

2.1.2. Расчет технологической силы штамповки для 3 перехода
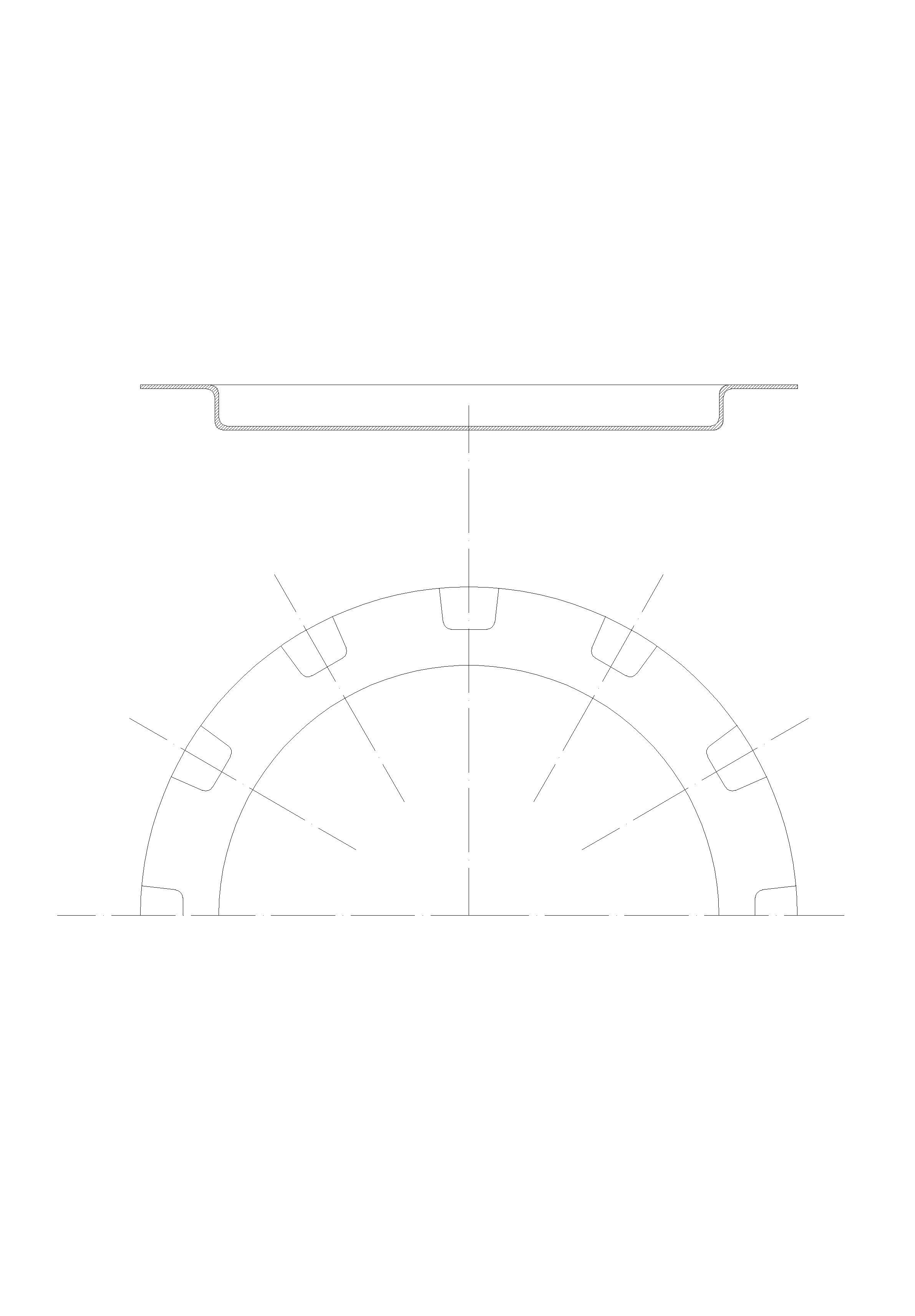
Рис.5. Изготовление детали на 3 переходе.
Сила вытяжки 1 кармана определяется по формуле[3]:
P = (2*А+2*В-1.72*r)*S*σв*kв, (3)
P =(2*18+2*10.3-1.72*3)*1.5*300*0.8=18.52 кН.
Т.к. карманов 12, то общая сила вытяжки будет равна:
Pобщ = 12*P
Pобщ = 18.52*12 = 222216 Н = 222.22 кН.
2.1.3. Расчет технологической силы штамповки для 4 перехода
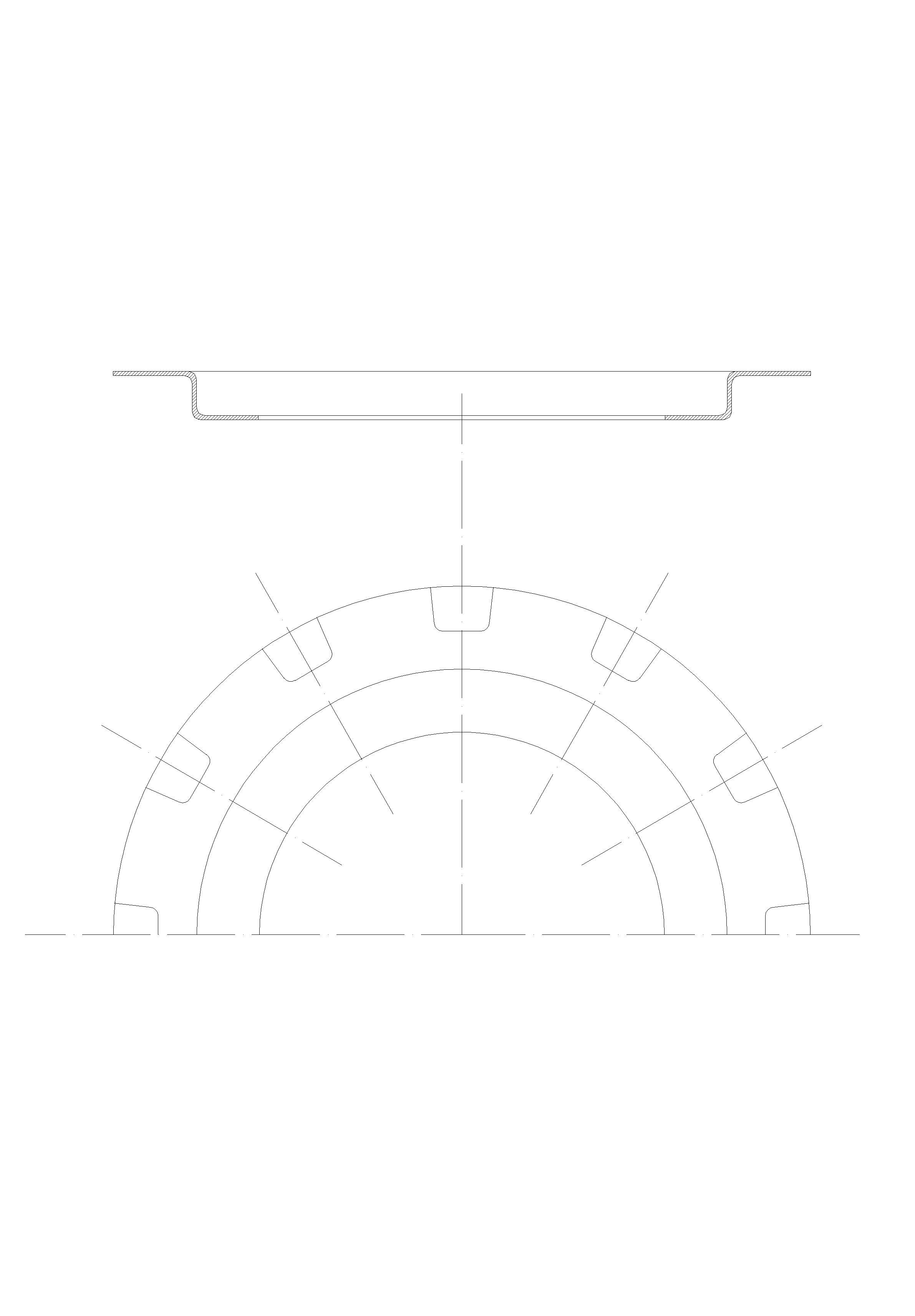
Рис.6. Изготовление детали на 4 переходе.
Сила вырубки центрального отверстия определяется по формуле[2]:
Р = L*S*σср, (2)
P = 452.39*1.5*250 = 169.65 кН.
2.1.4. Расчет технологической силы штамповки для 5 перехода
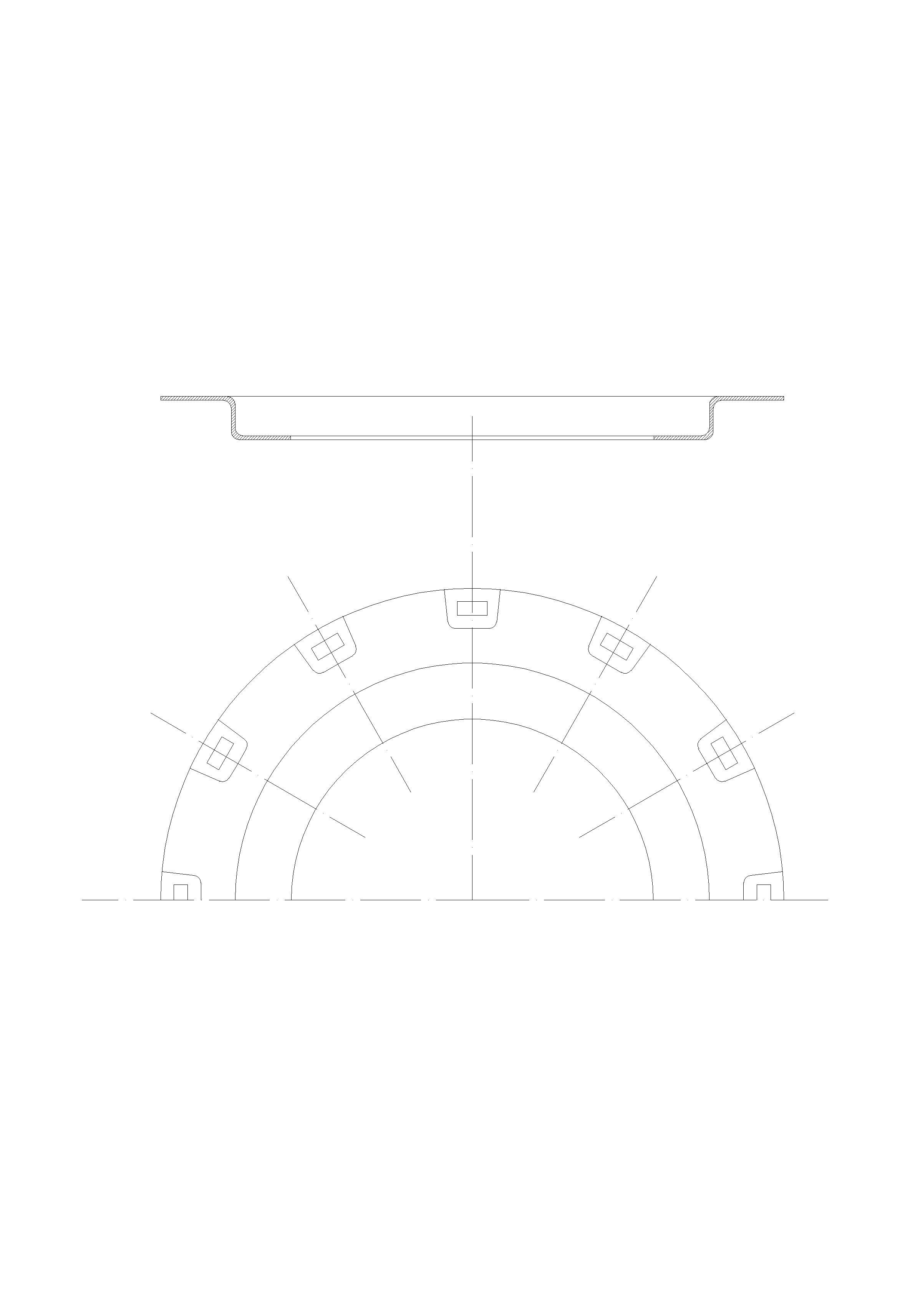
Рис.7. Изготовление детали на 5 переходе.
Сила вырубки прямоугольного отверстия определяется по формуле [2]:
P= L*S*σср, (2)
L=2*12+2*5.5=35мм
P = 35*1.5*250 =13.125 кН.
Т.к. отверстий 12, то общая сила вырубки будет равна:
Pобщ = 12*P
Pобщ = 12*13125 = 157500 Н = 157.5 кН.
3. Выбор оборудования
Так как прессы изготовляют в определенном интервале по номинальной силе, то обычно при выборе пресса расчетная сила не соответствует точно номинальной силе. Поэтому пресс необходимо взять заведомо большей силы, чем требуется по расчету. Применение более мощного пресса обеспечит повышенную жесткость и меньшее пружинение станины, а следовательно, и большую стойкость штампов, особенно для разделительных операций. Некоторый избыток силы против расчетной предохраняет от поломки при случайном попадании более толстой заготовки, что имеет большое значение при рельефной и объемной штамповке.
При выборе пресса следует рассчитать необходимую номинальную силу:
Pобщ ≤ Pном / 1.25 ,
следовательно
Pобщ *1.25 ≤ Pном ,
Pном1 ≥ 479825 Н
Pном2 ≥ 277770 Н
Pном3 ≥ 196875 Н
Выбираем пресс с заведомо большим усилием. Им будет пресс фирмы Komatsu, предназначенный для различных операций листовой штамповки, усилием 500т с ходом ползуна 300 мм, размером стола 3000х1300 мм и скоростью 20-40 ходов в минуту.
4. Конструирование штампа
4.1. Чертежи используемых штампов
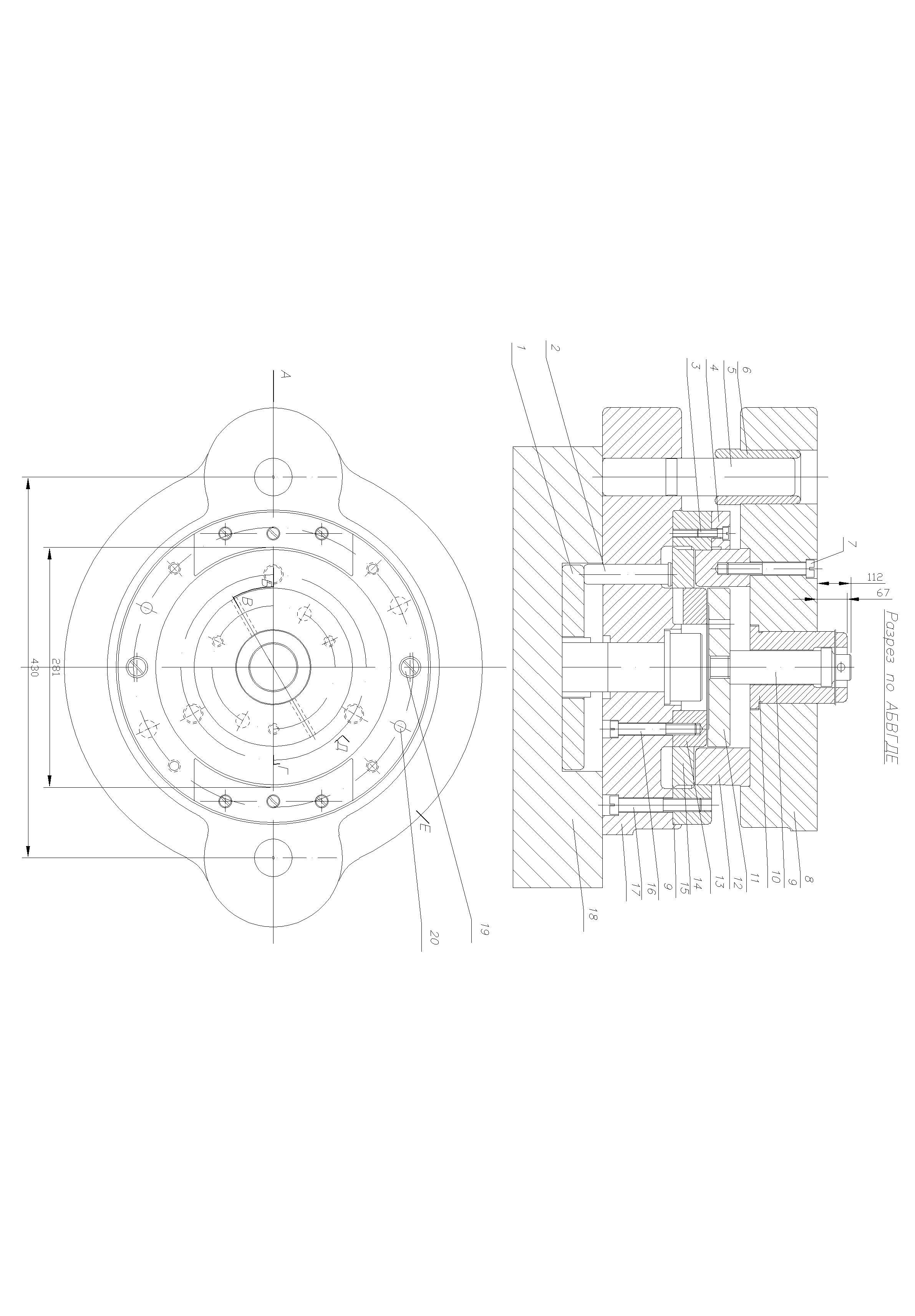
Рис. 8. штамп вырубки и вытяжки.

Рис. 9. Штамп для вытяжки карманов.
Рис. 10. Штамп для пробивки пазов.
4.2. Расчёт исполнительных размеров пуансона и матрицы для 2 перехода
Для операции вырубки в штампе комбинированном: Ø275мм, ∆=0.8мм, z=0.1мм
Диаметр пуансона:
dп = 275+0.8-0.8*0.8=275.16 мм
Диаметр матрицы:
dм = 275.2 +2*0.1=275.36 мм;
Для операции вытяжки в штампе комбинированном: Ø185мм, ∆=0.5 мм, z=0.08мм
Диаметр пуансона определяем по формуле:
dп = Dм-0.8*Δ
dп = 185+0.5-0.8*0.5=185.1 мм
4.3. Расчет пунсона на прочность и жесткость
Проверочному расчёту на прочность подлежит в основном наиболее нагруженные пуансоны небольшого размера.
Рассмотрим штамп пробивной для 5 перехода.
Чертеж пуансона для этого штампа представлен на рис. 11.
Рис.11. Пуансон пробивной (для пробивки прямоугольных отверстий).
-Расчёт опорной поверхности под головкой пуансона на смятие осуществляется по формуле[4]:
![]() ,
(4)
,
(4)
где L – длина реза,
F – площадь опорной поверхности головки пуансона,
[σсм] = 100 МПа для стали У10А
σср = 250МПа
σсм=(17.88*1.5*250) / 530 = 13 МПа
σсм = 13 МПа <[ σсм] следовательно стальная прокладка между пуансоном и плитой не требуется ; как принято на практике на штампах рекомендуется ставить подкладную плитку, так как идет большая программа выпуска деталей.
-Расчёт пуансона на сжатие:
Для расчета пуансонов на сжатие возьмем пуансон с наименьшим сечением, применяемый при пробивке прямоугольного отверстия
Напряжение сжатия определяется по формуле:
![]()
F= 12.21*5.67=69.23 мм2
где F- площадь сечения,
σ сж = (34.42 *1.5*250) / 69.23 = 186.44 МПа
[σсж] =1600 МПа
[σсж]≥ σ сж ,
следовательно материал для пуансона выбран правильно.
-Расчет пуансона на продольный изгиб определяем по формуле:
![]()
E – модуль упругости материала, для стали У10А – Е=2.2*106 МПа
J
– осевой момент инерции
![]()
n – коэффициент безопасности, примем равным 3
J=(12.21*5.673) / 12 = 185 мм4
L
= 4.43 =4.43
=4.43![]() =
142.5 мм
=
142.5 мм
Длина пуансона равна 75 мм. Длина пуансона меньше свободной длины пуансона на продольный изгиб, следовательно, пуансон подходит.