97 |
|
118 |
— |
71 |
|
444 |
46 |
— |
|
207 |
14 |
95 |
|
116 |
— |
70 |
|
429 |
45 |
— |
|
201 |
13 |
94 |
|
114 |
— |
68 |
|
415 |
43 |
— |
|
197 |
12 |
93 |
|
111 |
— |
67 |
|
401 |
42 |
— |
|
192 |
11 |
92 |
|
109 |
— |
66 |
|
388 |
41 |
— |
|
187 |
9 |
91 |
|
107 |
— |
65 |
|
375 |
40 |
— |
|
183 |
8 |
90 |
|
105 |
— |
64 |
|
363 |
39 |
— |
|
179 |
7 |
90 |
|
103 |
— |
62 |
|
352 |
38 |
— |
|
174 |
6 |
89 |
|
101 |
— |
61 |
|
341 |
36 |
— |
|
170 |
4 |
88 |
|
99 |
— |
59 |
|
331 |
35 |
— |
|
167 |
3 |
87 |
|
97 |
— |
58 |
|
321 |
33 |
— |
|
163 |
2 |
86 |
|
96 |
— |
57 |
|
311 |
32 |
— |
|
159 |
1 |
85 |
|
|
|
|
Таблица 2 – Протокол термической обработки углеродистой стали
|
№ образца |
Марка стали |
Диаметр (толщина), мм |
Твердость в исходном состоянии |
Температура закалки, °С |
Время нагрева и выдержки, мин |
Твердость после закалки |
Температура отпуска, °С |
Время выдержки, мин |
Твердость после отпуска |
|||
|
HRCэ |
HB |
HRCэ |
HB |
HRCэ |
HB |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
Составление отчета
Отчет должен содержать:
-
Тему и цель работы.
-
Оборудование и материалы.
-
Часть диаграммы состояния Fe–Fe3C, с обозначением температур выбранных для закалки данных марок сталей.
-
Заполненный протокол термической обработки углеродистой стали.
-
Описание структуры стали до и после термической обработки?
-
График зависимости твердости от содержания углерода в сталях до и после закалки и отпуска.
-
Выводы по работе.
Контрольные вопросы:
-
Какое назначение закалки?
-
Какая цель отпуска?
-
В каких средах проводится охлаждение при закалке?
-
Какие структуры образуются после закалки и после отпуска?
-
Как выбирается температура закалки?
-
Как определить время нагрева образца и время выдержки?
-
Как углерод влияет на закаливаемость стали?