

-
Алюминиевые сплавы
Алюминий – это легкий металл, являющийся основным металлом для авиации, т.к. у него при невысокой прочности материала относительная прочность (отношение прочности к плотности материала) достаточна высока.
Алюминий быстро корродирует в воздушной среде, но образовавшаяся окисная плотная пленка Al2O3 не пропускает влагу к металлу, т.е. происходит самозащита металла от дальнейшей коррозии.
Кроме того, алюминиевые сплавы обладают высокими литейными свойствами и хорошо деформируются, вследствие чего очень простая технология изготовления: половину алюминиевых деталей получают литьем, а вторую половину - прокаткой.
Достоинством алюминия также является высокая электропроводимость (65% от меди), поэтому алюминий марок А00 (99,7% алюминия) и А0 (99,6% алюминия) широко используется в электротехнике.
Алюминий марок А1 (99,5 % алюминия), А2 (99,0% алюминия) А3 (98% алюминия) применяют для изготовления посуды и других бытовых изделий.
Алюминиевые сплавы делятся на литейные и деформируемые, а последние разделяются на упрочняемые и не упрочняемые.
Дюралюминий - упрочняемый термической обработкой сплав Al- Cu-Mg-Mn. Он хорошо деформируется в горячем и в холодном состояниях. Поставляется в виде профилей, листов, прутков, трубок. После закалки для снятия напряжений дюралюминий подвергается старению в течение 5…7 суток при комнатной температуре, или 2…4 часа при 150…180 ºС.
Силуминами называются литейные сплавы Al - Si. Наиболее распространен из силуминов сплав АЛ-2, включающий 10…13% Si. Он применяется для изготовления отливок сложной формы, от которых не требуется высоких механических свойств. Добавки меди, магния и марганца с последующей термообработкой (отжиг, закалка и старение) повышают механические свойства силуминового сплава.
-
Титан
Титан – имеет невысокую плотность и относительно высокую прочность на растяжение, особенно удельную. Он коррозийно стойкий. Аналогично алюминию на его поверхности быстро образуется прочная оксидная пленка, защищающая металл от дальнейшей коррозии.
Титановые сплавы обладают хорошими литейными свойствами. Для снятия внутренних напряжений проводят отжиг, а для упрочнения - закалку, азотирование и старение.
Титановые сплавы широко применяются в авиации, космонавтике и в медицине.
10.5. Методика исследования
Плотность материала образцов находится аналогично работе 2: составляются эскизы образцов, определяются объемы и вес образцов, рассчитывается плотность материала.
Твердость определяется с помощью твердомеров Роквелла или динамического ЭЛИТ-2Д.
Прочность материалов находится с помощью разрывной машины.
Разрывная машина (рис. 10.2) изготовлена на базе ручного гидравлического трубогиба РГУ-42. Испытываемые образцы закрепляются в приспособлении. Насосом создается давление в гидросистеме, через шток и рычажный механизм усилие передается на образцы. После разрыва образцов поворотом разгрузочного клапана масло с помощью пружины переливается из гидроцилиндра в масляную емкость.
П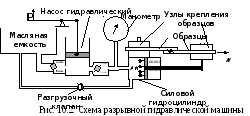 ри
испытании по манометру фиксируется
максимальное давление
ри
испытании по манометру фиксируется
максимальное давление
![]() ,
при котором произошел разрыв образцов.
Усилие разрыва N
определяется по формуле:
,
при котором произошел разрыв образцов.
Усилие разрыва N
определяется по формуле:
![]() , кгс,
, кгс,
где
![]() — максимальное давление масла в
гидросистеме разрывного приспособления,
зафиксированное в момент разрыва
образцов, кгс/мм2,
— максимальное давление масла в
гидросистеме разрывного приспособления,
зафиксированное в момент разрыва
образцов, кгс/мм2,
но так как диаметр цилиндра dц равен 40 мм, то расчетная формула приобретает вид:
N
= 123
![]() ,
Н.
,
Н.
Прочность на растяжение материала образца находится по формуле:
в=123![]() /F
, МПа,
/F
, МПа,
где F- площадь поперечного сечения испытываемого образца, мм2.