

2 Организация непоточного производства
2.1 Расчет величины партии запуска-выпуска деталей
Минимальный размер партии:
 ,
где
,
где
tпз – норма подготовительно-заключительного времени на наиболее трудоемкую операцию;
tшт – штучное время на эту операцию, мин;
α = 0,03-0,12 –коэффициент учитывающий допустимую потерю времени на переналадку.
nmin7в=(1-0,03)*16/(0,03*3,3)=157
nmin7г=(1-0,03)*16/(0,03*3,5)=148
nmin7д=(1-0,03)*16/(0,03*3,9)=133
2.2 Расчет периодичности (ритма запуска-выпуска) партии деталей.
Периодичность (ритм запуска):
 ,
где
,
где
Тn – продолжительность планово-отчетного периода, сут.
nmin – минимальный размер партии деталей;
Nn – программа выпуска деталей на данный планово-отчетный период.
Тn = Т7в = Т7г = Т7д =21 сутки.
N7в=9300/12=775 шт. N7г=8300/12=708 N7д=10200/12=850 шт.
R7в = 21*157/775=4,25 R7г = 21*148/708=4,4 R7д = 21*133/850=3,3
Ритм запуска-выпуска принимаем R = 5.
Размер партии деталей корректируем по формуле:
nд =R*Nшт
Nсу10=9300/248=38дет; Nсут10а=8300/248=34дет; Nсут10в=10200/248=41дет.
N10 = 5*38= 190дет; 10 транспортных партий по 19 деталей
N10а =5*34=170 дет; 10 транспортных партий по 17 деталей
N10в =5*41=205 дет; 5 транспортных партий по 41 детали
Количество запусков деталей в течение планово-отчетного периода вычисляем по формуле:
Q = Nn/ nд
Q7в = 775/190=4,08; Q7г = 708/170=4,17; Q7д = 850/205=4,15;
2.3 Расчет штучно-калькуляционного времени
Штучно-калькуляционное время вычислим по формуле:
 ,
где
,
где
tш - штучное время на i-тую операцию;
tпз – подготовительно-заключительное время на партию деталей;
nд – величина партии деталей.
7в)

 =0,6
мин
=0,6
мин

 =0,3
мин
=0,3
мин
7г)
 =0,7
мин
=0,7
мин

 =0,7мин
=0,7мин
7д)
 =0,9
мин
=0,9
мин
 =1
мин
=1
мин
2.4 Определение месячных объемов выпуска
Месячный объем выпуска каждой детали:
 ,
где
,
где
Npi – годовая программа выпуска каждой детали, шт;
 -
действительный месячный фонд времени
работы оборудования, ч;
-
действительный месячный фонд времени
работы оборудования, ч;
 -
действительный годовой фонд времени
работы оборудования, ч.
-
действительный годовой фонд времени
работы оборудования, ч.
Действительный годовой фонд времени работы оборудования определяется по формуле:
Fдр = Fa *(1-α)*(1-β), где
Fa - номинальный годовой фонд времени работы оборудования, ч;
α = 0,03-0,05 – коэффициент, учитывающий потерю времени из-за ремонта;
β = 0,03-0,12 - коэффициент, учитывающий потерю времени из-за переналадки.
Принимаем α =0,03, β =0,03.
Номинальный годовой фонд времени работы оборудования:
Fa = (Дк – Днр)*Тсм*S, где
Дк = 366 дней, число календарных дней в году;
Днр – число нерабочих дней;
Тсм – продолжительность смены;
S – количество смен.
Принимаем Днр =114 дней; Тсм = 8, S = 2.
Fa=(365-117)*8*2=3968 часов
Fдр=3968*(1-0,03)*(1-0,03)=3737 часов
Fмес=312 часов
N7в=(9300*312)/3734=777 шт
N7г=(8500*312)/3734=710 шт
N7д=(10200*312)/3734=852 шт
2.5 Расчет потребности в оборудовании (рабочих мест) на участке и определение коэффициента загрузки оборудования
Потребность в оборудовании:
 ,
где
,
где
mpi - расчетное количество оборудования на i-той операции;
tш-кi – трудоемкость изготовления j-той детали на i-той операции, мин.
n – количество типоразмеров деталей, закрепленная за i-той операцией.
Npi – годовая программа j-той детали на i-той операции.
Fдр - действительный годовой фонд времени работы оборудования, ч.
 шт.
шт.
 шт.
шт.
 шт.
шт.
 шт.
шт.
 шт.
шт.
 шт.
шт.
 шт.
шт.
 шт.
шт.
 шт.
шт.
 шт.
шт.
 шт.
шт.
 шт.
шт.
 шт.
шт.
 шт
шт
 шт
шт
 шт
шт
Принятое количество оборудования на участке:
 ,
где
,
где
mi – принятое количество оборудования на i-той операции;
i – количество операций по тех. процессу.
 1+1+1+2+1+1+1+1=9
станков.
1+1+1+2+1+1+1+1=9
станков.
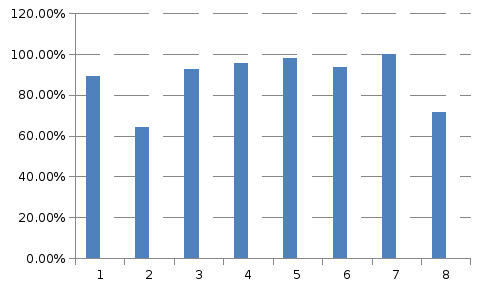
Загрузка оборудования на каждой операции:









Средний коэффициент загрузки оборудования:


|
№ п/п |
Наименование операции |
Оборудование |
|
|
Коэффициент загрузки оборуд. |
||||
|
1 |
Отрезная |
дисковая пила |
0,28 |
1 |
0,28 |
||||
|
2 |
Сверлильная |
Вертикально сверл. 2А125 |
0,09 |
- |
- |
||||
|
3 |
Револьверная |
Рев. 1Е365 |
0,45 |
1 |
0,45 |
||||
|
4 |
Токарная 1-я |
Ток .1К62 |
1,31 |
2 |
1,99 |
||||
|
5 |
Токарная 2-я |
Ток. 1К62 |
0,68 |
- |
- |
||||
|
6 |
Сверлильная 1-я |
Вертикально сверл. 2А125 |
0,7 |
1 |
1,03 |
||||
|
7 |
Сверлильная 2-я |
Вертикально сверл. 2А125 |
0,24 |
- |
- |
||||
|
8 |
Слесарная |
верстак |
0,09 |
1 |
0,09 |
||||
|
Итого |
|
|
6 станков |
|
|||||

2.6 Выбор и обоснование типа производства и специализации участка
Обоснование типа производства и формы организации производственного процесса производится на основе степени специализации рабочих мест, характеризуемых коэффициентом закрепления операций.
Коэффициент закрепления операций:
 ,
где
,
где
доi – i-тая деталеоперация;
m – количество деталеопераций;
Сi – количество оборудования на i-той операции.


 - массовое
производство.
- массовое
производство.
2.7 Выбор и обоснование форм движения партии деталей и расчет длительности технологического и производственного цикла изготовления партии деталей
Выбор метода движения партии деталей:
tмо = -2,95+0,564*Кз
tмо = -2,95+0,564*0,9 = -2,44,
т.к. tмо < 0, то применяем параллельно-последовательный вид движения предметов труда.
Длительность производственного цикла:
 ,
где
,
где
h – количество смен;
Tсм – продолжительность смены;
tмо – время межоперационных перерывов;
tк – время пребывания деталей в других цехах;
nд –число деталей в партии;
nт – число деталей в транспортной партии;
tшкi - штучно-калькуляционное время на i-тую операцию;
m пр– количество рабочих мест (оборудования) на i-тую операцию;
 - наименьшее
соотношение для каждой пары смежных
операций технологического процесса.
- наименьшее
соотношение для каждой пары смежных
операций технологического процесса.
 сут.
сут.
 сут.
сут.
 сут.
сут.
Длительность операционного цикла:
 ,где
,где
Сi – количество рабочих для выполнения i-той операции;
nд – размер запускаемой партии деталей;
t шкi – штучно-калькуляционное время на выполнение i-той операции.
 -
количество смен.
-
количество смен.
7в) 7г)














7д)







2.8 Расчет численности работающих участка
Явочная численность работающих участка:
 ,
где
,
где
tшкj – трудоемкость j-того изделия на i-той операции;
NГj – годовая программа j-той детали;
фдр – годовой фонд рабочего времени одного рабочего (определяется по балансу рабочего времени на данный календарный год);
n – количество типоразмеров деталей, закрепленных за операцией.








Чр=0,8+0,19+2,06+2,34+1,82+1,17+0,57+0,17=9,13
Принимаю Чр=10
Общая явочная численность:

 чел.
чел.
Численность вспомогательных рабочих в непоточном производстве, отнесенных на участок, может быть укрупнено принята в размере 28-30% от численности основных рабочих.

 чел.
чел.
Общая численность рабочих на участке:

 чел.
чел.
Численность ИТР и служащих:

 чел.
чел.
Общая численность участка:

 чел.
чел.
2.9 Построение план-графика запуска-выпуска партии деталей
Для построения план-графика откладываются отрезки, величины которых соответствуют длительности технологического цикла обработки данной партии деталей. Обработка каждой партии на последующих операциях производится только после обработки на предыдущей операции.
При построении план-графика необходимо учитывать загрузку оборудования и его пропускную способность по каждой операции.
Основными предпосылками для построения план-графика являются:
а) постоянство номенклатуры деталей;
б) закрепление деталей за рабочими местами;
в) постоянный размер партии деталей;
г) баланс необходимой загрузки и пропускной способности оборудования;
д) рассчитанные календарно-плановые нормативы.
|
№ опер |
Опера ция |
Дет аль |
Тц |
R |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
1 |
|
7в |
1 |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7г |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7д |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
7в |
1 |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7г |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7д |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
7в |
1 |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7г |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7д |
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
7в |
1 |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7г |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7д |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
|
7в |
2 |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7г |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7д |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
7в |
1 |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7г |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7д |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7 |
|
7в |
1 |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7г |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7д |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8 |
|
7в |
1 |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7г |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7д |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2.10 Планировка участка, выбор и расчет параметров средств технологического транспорта
Планировка – это план расположения технологического оборудования и рабочих мест. На планировке могут быть также показаны элементы строительных конструкций: стене, колонны, дверные и оконные проемы и т.д.; основной производственный инвентарь – верстаки, плиты, складские площадки; подъемно-транспортные устройства – краны, тельферы, конвейеры, подъемники и т.п. при составлении планировки пользуются условными обозначениями, приведенными в литературе по проектированию машиностроительных заводов и цехов.
План допускается выполнять на миллиметровке в масштабе 1:100 с соблюдением допускаемых расстояний между станками и строительными элементами.
В
цехе применяется сетка колонки
 м,
где 18 – ширина пролета, 6 - шаг колонн
(м). В качестве транспортных средств
используем тележку и скаты для передачи
деталей от одного рабочего к другому.
м,
где 18 – ширина пролета, 6 - шаг колонн
(м). В качестве транспортных средств
используем тележку и скаты для передачи
деталей от одного рабочего к другому.
Площадь
занимаемого участка составляет
 =
216 м2.
на которой располагаются: склад заготовок,
склад готовой продукции, кафедра мастера,
место передвижения тележки для
транспортировки сырья, материалов,
готовых деталей, смазочных материалов
между операциями. Кроме этого, каждый
станок имеет свою удельную площадь, на
которой располагаются, непосредственно,
рабочий, станок, место складирования
деталей (место образования задела).
Между соседними операциями ездит тележка
для транспортировки деталей. В силу
того, что загруженность некоторых
операций с одинаковым оборудованием
не максимальна, то объединяем следующие
операции: сверлильная, сверлильная 1,
сверлильная 2,
=
216 м2.
на которой располагаются: склад заготовок,
склад готовой продукции, кафедра мастера,
место передвижения тележки для
транспортировки сырья, материалов,
готовых деталей, смазочных материалов
между операциями. Кроме этого, каждый
станок имеет свою удельную площадь, на
которой располагаются, непосредственно,
рабочий, станок, место складирования
деталей (место образования задела).
Между соседними операциями ездит тележка
для транспортировки деталей. В силу
того, что загруженность некоторых
операций с одинаковым оборудованием
не максимальна, то объединяем следующие
операции: сверлильная, сверлильная 1,
сверлильная 2,
которые выполняются на станке №2; токарная 1 и токарная 2, которые выполняются на станках № 4 и №5.
Ввиду того, что коэффициенты загрузки оборудования на 1, 3 и8 операциях равны 0,28; 0,45 и 0,09 соответственно, мы совмещаем рабочих на этих операциях.
Обработка детали начинается с отрезной операции, затем деталь передается на сверлильную операцию, после чего она перемещается на револьверную, затем на токарную 1, 2, снова на сверлильную 1,2 и на слесарную. После окончания всех этих операций готовая деталь отправляется на склад готовой продукции.