

Лабораторная работа 5 Технология изготовления отливок по выплавляемым моделям.
Цель работы: изучить технологию изготовления отливок методом литья по выплавляемым моделям.
Краткие теоретические сведения
Сущность литья по выплавляемым моделям заключается в использовании точной неразъемной модели из легкоплавкого материала, по которой из формовочных смесей изготавливается неразъемная керамическая оболочковая форма. Перед заливкой расплава модель удаляется из формы выплавлением. Для удаления остатков модели форма нагревается до высоких температур, что улучшает ее заполняемость расплавом.
Основные операции технологического процесса таковы.
Операция 1.Приготовление модельной массы. Для приготовления модельной массы применяют смеси различного состава из парафина, стеарина, канифоли, полистирола, легкоплавких металлических сплавов и др. На практике широко применяют следующие составы: ПС 50-50 (50 % парафина и 50 % стеарина), ПС 70-30 (70 % парафина и 30 % стеарина), КПЦ (50 % канифоля, 30 % полистирола, 20 % церезина) и др., Р3 (70 % парафина, 13 % церезина, 12 % буроугольного воска, 5 % кубового остатка).
Модельные составы должны отвечать следующим требованиям:
– хорошо заполнять полости пресс-форм и четко их воспроизводить;
– не вступать во взаимодействие с материалами пресс-форм и огнеупорных покрытий;
– не прилипать к поверхности пресс-формы, инструменту и рукам рабочего;
– хорошо смачиваться огнеупорной суспензией;
– обладать после затвердевания прочностью и твердостью, достаточными для того, чтобы исключить повреждение моделей;
– иметь малую и стабильную усадку;
– сохранять свои свойства при всех технологических операциях, причем при многократном использовании;
– не выделять вредных газов и паров при нагревании и сгорании.
Желательно, чтобы температура плавления модельного состава была в пределах 60÷100 °С, тогда его будет проще удалить из керамической оболочки. Температура начала размягчения должна превышать максимальную положительную температуру воздуха в рабочих помещениях на 10÷15 °С и составлять примерно 35÷40 °С.
Модельную массу готовят в ванне с электрообогревателем, снабженной водяной рубашкой. Модельный состав, нагретый до 80÷85 °С, перемешивают. Одновременно в модельный состав замешивается воздух, который при запрессовке сжимается и способствует уменьшению усадки модельного состава. Перед запрессовкой модельный состав выдерживают в течение (6÷9).102сдля осаждения загрязнений.
Операция 2. Изготовление моделей. Модели отливок (рис. 5.1) и литниковых систем изготавливают в пресс-формах, внутренняя полость которых учитывает усадку модельного состава, металла отливки и расширение оболочки при прокаливании.
Процесс изготовления моделей состоит из таких операций:
– подготовки пресс-формы, заключающейся в очистке рабочей полости от модельного состава и ее смазке (например, тонким слоем трансформаторного масла);
– запрессовки модельного состава в пресс-формы с помощью шприца или свободной заливкой (рис. 5.1, а);
– охлаждения состава в пресс-форме;
– извлечения модели через (15÷18).102 с после запрессовки модельного состава в пресс-форму.
В случае необходимости изготовленные модели обезжиривают.
Операция 3. Сборка моделей в блоки. В производстве литья по выплавляемым моделям небольшие изделия отливают по несколько штук в одной форме при общем стояке. Такой стояк с прикрепленными к нему моделями называют модельным блоком (рис. 5.1, б), а процесс крепления моделей на стояк – сборкой модельного блока.
|
|
||
а |
б |
||
|
|
|
|
в |
г |
д |
е |
|
|
|
|
ж |
з |
и |
к |
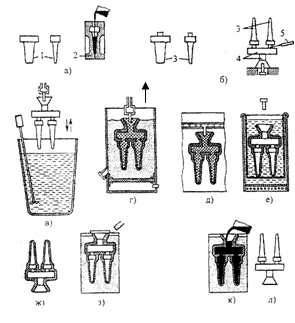
Рисунок 5.1 - Схема процесса изготовления отливок по выплавляемым моделям
Для сборки модельного блока стояк устанавливают на специальном приспособлении, обеспечивающем устойчивость его в вертикальном положении. Модели припаиваются к поверхности стояка.
Просветы между моделями на стояке делают не менее 1.10-3 м, а верхняя точка модели должна быть ниже воронки стояка на (15÷20).10-3 м. При припаивании модели к стояку необходимо учитывать прочность крепления модели на стояке, возможность полного выхода из формы модельного состава при выплавлении модели, удобство дальнейшей работы с модельным блоком в процессе обмазки и обсыпки его, устойчивость положения модельного блока при сушке и хранении.
Для обеспечения прочности крепления модели на стояке и устранения зазоров между стенкой стояка и питателем в местах их спайки должен быть образован шов из модельного состава. Наиболее полное удаление модельного состава из формы при выплавлении модели достигается присоединением питателей и моделей к стояку с определенным наклоном и устройством дополнительных каналов для выхода модельного состава. Части моделей, которые должны давать в отливке чистую, четкую поверхность рекомендуется при сборке моделей на стояке располагать внизу.
Собранные блоки просушиваются в течение 24 ч при температуре 20 °С.
Операция 4. Приготовление огнеупорной суспензии. Огнеупорная суспензия (этилсиликатная или жидкостекольная) образует огнеупорный слой формы.
В настоящее время применяют этилсиликат марок ЭТС-32 и ЭТС-40.
Этилсиликат представляет собой смесь этиловых эфиров ортокремневой кислоты. Это прозрачная жидкость с температурой кипения 165 °С и плотностью 980–1050 кг/м3. Этилсиликат состоит из эфиров разной молекулярной массы, например: моноэфира (С2Н5О)4Si, условно в пересчете содержащего 28,8 % SiO2; диэфира (С2Н5О)SiO2, содержащего 35,1 % SiO2; триэфира (С2Н5О)8Si3О2, содержащего 39,7 % SiO2 и др.
Для придания этилсиликату свойств связующего его подвергают гидролизу. При этом в процессе химической реакции этоксильные группы (С2Н5О) замещаются на гидроксильные (ОН). В результате реакции образуются коллоидные растворы кислот (золи), из которых при сушке и прокаливании форм выделяется собственно связующее SiO2, соединяющее зерна огнеупорной основы суспензии.
Гидролиз этилсиликата затруднен тем, что вода и этилсиликат взаимно не растворяются. Поэтому применяют органические растворители (спирты, ацетон), которые растворяют и этилсиликат, и воду. При сушке и прокаливании растворители удаляются.
На практике этилсиликатную суспензию готовят в специальных установках двумя способами – раздельным и совмещенным.
При раздельном способе предварительно готовят гидролизованный этилсиликат, затем в него вводят огнеупорный наполнитель при постоянном перемешивании. Суспензию выдерживают в течение получаса до полного удаления из нее пузырьков замешанного воздуха.
При использовании совмещенного метода в этилсиликат сначала вводят, непрерывно перемешивая, растворитель (гидролизный спирт, ацетон или изопропиловый спирт), затем засыпают часть огнеупорного материала (маршалита) (70÷80 % от общего количества) и перемешивают в течение (6÷10,8).102 с. Потом заливают воду, подкисленную соляной или азотной кислотой, продолжая перемешивать этилсиликат в течение (18÷24).102 с. Добавляют оставшуюся часть огнеупорного наполнителя и специальные добавки (например, борную кислоту), перемешивают его еще в течение (6÷9).102 с.
Операция 5. Изготовление оболочки формы. Огнеупорная оболочка должна быть достаточно прочной, податливой, газопроницаемой, химически инертной по отношению к металлу, должна легко разрушаться после затвердевания отливки.
Для получения оболочковой формы модельный блок окунают в суспензию (рис. 5.1, в) и обсыпают песком в кипящем слое (рис. 5.1, г). Полученное огнеупорное покрытие отвердевает путем сушки на воздухе (рис. 5.1, д) или в парах аммиака. Операции нанесения суспензии и обсыпки блока песком повторяют до получения на модели оболочки требуемой толщины (6–8 слоев).
Операция 6. Выплавление моделей. После нанесения последнего слоя огнеупорного покрытия и соответствующей сушки модельные комплекты с нанесенной огнеупорной оболочкой поступают на выплавление модельного состава. Выплавление модельного состава осуществляется различными способами: паром, горячим воздухом, горячей водой (рис. 5.1, е). Наибольшее распространение получило выплавление модельного состава в горячей воде. В этом случае достигается наиболее полное выплавление состава из полости формы, значительно увеличивается возврат состава, который может многократно использоваться для изготовления моделей.
Операция 7. Сушка оболочек. После выплавления модельного состава получившаяся оболочка сушится в сушильном шкафу при температуре 180÷200 °С в течение (9÷12).102 с (рис. 5.1, ж).
Операция 8. Прокалка оболочек. Просушенные оболочки подвергаются прокаливанию в печи при температуре 850÷900 °С в течение (12÷18).102 с.
При этом полностью выгорают остатки модельной массы, удаляется влага, повышается газопроницаемость и прочность оболочки, что уменьшает опасность возникновения внутренних напряжений и трещин в оболочковой форме.
Операция 9. Формовкаоболочек. Формовка огнеупорной оболочки преследует цель: создание прочности для предотвращения прорыва ее жидким металлом при заливке. Огнеупорная оболочка, имея толщину (4÷8).10-3 м, не может противостоять напору металла и нуждается в упрочении. Упрочнение достигается тем, что оболочку устанавливают в опоку. Пространство между стенками опоки и огнеупорной оболочкой засыпают сухим наполнителем (кварцевым песком отходами керамических покрытий и др.) (рис. 5.1, з).
Операция 10. Заливка оболочек. Заформованные оболочки заливают расплавленным металлом (рис. 5.1, и).
Операция 11. Выбивка и очистка отливок. Залитые формы охлаждают в течение (12–18).102с и разрушают. Поверхность отливок очищают от остатков оболочек. На рис. 5.1, к показана полученная отливка с литниковой системой.
К достоинствам метода литья по выплавляемым моделям относятся следующие:
– возможность изготовления практически из любых сплавов отливок сложной конфигурации, тонкостенных, с малой шероховатостью поверхности, минимальными припусками на механическую обработку;
– возможность создания сложных конструкций, объединяющих несколько деталей в один узел, что упрощает технологию изготовления машин и приборов;
– возможность экономически выгодного осуществления процесса в серийном и массовом производствах, что важно при создании новых машин и приборов;
– уменьшение расхода формовочных материалов на 1 т отливок;
– улучшение условий труда и уменьшение вредного воздействия литейного процесса на окружающую среду.
К недостаткам метода литья по выплавляемым моделям можно отнести такие:
– процесс изготовления формы многооперационный, трудоемкий и длительный;
– большое число технологических факторов, влияющих на качество формы и отливки;
– большая номенклатура материалов, используемых для получения формы (материалы для моделей, суспензии, обсыпки блоков и т.д.);
– сложность манипуляторных операций изготовления моделей и форм, механизации и автоматизации этих операций;
– повышенный расход металла на литники.
Порядок выполнения работы
Ознакомиться с технологией получения отливок методом литья по выплавляемым моделям.
Требования к отчету
Отчет должен содержать цель работы, краткие теоретические сведения о процессе литья по выплавляемым моделям, описание хода работы, выводы о проделанной работе.
Контрольные вопросы
Какова технология изготовления моделей?
Что такое модельный блок?
Какова технология изготовления оболочковой формы?
Каковы достоинства и недостатки литья по выплавляемым моделям?