

Взаимосвязь способов обработки резанием
Б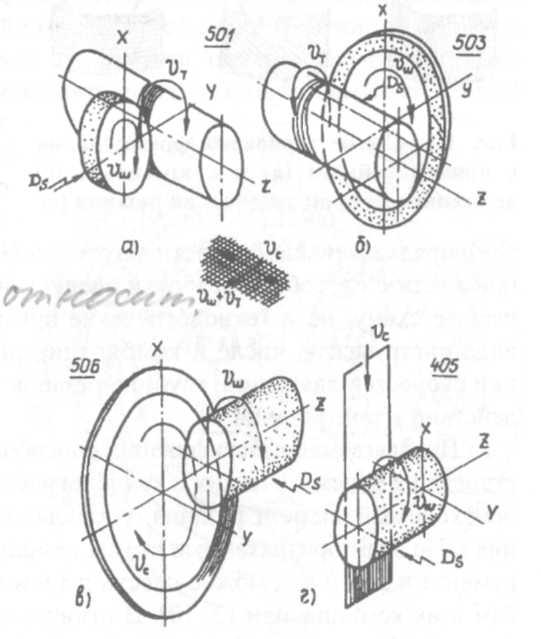
 ольшинство
способов обработки резанием, кинематическая
схема которых включает вращение
инструмента или заготовки, можно
привести к общей эквивалентной схеме.
Например, шлифование цилиндрического
пояска цилиндрическим или чашечным
кругом или торцовой поверхности
цилиндрическим кругом (рис. 1.3, а
-
в)
при
одинаковом соотношении движений
инструмента и заготовки эквивалентно
по схеме срезания припуска плоскому
шлифованию (рис. 1.3, г).
По
кинематической классификации [2] их
относят к разным группам: 405, 501, 503 и 506
(см. рис. 1.2), хотя они имеют одинаковые
параметры резания: относительную
траекторию движения режущих зерен,
сечение среза, скорость резания.
ольшинство
способов обработки резанием, кинематическая
схема которых включает вращение
инструмента или заготовки, можно
привести к общей эквивалентной схеме.
Например, шлифование цилиндрического
пояска цилиндрическим или чашечным
кругом или торцовой поверхности
цилиндрическим кругом (рис. 1.3, а
-
в)
при
одинаковом соотношении движений
инструмента и заготовки эквивалентно
по схеме срезания припуска плоскому
шлифованию (рис. 1.3, г).
По
кинематической классификации [2] их
относят к разным группам: 405, 501, 503 и 506
(см. рис. 1.2), хотя они имеют одинаковые
параметры резания: относительную
траекторию движения режущих зерен,
сечение среза, скорость резания.
А
Рис.
1.3. Схема круглого (а,
б)
и
плоского (в,
г)
шлифования
О
Рис. 1.4 Схема
торцового фрезерования с прямолинейным
(а) и с круговым (б) движением подачи;
траектории резания (в) кс
=
vc
/ vф
= 10-3),
наклонными при созмеримых скоростях
( кс
=
1 )
и продольными при скорости фрезы на
три порядка меньше скорости заготовки
(кс
= 103)
(рис. 1.4, в). Поэтому при анализе
способов обработки следует учитывать
не только кинематическую схему, но
и технологические признаки, несущие
информацию о виде инструмента, числе
и комбинации режущих элементов,
соотношении скоростей движений,
глубине резания и физико-химическом
взаимодействии в зоне резания.
кс
=
vc
/ vф
= 10-3),
наклонными при созмеримых скоростях
( кс
=
1 )
и продольными при скорости фрезы на
три порядка меньше скорости заготовки
(кс
= 103)
(рис. 1.4, в). Поэтому при анализе
способов обработки следует учитывать
не только кинематическую схему, но
и технологические признаки, несущие
информацию о виде инструмента, числе
и комбинации режущих элементов,
соотношении скоростей движений,
глубине резания и физико-химическом
взаимодействии в зоне резания.
Предлагаемая классификация способов механической обработки построена на кинематических и технологических признаках и включает, как необходимый элемент резания, установочное движение на глубину резания t. По этим признакам все схемы независимо от числа движений инструмента и заготовки можно свести к трем элементарным базовым способам и их комбинациям [3, 10]. В отличие от двух базовых групп классификации Грановского (I группа - прямолинейное движение и III группа - круговое) предлагаемая классификация основана на трех базовых группах: одной с прямолинейным и двух с круговым относительным движением инструмента при вращении вокруг центра заготовки (толщина среза постоянна), и вокруг центра инструмента (толщина среза переменна).
К базовым способам относят точение, строгание и обработку вращающимся резцом.
Точение (Т) - способ съема материала при относительном движении резания по окружности вокруг центра заготовки. Точение переходит в строгание при радиусе заготовки, стремящемся к бесконечности.
Строгание (С) - способ съема материала при относительном прямолинейном движении резания.
Обработка вращающимся резцом (В) - способ съема материала при относительном движении резания по окружности вокруг центра вращения резца. При радиусе резца, стремящемся к бесконечности, процесс переходит в строгание.
В зависимости от соотношения скоростей инструмента и заготовки образуется бесчисленное множество переходных способов, в которых один базовый способ преобладает над другим. Способ, обладающий в равной степени признаками базовых способов, называется комплексным. Графически взаимосвязь между базовыми способами можно установить, если их условно расположить на окружности, символизирующей сочетание двух движений, тогда взаимосвязь между всеми базовыми способами можно установить, если их условно расположить на окружности, символизирующей сочетание двух движений, тогда взаимосвязь между всеми базовыми способами находится внутри контура (рис. 1.1).
Рассмотрим взаимосвязь между точением и строганием при обработке резцом. При точении (Т) заготовка получает вращение с окружной скоростью vT, а резец - прямолинейное движение (С) вдоль оси заготовки со скоростью vc. Обычная токарная обработка характеризуется соотношением окружной скорости вращения и скорости подачи порядка нескольких тысяч: ктс = vT /vc = = (1 ... 5)*103. Это означает, что хотя в токарной обработке и присутствует такой элемент строгания, как прямолинейное движение, доля его незначительна. Увеличивая скорость подачи до скорости точения (vT /vc = 1), получим резание в двух направлениях сразу со сходом стружки по двум граням резца. Образовался комплексный способ обработки, обладающий в равной степени признаками как точения, так и строгания - токарное строгание (ТС).
Существует бесчисленное множество переходных способов, в которых точение преобладает над строганием. Их можно выразить формулой ктс ТС, где коэффициент ктс указывает, во сколько раз скорость точения преобладает над скоростью строгания. Переходные процессы от ТС к С выражаются формулой ТкстС, в которой скорость строгания в кст раз больше скорости точения. При ктс = vc / vT = (1 ... 5)*104 практически главным является строгание, а присутствующий в способе элемент точения - вращение заготовки - выполняет функции кругового движения подачи. Когда вращение прекращается (vT = 0), остается движение строгания С. На практике встречаются способы, соответствующие соотношению движений по ТС, например нарезание многозаходных резьб с крупным шагом, винтовых шлицев.
Аналогично между С и В существует взаимосвязь через переходные способы ксСВ и СксВ и комплексный способ - строгание вращающимся резцом (СВ), при котором окружная скорость резца равна скорости строгания.
Формулы способов позволяют определить скорость результирующего движения резания, равную алгебраической сумме скоростей заготовки и инструмента ve = (1 ± k)v, где v - наименьшая скорость базового способа. Между Т и В находятся переходные способы ( кт ТВ и ТктВ) и комплексный - точение вращающимся резцом (ТВ), обладающий в равной степени признаками точения и обработки вращающимся резцом. ТВ встречается на практике при токарной обработке заготовок полигранного сечения. Коэффициенты кс,кст,кт устанавливают соотношение скоростей составляющих движений.
Таким образом, в каждом известном способе объективно присутствуют базовые способы в долях соотношения скоростей движения инструмента и заготовки.
Взаимосвязь между двумя базовыми способами схематично отображается на контуре базовых способов С-Т-В (см. рис. 1.1), внутри которого образуются переходные способы, сочетающие свойства трех базовых. Возможны любые комбинации, например ктТСВ - токарное строгание с наибольшей окружной скоростью заготовки (см. рис. 1.1, точка 1), ВксТС - с наибольшей окружной скоростью резца (см. рис. 1.1, точка 2).
При многолезвийной обработке базовыми способами являются многолезвийное точение (ТМ), протягивание (П) и фрезерование (Ф), а комплексными переходными способами - токарное протягивание (ТП), фрезопротягивание (ФП) (разновидность ФП см. рис. 1.4, точка 3), фрезоточение (ФТ); при абразивной - хонингование (X), шлифострогание (ШС), шлифоточение (ШТ). Сочетание трех базовых способов определяет комплексный способ - токарное строгание вращающимся резцом (ТСВ); при многолезвийной обработке - токарное фрезопротягивание (ТФП); при абразивной - токарное шлифострогание (ТШС).
Взаимосвязь способов предусматривает непрерывное бесконечное увеличение числа режущих элементов и обрабатывающих воздействий. Рассматривая способы во взаимосвязи числа и размеров режущих элементов с результирующей скоростью резания, можно отметить увеличение скорости с ростом числа и уменьшением размеров режущих элементов. Если при обычных способах обработки однолезвийным инструментом скорость резания достигает 5 м/с, при многолезвийных, например фрезеровании, 10 м/с, то при абразивной обработке 80 ... 100 м/с. Скорость разряда импульсов в электроэрозионных способах обработки (v = 0,3 м/с) определяется частотой порядка 30 кГц и длиной пробега частицы порядка 0,01 мм, а с наложением движения инструмента, например заточного диска, скорость электромеханического воздействия возрастает до 80 м/с.
В указанной тенденции имеются исключения. Например, скорость многорезцового протягивания и хонингования составляет в среднем 0,5 ... 1 м/с, это объясняется несовершенством оборудования и технического процесса, возвратно-поступательным движением инструмента. Комплексные способы непрерывного хонингования и шлифования определяют скорости резания, теоретически ограниченные лишь стойкостью инструмента [А.с. 764942, 779022, 818824 (СССР)]. Сообщение осциллирующих движений шлифовальному бруску при хонинговании с частотой 200 ... 300 Гц увеличивает скорость относительного скольжения абразивных зерен на 15 м/с. Такие же приемы применимы к протягиванию и другим видам многорезцовой обработки.
В общем случае для оценки способа может служить соотношение скоростей составляющих движений. Результирующую скорость ve = vв + vc + vT удобно использовать для векторного анализа. Обозначив
kc = vc/vB, k CT = vc/vT, kT = vT/vB= ir / R, (1.1)
где i = ωт / ωв - отношение угловых скоростей заготовки и резца, г и Л -радиусы заготовки и резца соответственно, получим выражение результирующей скорости
ve = vB + kC vB + kT vB (1.2)
При kc = 1 и kТ = 1 имеет место комплексный способ с тремя равными по скорости составляющими движений. Комбинации могут быть из двух любых движений со скоростями vв и vт при кт = 0, vв и vт при кт = 0; vT и vc при vв = 0, кс = 0, кт = 0. При сочетании движений в одной плоскости результирующая относительная скорость выражается алгебраической суммой составляющих скоростей и равна нулю при равенстве противоположно направленных скоростей.
От соотношения скоростей зависит траектория относительного движения инструмента, толщина и длина среза, а следовательно, объем снимаемого материала. От абсолютного значения скорости относительного движения зависит производительность обработки.