36Наклеп поверх слоя детали
Под наклепом следует понимать повышен его прочностных св-в и твердости при его пластическом деформировании.
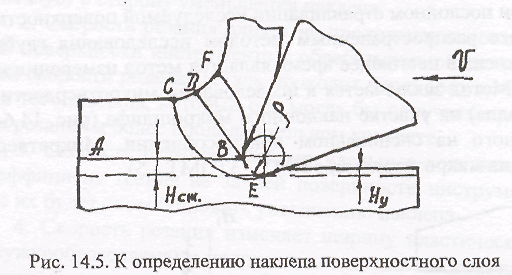
При наличии р часть металла выше линии АВ уходит в стружку, а слой металла толщиной Нсж не срезается, а подминается округленной частью резца, подвергаясь упругой и пластической деформации.
Третьей причиной деформации поверхностного слоя является частичное упругое восстановление несрезанного деформированного металла на величину Ну. Это приводит к появлению на задней поверхности инструмента нормальных и касательных сил, а следовательно, и к дополнительной пластической деформации поверхностного слоя.
Таким образом, металл, образующий поверхностный слой, в процессе резания претерпевает неоднократное пластическое деформирование. Это приводит к изменению всех физико-механических свойств и структуры металла.
Основными характеристиками наклепа являются: степень наклепали глубина наклепанного слоя Ас. Степень наклепа определяется по формуле
где H, - микротвердость детали непосредственно с поверхности;
Н - микротвердость исходного металла.
В соответствии с изменениями, происходящими в поверхностном слое, глубина наклепанного слоя определяется или по изменению микротвердости по сечению детали или рентгеноструктурным методом по изменению характера интерференционных линий на рентгенограммах при послойном стравливании исследуемой поверхности.
Наиболее распространенным методом исследования глубины и степени наклепа в настоящее время является метод измерения микротвердости. Метод заключается в исследовании микротвердосга материала (металла) на участке наклонного микрошлифа (рис. 14.6-14.7), изготовленного на специальном приспособлении. Микротвердость измеряется па микротвердомере ПМТ - 3 (ПМТ - 5).

Между hc и N существует тесная взаимосвязь hc = к- N.
Наклеп поверхностного слоя в значительной степени зависит от многих технологических факторов - элементов режима резания, геометрических параметров инструмента и состояния его режущего лезвия, свойств инструментального и обрабатываемого материалов, вида СОЖ и т. д.
38Влияние геометрии инструмента на наклеп.
На условия стружкообразования в основном влияет передний угол у. При изме^ нении у от + к - (+15 до -15 ) глубина наклепа hc увеличивается значив теяьно (для ЭИ487БУ - в 3 раза), что связано с изменением положения начальной зоны стружкообразования {пластической зоны), повышением относительно сдвига £ и др. факторов.
Увеличение радиуса округления режущего лезвия р повышает наклеп поверхностного слоя при всех подачах, особенно когда р больше толщины среза. Существенно оказывает влияние на наклеп и износ резца по задней поверхности. Износ на наклеп оказывает влияние через изменение силового фактора, повышение продолжительности пластического деформирования каждого участка обработанной поверхности и изменение температуры в зоне контакта. Наибольшее влияние фаски износа оказывают на наклеп при работе на скоростях ниже и выше оптимальных.
Главный угол в плане ф и радиус резца при вершине R оказывают влияние на наклеп как фактор, изменяющий толщину среза со всеми поел е д ств иями.
Влияние обрабатываемого и инструментального материала на наклеп. Стали и сплавы, обладая различными прочностными и пластическими свойствами, по-разному упрочняются (наклёпываются) при механической обработке. При этом более пластичные и более упрочняемые при деформации материалы, как правило, при механической обработке имеют и больший наклеп.
Значительное влияние на характеристики наклепа оказывает и инструментальный материал через коэффициент трения па задней поверхности. Тот инструментальный материал, который дает более высокий коэффициент трения по задней поверхности, наиболее интенсивно изнашивается, приводит к формированию большего наклепа поверхности как по глубине, так и по степени. Путем правильного выбора соответствующей марки инструментального материала можно в некоторых пределах регулировать не только стойкость инструмента, но и качество обработанной поверхности
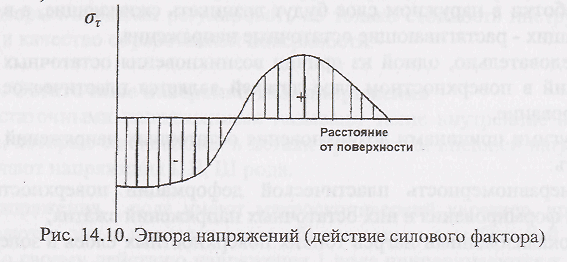
40Образование остаточных напряжении от действий силового фактора. Пластическая деформация металла поверхностного слоя приводит к изменению всех его физико-механических свойств, в том числе к уменьшению плотности удельного веса, а следовательно, к увеличению удельного объема. Увеличение объема металла распространяется только на глубину проникновения пластической деформации и не затрагивает нижележащих слоев.
В результате в слое, прилегающем к поверхности, возникают сжимающие напряжения, а в нижележащих-напряжения растяжения.
Иначе это можно объяснить так: резец режет, поверхностные слои растягиваются настолько, что деформируются, а нижележащие слои упруго деформированы. После снятия нагрузки напряжения в упруго растянутой зоне будут стремиться сняться, но их снятию препятствуют пластически растянутые поверхностные слои; в результате внутренние слои частично упруго растянуты, а внешние слои упруго сжаты.
Итак, при условии, когда привалирует силовой фактор, в поверхностном слое формируется напряжение сжатия, а в нижележащих слоях-уравновешивающие их остаточные напряжения растяжения (рис. 14.10).