

16. Дифференциация тех. Процесса . Концентрация операций.
Дифференциация тех. процесса заключается в том, что тех. процесс расчленяется на операции, выполняемые на различных рабочих позициях , через которые последовательно проходит изделие. Если дифференциацию ограничить делением на составные операции, то для осуществления всего тех. процесса необходима и система последовательно расположенных однопозиционных машин, число которых ровно числу составных операций.
Если каждую часть тех. процесса осуществлять на однопозиционной машине, получим поточную линию из 6-и автоматов или полуавтоматов:
 1-фрезерование
торцов и центрование; 2-черновое точение
с одной стороны; 3-черновое точение со
второй стороны; 4,5-чистовое точение с
двух сторон; 6-обработка канавок и фасок.
1-фрезерование
торцов и центрование; 2-черновое точение
с одной стороны; 3-черновое точение со
второй стороны; 4,5-чистовое точение с
двух сторон; 6-обработка канавок и фасок.
Последовательное
выполнение эти операций обеспечивает
полный объем обработки за, время, равное
времени одной операции, выполняемое
каждым автоматом. Если возможно
дифференцировать весь объем обработки
на равные части, то
 ;
;

Концентрация
операций заключается в том, что отдельные
операции, выполняемые одновременно,
концентрируются в одном автомате. В
этом случае длительность рабочего
цикла определяется продолжительностью
более длительной операции, а также
холостыми ходами. ![]()
22 Выбор принципиальной схемы автомата. Задачи, решаемые при выборе принципиальной схемы автомата. Критерии выбора числа позиций многопозиционного автомата.
Принципиальная схема автомата выбирается когда уже определена методы, маршрут и режимы обработки. Выбор принципиальной схемы включает решение таких задач как определение степени автоматизации, направление геометрической оси, принципа действия и количества позиций, системы управления, компоновочного решения основных функциональных узлов, проработку кинематической, гидравлической и др. схем, системы смазки, охлаждения и т. д.
Принципиальную схему автомата показывают графически как комбинированную, технологическую, кинематическую, гидравлическую и др. схемы.
Число позиций автомата выбирают по критериям качества и количества.
23.Расчёт и выбор числа позиций универсальных и специальных автоматов последовательного действия.
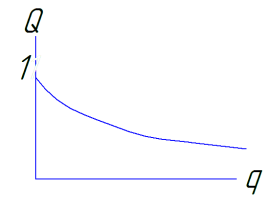
С увеличением числа позиций q сокращается длительность обработки на каждой позиции на величину рабочего цикла tp.
T=tpo/qo+tx
Где tpo - суммарное время несовместимых операций обработки.
Однако при увеличении числа позиций растут потери по оборудованию tе , а следовательно и суммарные собственные внецикловые потери.
∑tп= te*q+∑Ci, ∑Ci – потери одного компонента инструмента сосредоточенного по позициям.
Следовательно,коэф. Использования автомата моментально убывает.
При расчёте числа позиций универсальных автоматов исходят из максимально возможной производительности при обработке типовых изделий :

Отсутствие достоверных значений te при наличии достаточного количества прототипов ,часть предопределяет выбор числа позиций универсальных автоматов по аналогии с уже известными конструкциями.(токарный автомат q=6…8)
Число позиций специальных автоматов и полуавтоматов рассчитывают исходя из требуемой производительности ,согласно выбранным методам,маршруту и режимам обработки для данных конкретных изделий.
Последовательность расчёта:
1.Длительность рабочего цикла:
 где
n- ожидаемая величина коэф. использования.
где
n- ожидаемая величина коэф. использования.
Т.к. nис зависит от q, в формулу можно подставлять лишь ориентированное значение.
2. Величина рабочего хода цикла:
В откачных автоматах с двойной скоростью вращения расп-го вала tx – 1,5….2 сек
3 Предполагаемое число рабочих позиций: qp=tpo/tp
4 Число холостых позиций
5 Определяем необходимое число позиций на отдельные рабочие операции
6 Выполнение распределения отдельных рабочих и холостых операций по номерам рабочих позиций.
7 Определяется скорость вращения распределительного вала на рабочем и холостом ходу исходя из углов поворота распред. вала на совершении рабочих α и холостых ходов β.
А) n1po=(60/tp)/(α/2П). Б) n2po =(60/tх)/(β/2П).
При величине требуемой производительности приходится строить несколько одинаковых автоматов. В таких случаях необходимо исходя из продолжительности недифференциальных операций определить максимально возможную производительность.
Во многих случаях ограничения по выбору количества рабочих позиций существует как по минимальному ,так и по максимальному их числу, т.к. qmin≤q≤qmax.