

27. 1 "Три золотых правила" сбытовой логистики (тема 5)
ЛСЦ должна проникать как можно глубже к точкам конечного сбыта, использоваться как можно чаще и осуществлять транспортировку на как можно большее расстояние путем использования грузовых единиц продукции и грузовых транспортных единиц (transaction units), обеспечивающих получение как можно больших вместимостей.
2. В ЛСЦ необходимо использовать минимальное количество TU (transaction units) независимо от их вместимости.Минимальное количество TU согласуется с концепцией количества оборота этих единиц, т. е. количества раз, когда эти TU могут быть предоставлены потребителям вовремя. Это подразумевает интенсивное использование оборудования для технологической обработки указанных единиц и наличие инфраструктур, заинтересованных в эксплуатации TU при перевозке многими видами транспорта.Применение данного правила требует, чтобы в сфере сбыта производились сравнительные оценки эффективности возможных сценариев на макро- и микроуровнях.
3. Стационарный склад (если нельзя избежать его создания) должен располагаться в центре ЛСЦ: компромисс между близостью к исходному производственному процессу и к конечным торговым точкам.
В идеальном случае, когда темпы производства и потребления примерно одинаковы, возможен нулевой запас. В реальных же условиях избежать запаса практически нельзя. Применение этого правила открывает возможности выбора его месторасположения - на местном рынке или у продуцента. Другими словами, необходим выбор между скоростью и надежностью сбыта.
27.2 Характеристики типов производств (тема 4)
Тип производства представляет собой комплексную характеристику технических, организационных и экономических особенностей производства, обусловленных степенью специализации, сложностью и устойчивостью изготовляемой номенклатуры изделий, размером и повторяемостью выпуска продукции.
Основным показателем, характеризующим тип производства, является коэффициент закрепления операций, который определяется как отношение числа всех различных технологических операций, выполняемых или подлежащих выполнению в течение месяца, к числу рабочих мест.
В отечественной теории и практике различают три типа производства: единичное, серийное и массовое.
Для зарубежной теории и практики производственного менеджмента характерно выделение следующих производственных стратегий, соответствующих перечисленным типам производства: стратегии, сфокусированные на процессе; стратегии управления повторяющимися процессами, модульное производство; стратегии, сфокусированные на продукте.
Единичное производство характеризуется:
-
малым объемом выпуска одинаковых изделий, повторное изготовление которых, как правило, не предусматривается;
-
большой номенклатурой выпускаемых изделий; неустойчивой технологической специализацией участков;
-
универсальным оборудованием;
-
разнообразными и неупорядоченными связями между рабочими местами;
-
универсальным высококвалифицированным персоналом.
Серийное производство характеризуется производством нескольких однородных типов изделий:
-
периодически повторяющимися партиями;
-
специализацией участков - предметной, предметно-групповой.
Массовое производство характеризуется:
-
большим объемом выпуска изделий, непрерывно изготовляемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция подетальной специализацией участков;
-
специализированным оборудованием;
-
специализацией участков по предметно-замкнутой форме, прямоточными связями между рабочими местами - поточное производство;
-
рабочие - операторы, низкой квалификации.
В современных рыночных условиях применение массового типа производства крайне ограничено, несмотря на его высокую эффективность, поскольку предполагает выпуск однородной продукции в течение длительного времени с преобладанием рынка продавца и неограниченногороста, поэтому сегодня на его долю приходится примерно 20% выпуска продукции машиностроения.
Текущие рыночные условия ставят задачу удовлетворения разнообразного и изменчивого спроса во всех отраслях производства, что требует повышения эффективности, в том числе за счет применения современных методов организации, планирования и управления, мелкосерийного и единичного производств. Выявление резервов эффективности также направлено на организацию тесных взаимосвязей с поставщиками и потребителями промышленного предприятия (формирование разветвленных логистических цепей); унификацию сборочных узлов и деталей и применение модульного принципа в разнообразии гаммы выпускаемой продукции; использование высокопроизводительных роботизированных и автоматизированных многофункциональных производственных комплексов и т. д.
Доля всех производственных предприятий, использующих единичное мелкосерийное производство (стратегию, ориентированную на процесс), стратегию производства "на заказ", составляет около 75-85%.
Существует пять типов производства в зависимости от числа видов конечной продукции и объема выпуска в натуральных показателях.
Первый тип — предприятия, выпускающие сложные изделия на заказ. Это тип единичного позаказного производства. Его отличает потенциально большое разнообразие выпускаемой продукции и штучный выпуск. Он характеризуется универсальным оборудованием (станки с числовым программным управлением, обрабатывающие центры, роботы и гибкие автоматизированные производства) и высококвалифицированным персоналом (наладчики и станочники широкого профиля).
Второй, третий и четвертый типы: разные варианты серийного производства — мелкосерийное, серийное и крупносерийное. Чем выше серийность, тем ниже универсальность оборудования и уже специализация рабочих. Число видов готовой продукции ниже, выпуск — выше.
Пятый тип — массовое производство. Специализированное оборудование, конвейеры, поточные линии, технологические комплексы. Минимальное число видов выпускаемой продукции, максимальные объемы выпуска.
В развитии современного промышленного производства отмечены тенденции сужения сферы массового и крупносерийного производства, которые приводят к увеличению количества малых и средних предприятий. Происходит техническое переоснащение производства на универсальное оборудование, гибкие переналаживаемые производственные системы. Производители получают все больше заказов на производство небольших партий и даже единичных изделий. При этом со стороны покупателя все чаще выдвигается требование удовлетворить потребность за минимально короткий срок (сутки, час) с высокой степенью гарантий.Когда спрос превышает предложение, можно с достаточной уверенностью полагать, что изготовленная с учетом конъюнктуры рынка партия изделий будет реализована. Поэтому приоритет получает цель максимальной загрузки оборудования. Причем, чем крупнее будет изготовленная партия, тем ниже окажется себестоимость единицы изделия. Задача реализации на первом плане не стоит.Ситуация меняется с увеличением спроса над предложением. Тогда задача реализации произведенного продукта в условиях конкуренции выходит на первое место. Непостоянство и непредсказуемость рыночного спроса делают нецелесообразным создание и содержание больших запасов. В то же время производственник уже не имеет права упустить ни одного заказа. Отсюда необходимость в гибких производственных мощностях, способных быстро отреагировать производством на возникший спрос.Другим аспектом актуальности производственной логистики является организация производства в рамках кооперации по выпуску сложных изделий. В этом случае транспортно-перемещающие операции могут быть объектом как производственной логистики, если используются собственные транспортные средства для внутрисистемного перемещения грузов, так и транспортной при использовании транспорта общего пользования.
-
Сущность, принципы и функции транспортной логистики.
Транспортная логистика — перемещение требуемого количества товара в нужную точку, оптимальным маршрутом за требуемое время и с наименьшими издержками. Транспорт — связующее звено между элементами логистических систем, осуществляющий передвижение материальных ресурсов. Затраты на создание любого товара складываются из себестоимости изготовления и издержек на выполнение всех работ от момента закупки материалов до момента покупки товара конечным потребителем. Большую часть стоимости составляет так называемая «цена перехода», то есть наценки каждого звена в цепи производитель — конечный покупатель. Наценка такого перехода может составлять 15 — 20%.
Движение материального потока от первичного источника сырья до конечного потребления осуществляется с применением различных транспортных средств. Затраты на выполнение этих операций могут доходить до 50% от суммы общих затрат на логистику.
Транспорт представляют как систему, состоящую из двух подсистем: транспорт предназначенный для общего пользования и транспорт необщего пользования.
Транспорт общего пользования обслуживает сферу обращения и население. Данный вид транспорта часто называют магистральным (магистраль — основная, главная линия в какой-нибудь системе, в данном случае — в системе путей сообщения). Понятие транспорта общего пользования охватывает городской транспорт, железнодорожный транспорт, водный транспорт (морской и речной), автомобильный, воздушный транспорт и транспорт трубопроводный.
Транспорт необщего пользования — внутрипроизводственный транспорт, а также транспортные средства всех видов, принадлежащие нетранспортным предприятиям, является, как правило, составной частью каких-либо производственных систем.
Транспорт является неотъемлемой частью производственных и торговых процессов. Поэтому транспортная составляющая участвует во множестве технологических процессов, выполняя задачи логистической системы. Вместе с тем существует достаточно самостоятельная транспортная область логистики, в которой многоаспектная согласованность между участниками транспортного процесса может рассматриваться вне прямой связи с сопряженными производственно-складскими участками движения материального потока.
К задачам транспортной логистики в первую очередь относятся задачи, решение которых усиливает согласованность действий непосредственных участников транспортного процесса. Наличие единого оператора сквозного перевозочного процесса, осуществляющего единую функцию управления сквозным материальным потоком, создает возможность эффективно проектировать движение материального потока, добиваясь заданных параметров на выходе.
При организации смешанной перевозки логистическая система предполагает использование:
-
два и более видов транспорта;
-
наличие единого оператора процесса перевозки;
-
единый транспортный документ;
-
единая тарифная ставка фрахта;
-
последовательно-центральная схема взаимодействия участников;
-
единая и в результате высокая ответственность за груз.
Результатом использования транспортной логистической системы для предприятия будет: высокая вероятность выполнения «шести правил логистики» — нужный груз, в нужном месте, в нужное время, в необходимом количестве, необходимого качества, с минимальными затратами. К основным задачам транспортной логистики следует отнести обеспечение технической и технологической сопряженности участников транспортного процесса, согласование их экономических интересов, а также использование единых систем планирования.
Техническая сопряженность в транспортном комплексе означает согласованность параметров транспортных средств как внутри отдельных видов, так и в межвидовом разрезе. Эта согласованность позволяет применять модальные перевозки, работать с контейнерами и грузовыми пакетами. Технологическая сопряженность предполагает применение единой технологии транспортировки, прямые перегрузки, бесперегрузочное сообщение.
Экономическая сопряженность — это общая методология исследования конъюнктуры рынка и построения тарифной системы. Совместное планирование коммерческой деятельности участников логистической системы означает разработку и применение единых планов графиков. К задачам решаемым транспортной логистикой системы относятся:
-
создание транспортных систем, в том числе создание транспортных коридоров и транспортных цепей;
-
обеспечение технологического единства транспортно-складского процесса;
-
совместное планирование транспортного процесса со складским и производственным;
-
определение рационального маршрута доставки груза;
-
выбор типа и вида транспортного средства.
-
Системы управления материальными потоками в производственной логистике («толкающая» и «тянущая» логистические системы).
Под системой управления материальными потоками понимается организационный механизм формирования планирования и регулирования материальных потоков в рамках внутрипроизводственной логистической системы.
Производственная логистика — обеспечение качественного, своевременного и комплектного производства продукции в соответствии с хозяйственными договорами, сокращение производственного цикла и оптимизация затрат на производство. Материальный поток на своем пути от первичного источника сырья до конечного потребителя проходит ряд производственных звеньев. Управление материальным потоком на этом этапе имеет свою специфику и носит название производственной логистики. Задачи производственной логистики касаются управления материальными потоками внутри предприятий. Участников логистического процесса в рамках производственной логистики связывают внутрипроизводственные отношения (в отличие от участников закупочного и распределительного логистических процессов, связанных товарно-денежными отношениями). При организации на производстве логистической системы, необходимо в каждом конкретном случае максимально полнее проанализировать особенности предприятия, характер производственного цикла, его тип производства, систему снабжения основного производства и подачи материальных ресурсов на рабочие места, систему норм, параметры эффективности использования ресурсов и т.д.
Толкающая система – это такая организация движения МП, при которой МР подаются с предыдущей операции на последующую в соответствии с заранее сформированным жестким графиком. МР «выталкиваются» с одного звена ЛС на другое (рис. 7.9).
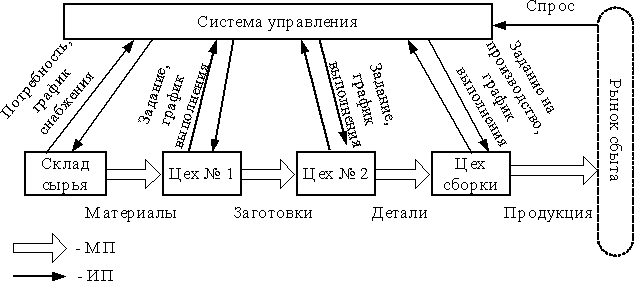
Рис. 7.9. Принципиальная схема толкающей системы
Толкающая система является традиционно используемой в производственных процессах. Каждой операции общим расписанием устанавливается время, к которому она должна быть завершена. Полученный продукт «проталкивается» дальше и становится запасом незавершенного производства на входе следующей операции. Т.е. такой способ организации движения МП игнорирует то, что в настоящее время делает следующая операция: занята выполнением совсем другой задачи или ожидает поступления продукта для обработки. В результате появляются задержки в работе и рост запасов незавершенного производства.
Толкающие модели управления потоками характерны для традиционных методов организации производства. Возможность их применения для логистической организации производства появилась в связи с массовым применением компьютерной техники. Внедрение программных продуктов позволило компаниям согласовывать и оперативно корректировать планы и действия всех подразделений предприятия: снабженческих, производственных и сбытовых, с учетом постоянных изменений в реальном масштабе времени. Использование программного обеспечения позволило существенно сократить рабочее время на принятие и выполнение управленческих решений.Толкающие системы, способные с помощью микроэлектроники увязать сложный производственный механизм в единое целое, тем не менее имеют естественные границы своих возможностей. Параметры «выталкиваемого» на участок материального потока оптимальны настолько, насколько управляющая система в состоянии учесть и оценить все факторы, влияющие на производственную ситуацию на этом участке. Однако чем больше факторов по каждому из многочисленных участков предприятия должна учитывать управляющая система, тем совершеннее и дороже должно быть ее программное, информационное и технологическое обеспечение. На практике применяются различные варианты толкающих систем, известные под названием «системы MRP». MRP (Material Requirement Planning) — это общепринятая на Западе идеология, технология и организация управления промышленными предприятиями. Фактически в последние 35 лет стандарты MRP породили целую международную управленческую цивилизацию. MRP — это не хитроумные алгоритмы, это наилучший опыт управления предприятиями в условиях конкурентной рыночной среды, опыт осмысленный, систематизированный и реализованный в виде компьютерных систем.Возможность их внедрения обусловлена началом массового использования вычислительной техники. Системы MRP характеризуются высоким уровнем автоматизации управления, позволяющим реализовывать следующие основные функции:
-
обеспечивать текущее регулирование и контроль производственных запасов;
-
в реальном масштабе времени согласовывать и оперативно корректировать планы и действия различных служб предприятия — снабженческих, производственных, сбытовых.
Основным недостатком «толкающих» MRP систем является необходимость создания и поддержания значительных буферных запасов между производственными подразделениями и этапами технологического цикла.
Тянущая система – это такая организация движения МП, при которой МР подаются («вытягиваются») на следующую технологическую операцию с предыдущей по мере необходимости, а поэтому жесткий график движения МП отсутствует. Размещение заказов на пополнение запасов МР или ГП происходит, когда их количество достигает критического уровня (рис. 7.10).
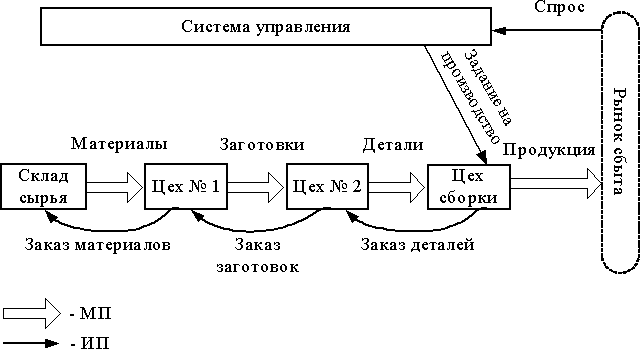
Рис. 7.10. Принципиальная схема тянущей системы
Тянущая система основана на «вытягивании» продукта последующей операцией с предыдущей операции в тот момент времени, когда последующая операция готова к данной работе. Т. е. когда в ходе одной операции заканчивается обработка единицы продукции, посылается сигнал-требование на предыдущую операцию. И предыдущая операция отправляет обрабатываемую единицу дальше только тогда, когда получает на это запрос.
Тянущая система представляет собой систему организации производства, в которой детали и полуфабрикаты подаются на последующую технологическую операцию с предыдущей по мере необходимости.
Здесь центральная система управления не вмешивается в обмен материальными потоками между различными участками предприятия, не устанавливает для них текущих производственных заданий. Производственная программа отдельного технологического звена определяется размером заказа последующего звена. Центральная система управления ставит задачу лишь перед конечным звеном производственной технологической цепи. Преимущества тянущей системы
-
отказ от избыточных запасов, информация о возможности быстрого приобретения материалов, или наличие резервных мощностей для быстрого реагирования на изменение спроса;
-
замена политики продажи произведенных товаров политикой производства продаваемых товаров;
-
задача полной загрузки мощностей заменяется минимизацией сроков прохождения продукции по технологическому процессу;
-
снижение оптимальной партии ресурсов, снижение партии обработки;
-
выполнение заказов с высоким качеством;
-
сокращение всех видов простоев и нерациональных внутризаводских перевозок.
Для того, чтобы понять механизм функционирования тянущей системы, рассмотрим Пример:
Допустим, предприятие получило заказ на изготовление 10 ед. продукции. Этот заказ система управления передает в цех сборки. Цех сборки для выполнения заказа запрашивает 10 деталей из цеха №1. Передав из своего запаса 10 деталей, цех №1 с целью восполнения запаса заказывает у цеха №2 10 заготовок. В свою очередь, цех №2, передав 10 заготовок, заказывает на складе сырья материалы для изготовления переданного количества также с целью восстановления запаса. Таким образом, материальный поток "вытягивается" каждым последующим звеном. Причем персонал отдельного цеха в состоянии учесть гораздо больше специфических факторов, определяющих размер оптимального заказа, чем это смогла бы сделать центральная система управления.
Свой вклад в развитие мировой логистической системы внесла Япония, которая разработала и применила впервые в мире прогрессивную логистическую концепцию "just in time" - JIT (точно в срок) и внутрипроизводственную систему KANBAN.
На практике к тянущим внутрипроизводственным логистическим системам относят систему "KANBAN" (в переводе с японского - карточка), разработанную и реализованную фирмой "Тоёта" (Япония). Система «KANBAN» не требует тотальной компьютеризации производства, однако она предполагает высокую дисциплину поставок, а также высокую ответственность персонала, так как центральное регулирование внутрипроизводственного логистического процесса ограничено. Система «KANBAN» позволяет существенно снизить производственные запасы. Например, запасы деталей в расчете на один выпускаемый автомобиль у фирмы «Тоёта» составляет 77 долларов, в то время как на автомобильных фирмах США этот показатель равен примерно 500 дол. Система «KANBAN» позволяет также ускорить оборачиваемость оборотных средств, улучшить качество выпускаемой продукции. «Тянущие» микрологистические системы типа «KANBAN», устраняя излишние запасы, могут эффективно работать лишь при относительно коротких производственных циклах, точном прогнозировании спроса и некоторых других производственно-технологических условиях. Для исправления недостатков, присущим обеим системам, были предприняты попытки их объединения в едином планово-производственном и диспетчерском компьютерном комплексе.Одним из наиболее удачных примеров синтеза в производстве продукции ключевых элементов MRP и KANBAN на основе современных информационно-компьютерных технологий явилась разработанная в начале 1980-х годов микрологистическая система «Optimized Production Tehnology» — ОРТ (оптимизированная производственная технология).
Система ОРТ относится к классу «тянущих» микрологистических систем, интегрирующих процессы снабжения и производства. Основным принципом работы этой системы является выявление в производственном процессе так называемых «узких» мест (в оригинале — критических ресурсов). Многие специалисты считают ОРТ компьютеризированной версией KANBAN с той разницей, что система ОРТ препятствует возникновению узких мест в логистической сети «снабжение — производство», а система KANBAN позволяет эффективно устранять уже возникшие узкие места. В системе ОРТ осуществляется автоматизированное оперативно-производственное планирование и диспетчеризация. Компьютерный расчет производственных расписаний выполняется на смену, день, неделю и т.д. Решаются также задачи контроля отгрузки запасов готовой продукции потребителям, поиска альтернативных ресурсов, выдачи рекомендаций по полноценным заменам в случае отсутствия необходимых материальных ресурсов. При формировании графика производства используются критерии: степень удовлетворения потребности производства в ресурсах; эффективность использования ресурсов; средства, иммобилизированные в незавершенном производстве; гибкости.
Реализация оперативного планирования и регулирования производства в системе ОРТ осуществляется с использованием программно-математического обеспечения, построенного на модульной основе. Для формирования производственного расписания из базы данных ОРТ используются файлы заказов, технологических карт, ресурсов, прогнозов сбыта и др. Данные файлы материалов и комплектующих изделий обрабатываются параллельно с данными файлов технологических карт, в результате чего формируется технологический маршрут, который обрабатывается с помощью программного модуля, идентифицирующего критические ресурсы. В результате появляется возможность оценить интенсивность использования ресурсов и степень их загрузки и соответствующим образом упорядочить их. На этом этапе технологический маршрут разветвляется. Ветвь критических ресурсов включает все «узкие» места и последующие связанные с ними логистические активности. После поиска и исправления ошибок процесс повторяется. В процессе управления материальными потоками пользователь может получать следующие выходные параметры: «График производства», «Потребность в материальных ресурсах», «Ежедневный отчет мастера цеха (отдела)», «График доставки материальных ресурсов к рабочим местам», «Отчет о производстве заказанной продукции», «Состояние складского запаса» и ряд др.
Эффект системы ОРТ с логистических позиций заключается в снижении производственных и транспортных издержек, уменьшения запасов незавершенного производства, сокращении времени производственного цикла, снижении потребности в складских и производственных площадях, повышения ритмичности отгрузки готовой продукции потребителям.