

39. Погрешности установки заготовки
Отклонение фактически достигнутого положения заготовки или изделия при установке от требуемого называется погрешностью установки (ГОСТ 21495-76).
Погрешность установки Δу формируется в результате действия погрешностей базирования Δб, погрешностей закрепления Δз и приспособления Δпр. В общем виде она может быть представлена как векторная сумма:
Δу= Δб+ Δз+ Δпр.
В тех случаях, когда измерительная база не совпадает с технологической, возникает погрешность базирования Δб. Эта погрешность зависит от выбора тех баз, которыми заготовка при обработке устанавливается на опорные поверхности приспособления и равна допуску на размер, соединяющий измерительную и технологическую базы. В качестве таких баз рекомендуется выбирать поверхности, связанные точным размером с поверхностью, подлежащей обработке на данной операции. Погрешность базирования определяется для конкретного выполняемого размера при данной схеме базирования.
Погрешность базирования влияет на точность выполнения размеров, точность взаимного расположения поверхностей и не влияет на точность их формы. Для уменьшения погрешности базирования необходимо совмещать технологические и измерительные базы, повышать точность выполнения размеров технологических баз, выбирать наиболее рациональное расположение установочных элементов.
При базировании заготовки на станке или в приспособлении возникают также погрешности закрепления. Величина этой погрешности обычно невелика, однако для тяжелых заготовок, зажимаемых с большим усилием, она может иметь значительную величину. Уменьшить эту погрешность можно путем применения зажимных устройств (пневматических, гидравлических и др.), обеспечивающих постоянную силу закрепления заготовок; а также рационального выбора направления силы закрепления; повышения однородности поверхностного слоя и материала заготовок.
40. Размерный износ режущего инструмента
Размерный износ инструмента

hз – износ инструмента по задней поверхности
По мере износа инструмента получается затупление.
hp – величина радиального уменьшения диаметра детали
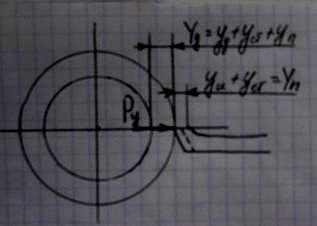
Деформируются деталь, станок, суппорт, инструмент.
Yд – деформация детали
yп – деформация приспособления (патрона)
yст – деформация станка (подшипников, узла шпинделя, суппорта и привода)
Yи – деформация инструмента
Все деформации упругие.
41. Жесткость системы спид
При механической обработке станок, приспособление, обрабатываемая заготовка, режущий инструмент и несущие его элементы представляют собой упругую систему, которая назы-вается «технологической системой» «станок-приспособление-инструмент-деталь» (СПИД).
Под жесткостью тела или системы тел подразумевается способность их сопротивления упругим перемещением под действием приложенной к ним нагрузки. Чем меньше величина перемещений при прочих равных условиях, тем выше жесткость. На систему СПИД действует усилие резания Р, которое может быть представлено в виде трех составляющих Рх, Ру, Рz, направленных соответственно по осям Х,У,Z с началом координат О, расположенным в вершине режущей кромки резца. Из трех составляющих основное влияние на точность обработки оказывает составляющая Ру, так как она направлена по нормам к обрабатываемой поверхности. Влияние Рz на деформацию системы СПИД незначительно, а Рх, направленная параллельно оси обрабатываемой детали, почти не вызывает деформации.
Поэтому жесткость системы можно определить по формуле
 где
ΔРу
– приращение радиальной составляющей
силы, Н; Δу - приращение перемещения
системы в направлении действия силы
ΔРу,
мм;
где
ΔРу
– приращение радиальной составляющей
силы, Н; Δу - приращение перемещения
системы в направлении действия силы
ΔРу,
мм;
В процессе обработки сила резания изменяется в результате колебания размеров заготовки механических свойств обрабатываемого материала и притупления инструмента, вследствие износа режущих кромок. Нестабильность сил резания, а также различие жесткости технологисческой системы в ее разных сечениях, вызывают неравномерность деформации и отжатий элементов системы, в результате чего возникают погрешности формы обработанной поверхности и колебания размеров деталей в партии.
Жесткость технологической системы также существенно влияет на виброустойчивость, и следовательно, на чистоту и интенсивность вибрации при обработке. Частота и амплитуда, в свою очередь влияют на стойкость режущего инструмента, качество обработанной поверхности, на производительность процесса.
Упругие
свойства технологической системы можно
также характеризовать ее податливостью
ω (мм/н) т.е. величиной обратной жесткости:
ω =
Для обеспечения более точной обработки детали следует уменьшить приращение перемещения системы в направлении действия силы Ру до нуля, тогда жесткость системы СПИД будет стремиться к бесконечности. Жесткость большей части элементов технологической системы определяется экспериментально, жесткость заготовки простой конфигурации (гладкие валы, планки) и некоторых типов инструментов можно найти расчетным путем.
Жесткость узлов новых станков достигается 20000…40000 н/мм. В отдельных случаях жесткость узлов изношенных и разрегулированных станков бывает ниже 10000 н/мм. Жесткость узлов бывает неодинакова в различных на-правлениях. Существует несколько методов определения жесткости металлорежущих станков или их отдельных узлов.
Основными являются следующие:
а) статистический (испытание на неработающем станке);
б) производственный ( испытание при обработке заготовки);
в) динамический ( испытание в процессе колебаний);
С увеличением жесткости повышается точность и производительность обработки. Увеличение жесткости достигается следующими основными путя-ми:
а) уменьшение количества станков в конструкции станков и приспособлений;
б) предварительной затяжки станков постоянно контактируемых деталей посредством резьбовых соединений;
в) улучшение качества сборки узлов, тщательной пригонкой сопряженных поверхностей и регулировкой зазоров;
г) повышением жесткости деталей технологической системы вследствии уменьшения их высоты или вылета и увеличения размеров опорной поверхности;
д) использованием дополнительных опор, люнетов и других опорных элементов для заготовок и инструментов.
Характерные примеры отклонения от заданной формы при токарной обработке за счет недостаточной жесткости отдельных элементов металлорежущего станка;
а) конусность обработанной цилиндрической поверхности детали в сторону передней бабки, при недостаточной жесткости задней бабки;
б) конусность обработанной цилиндрической поверхности детали в сторону задней бабки;
в) вогнутость обработанной цилиндрической поверхности__